NC vs CNC Hydraulic Press Brake: Expert Selection Guide
Choosing the right hydraulic press brake can be challenging due to the variety of options available. Understanding the distinctions between NC and CNC models is crucial. This guide explains key factors like accuracy, efficiency, and operator experience, helping you select the most suitable press brake for your specific needs. Whether you need precision or budget-friendly options, this article provides insights to make an informed decision.
A press brake is a machine that uses a punch and die (either general or specialized) to bend cold metal plates into workpieces with various geometric shapes.
Typically, a press brake employs a specialized CNC system for the bending machine.
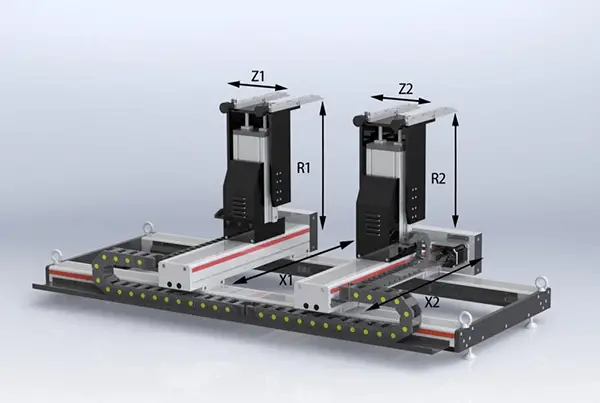
The coordinate axis of press brake machines has evolved from a single axis to as many as twelve axes, which are classified based on their functions as follows:
X-axis: Controls the movement of the rear stopper in the forward and backward direction
Y-axis: Controls the stroke of the cylinder
Z-axis: Controls the movement of the rear stop in the left and right direction
R-axis: Controls the movement of the rear stop in the up and down direction
AP-axis: Front support axis
P-axis: Automatically changes the opening position of the lower die based on the multiple V mouths of the lower die
The numerical control system can automatically control the depth of the ram operation, adjust the left and right tilt of the ram, adjust the front and rear and left and right positions of the rear stopper, control the pressure tonnage, and adjust the speed of the ram approach.
The hydraulic press brake can effortlessly perform actions such as the downward movement of the ram, inching, continuous pressure, return, and midway stop. It can also complete multiple bendings at the same or different angles at once.
Parts of hydraulic press brake
Ram:
The ram component typically uses hydraulic transmission. It consists of a ram, oil cylinder, and a mechanical stop fine-tuning structure. The numerical control system controls and adjusts the value of the mechanical stop.
Synchronous System:
The synchronous system primarily uses a mechanical design and has a simple structure with stable and reliable performance. Its key components include a torsion shaft, swing arm, and joint bearing.
Workbench Section:
The workbench section is controlled by a button box and the moving distance is regulated by the numerical control system. It also has travel switch limit devices installed at the front and rear positions.
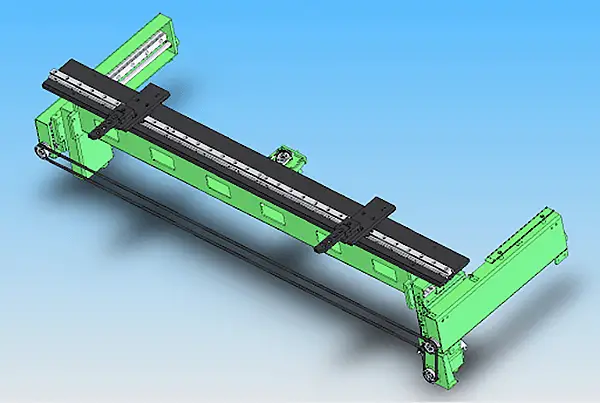
The backgauge mechanism is typically driven by a motor and its movement is mainly controlled by the NC system.
Types of press brake
Press brake refers primarily to a plate bending machine, which is used for bending and shaping various metal plates.
This equipment is commonly used for sheet bending and is considered a large machine.
The selection of the press brake should be based on factors such as the intended use, working environment, degree of bending required, plate thickness, and other relevant conditions. Understanding how to properly select the right type is crucial knowledge.
Press brakes can be classified into different categories based on their working characteristics and modes.
The following is a comprehensive and in-depth introduction to the classification of press brakes:
There are several types of press brakes, which can generally be divided into manual press brakes, hydraulic press brakes, and NC/CNC press brakes.
