Understanding CNC Press Brake and Its Working Principle
Have you ever wondered how sheet metal gets its precise bends? In this article, we’ll explore the fascinating world of CNC press brakes. You’ll learn how these machines achieve high-precision bending and why they’re essential in industries like automotive and shipbuilding. Get ready to uncover the secrets behind this incredible technology!
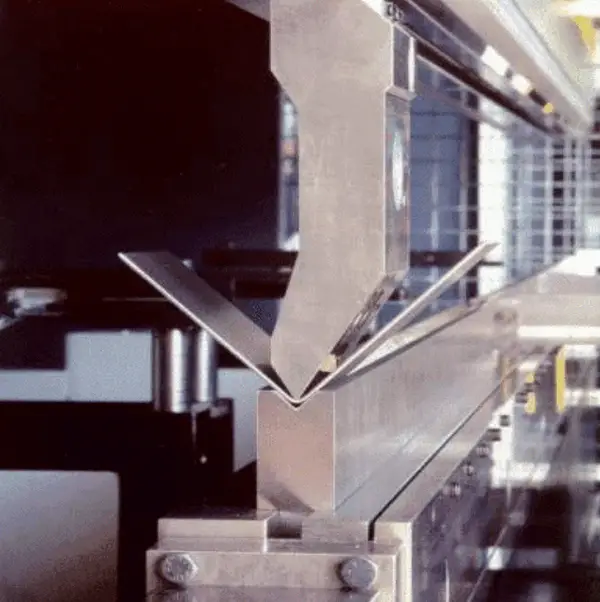
CNC press brake is utilized to finish the bending of sheet metal. The backstop positioning system, the depth of the ram’s bending, and the automatic compensation of the worktable’s deformation are all controlled by the CNC system.
The CNC press brake offers a range of operation modes and can maintain the position synchronous speed of the ram parallel to the workbench under three different conditions: no-load speed, working speed, and return speed. This results in high-precision positioning at the end of the stroke.
The CNC press brake is widely used in various industries, including automobiles, shipbuilding, containers, cranes, engineering machinery, building institutions, metal structures, and lamp poles bending for super long components in power poles. It is composed of a frame, ram, worktable, oil cylinder, hydraulic proportional servo system, position detection system, CNC system, and electrical system.
To operate the press brake, the operator steps on the foot switch on the operating station. The ram then moves rapidly from the top dead center to the speed change point at no-load speed, controlled by the numerical control system and hydraulic servo system (also known as the safety braking point). This is the point of conversion between the no-load speed and working speed of the ram, and its position can be adjusted. The ram continues to move downward at the working speed and reaches the bottom dead center (also known as the end of the stroke, whose position can be adjusted). This completes the positioning of the end of the stroke and the pressure is maintained through the hydraulic servo system. The plate clamped between the punch and die forms the required angle, and then the ram quickly returns to the top dead center.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Choosing the right hydraulic press brake can be challenging due to the variety of options available. Understanding the distinctions between NC and CNC models is crucial. This guide explains key…
Have you ever struggled to choose the right press brake controller for your manufacturing needs? In this article, we’ll explore the differences between NC and CNC systems, helping you make…
Ever wondered how to fine-tune a CNC press brake for optimal performance? This article dives into the key adjustments needed for bending parameters, such as stroke adjustments and working pressure.…
Have you ever struggled with sheet metal bending problems that left you scratching your head? In this insightful blog post, an experienced mechanical engineer shares their expertise on tackling common…
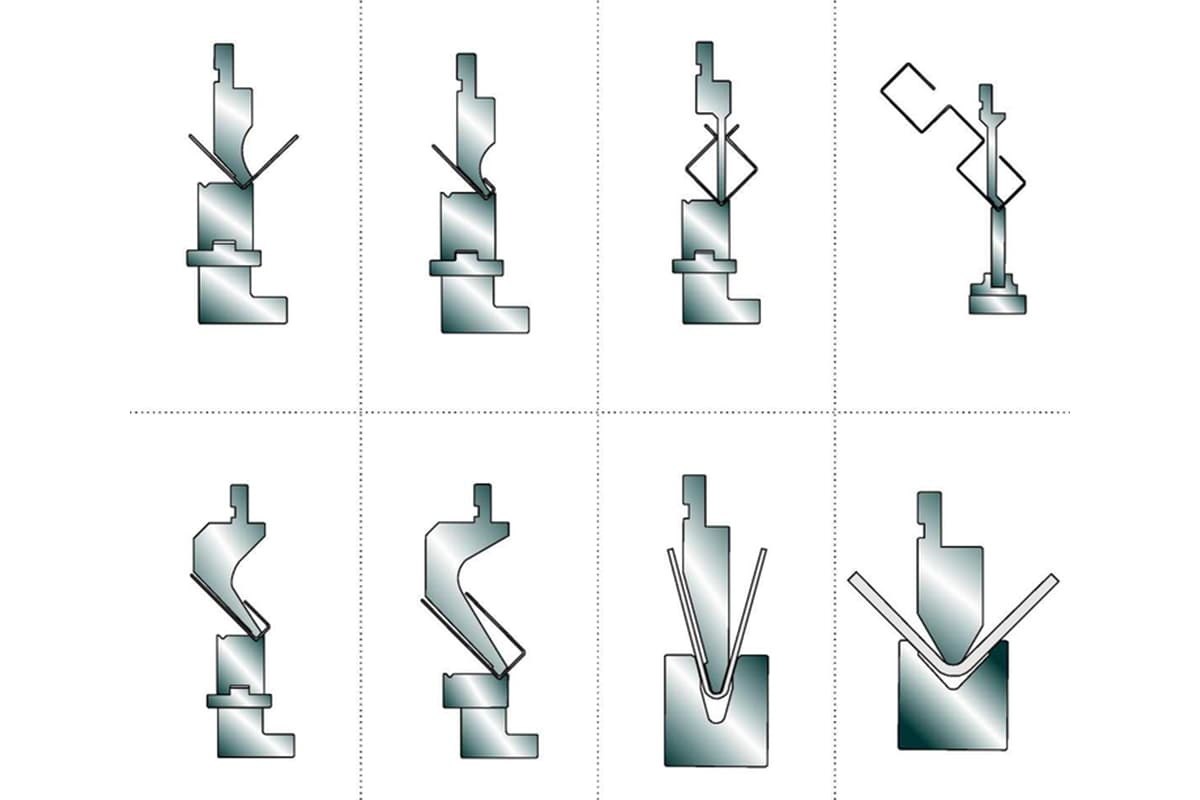
How do you achieve precise bends in sheet metal? Understanding the molds and techniques behind this process is crucial. This article delves into various bending methods, from free bending to…
Have you ever wondered what makes press brake dies so fascinating? In this captivating blog post, we'll delve into the intricate world of these essential tools that shape the metal…
Have you ever wondered how a simple sheet of metal transforms into a complex, three-dimensional object? Press brake bending, a crucial process in metal fabrication, holds the key to this…
Ever wondered how press brake crowning devices affect bending precision? This article explores two main compensation methods: lower die convex compensation and upper die convex compensation. It examines their impact…
Imagine shaping metal with such precision that it transforms into complex, custom forms effortlessly. That's the magic of press brake tooling, a vital process in sheet metal fabrication. In this…