1. Manual press brake
Manual press brakes come in two forms: mechanical manual press brakes and electric manual press brakes.
These types of press brakes are popular both domestically and internationally due to their compact size, low energy consumption, high efficiency, large and fast production capabilities, wide range of applications, and ease of transportation.
The structure of manual press brakes is relatively simple and requires manual labor for operation. They are suitable for the processing and manufacture of small workpieces.
2. Hydraulic press brake
Hydraulic press brakes can be classified into different categories based on their synchronization modes, including torsional shaft synchronous press brakes, mechanical-hydraulic synchronous press brakes, and electro-hydraulic synchronous press brakes.
Based on the movement mode, hydraulic press brakes can further be divided into upward-moving press brakes and downward-moving press brakes.
Hydraulic press brakes are widely used in the sheet metal industry for applications such as automobiles, doors and windows, steel structures, and V-groove for sheet metal, among others.
The following are the key features and characteristics of hydraulic press brakes:
Constructed with a fully welded steel structure, with vibration stress relief for high strength and rigidity.
Employs hydraulic transmission, ensuring stability and reliability.
Utilizes a mechanical stop and torsional shaft synchronization for high precision.
The rear stopper distance and upper slider stroke can be electrically adjusted and manually fine-tuned, with digital displays.
3. NC/CNC press brake
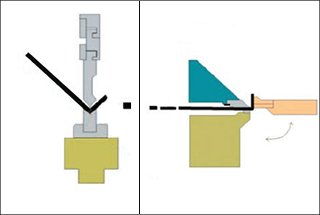
The core of the NC/CNC press brake is the press brake tool used for bending sheets. The tool consists of a support, workbench, and clamping plate.
The pressing plate generates force by energizing the coil, thereby clamping the sheet between the pressing plate and the base.
As the clamping method is based on electromagnetic force, the pressing plate can be customized according to specific workpiece requirements, making the operation simple and capable of processing workpieces with side walls.
NC/CNC press brakes are modern, large-scale machines known for their high precision and favored by many.
They offer flexible operation modes and can be linked with two press brake machines to handle long plate processing or operated as a single machine to improve utilization, reduce energy consumption, and automatically adjust compensation through the CNC system for convenience.
There are various models of NC/CNC press brakes, such as G-type, F-type, WC67k type, etc.
Different types of press brakes have unique performance and application fields, so it is essential to choose the appropriate machinery based on the use situation and operating environment to achieve optimal performance.
What is the difference between torsion shaft synchronous press brakes and electro-hydraulic synchronous press brakes (in reference to NC press brakes and CNC press brakes)?
There are numerous press brakes available in the market today, with a wide range of installed configurations and systems.
Torsion shaft press brakes and electro-hydraulic press brakes are often compared due to their similar functions, but different strengths in terms of accessories, systems, and pricing.
So, how does one choose a high-performing, cost-effective, and user-friendly press brake from the many options available?
In the following sections, we will compare NC press brakes and CNC press brakes from multiple perspectives.
Different structural principles
The design principles of the two models are distinct, leading to different structures that ensure synchronization on both sides of the bending ram.
The NC press brake uses a torsion axis to connect the left and right swing rods, forming a torsional axis forced synchronization mechanism that drives the oil cylinders on both sides to move up and down.
As a result, the NC press brake uses a mechanical forced synchronization mode, and the parallelism of the ram cannot be automatically monitored or adjusted.
Proofread the following content and output the proofread content: “ The CNC press brake is to install a grating ruler on the ram or bed.
The CNC system can analyze the synchronization on both sides of the ram through the information fed back by the grating ruler at any time.
“
In the event of an error, the CNC system will make adjustments through the proportional electro-hydraulic servo valve to synchronize the stroke on both sides of the ram.
The numerical control system, hydraulic control valve group, and grating ruler form the feedback closed-loop control system of the CNC press brake.
Workpiece accuracy
The parallelism of the ram determines the angle of the workpiece.
The NC press brake maintains the synchronization of the ram through mechanical means, lacking real-time error feedback and the ability to make automatic corrections, leading to subpar machining accuracy.
Furthermore, it has limited load-bearing capacity, as the NC press brake forces the synchronization mechanism to move the oil cylinders on both sides up and down through the torsion shaft, which may deform over time with partial loads.
On the other hand, the CNC press brake controls the ram synchronization through a proportional electro-hydraulic valve group and receives real-time error feedback from the grating ruler. In the event of an error, the system adjusts through the proportional valve to maintain the synchronization of the ram and improve machining accuracy.
Running speed
During the operation of the machine, three points determine its running speed:
(1) Ram speed
(2) Rear stop speed
(3) Bending steps
The 6:1 or 8:1 oil cylinder is selected for the NC press brake, which is slow, while the 13:1 or 15:1 oil cylinder is selected for the CNC press brake, which is fast.
As a result, the fast down and return speeds of the CNC press brake are significantly higher than those of the NC press brake.
When the ram of the NC press brake moves down, it has the functions of rapid descent and slow descent, but the fast descent and return speeds are only 80mm/s, and the speed transitions are not smooth. The rear stopper operates at a speed of only 100mm/s.
In contrast, the ram of the CNC press brake has the functions of rapid descent and slow descent, with fast descent and return speeds reaching 200mm/s, and smooth speed transitions, greatly improving production efficiency. The rear stopper operates at a speed of 400mm/s.
Mechanical strength
Due to its design, the NC press brake is unable to bend under eccentric loads. Prolonged bending under eccentric loads will result in deformation of the torsion shaft.
However, the CNC press brake does not have this issue. The Y1 and Y2 axes on the left and right sides operate independently, allowing it to bend under partial loads.
Practical operation
Most NC press brakes do not have a CNC system and lack v-axis compensation.
As a result, when processing based on drawings, it is necessary to rely on the experience of veteran workers to make trial bends. If the results do not meet standards, additional trials are necessary, resulting in waste and a limited pool of potential operators with high salaries.
While it is possible to add a manual crowning system, the CNC press brake is controlled by a professional CNC system with v-axis compensation, making it easier to operate and requiring less experience from the operator.
The CNC press brake can simulate bending without the need for trial bends, simply requiring the correction of the drawings, inputting the steps and sizes, and proceeding with the bend directly.
Numerical control axis
The more control axes a NC press brake has, the less effective it becomes. Typically, it only controls the X-axis and Y-axis.
In contrast, the number of control axes for a CNC press brake is not limited. It can be 3 + 1 axis or more, with automatic program design capable of meeting high requirements, such as 4 + 1 axis, 5 + 1 axis, 6 + 1 axis, 7 + 1 axis, 8 + 1 axis, and so on.
Good optional components
The NC press brake can be improved with the addition of better components, such as a quick-release clamp, manual crowning, lifting stop fingers, ball screws, linear guide rail rear stop, oil cooler, and light curtain protection.
In contrast, the CNC press brake not only has these basic components, but can also be equipped with a variety of high-quality accessories.
For instance, it can have a Tyokko-type or Amada-type quick-release clamp in place of a standard one. The lifting stop fingers can be operated manually or electrically through an AC motor on the guide rail. The light curtain protection can be replaced by a more sensitive laser protection system.
The CNC press brake can also be fitted with a servo pump control system for energy savings, low noise, faster stamping speed, and lower fuel consumption, as well as a manipulator to improve production efficiency, a hydraulic clamping system, a follow-up supporter, and a laser angle detector.
The main difference between CNC and NC press brakes lies in the existence of a feedback closed loop and CNC crowning system.
The distinction between the two should be clear. The NC press brake adjusts the cylinder stroke mechanically, while the CNC press brake controls the stroke using hydraulic pressure. The NC press brake is controlled by a balance shaft, while the CNC press brake is synchronized by servo proportional valves on both sides.
The CNC press brake combines the benefits of electrical and hydraulic systems, offering high control precision, fast response speed, large output power, flexible signal processing, and the ability to easily monitor various parameters. One CNC press brake can have the same working efficiency as two to three NC press brakes.
CNC press brake advantages
Ram Left and Right Synchronization
The synchronization is both stable and flexible, and the CNC system includes a function for detecting and correcting any tilt in the ram.
The CNC system can automatically calculate the bending depth based on the selected die angle, opening, R size, and sheet metal thickness.
Feedback of Bending Depth
The grating ruler, imported from a reliable source, directly measures the positions of both sides of the ram. It also includes a mechanism for compensating for any throat deformation, ensuring consistent angles.
Deflection Compensation of Worktable
The CNC system can calculate the pressure required for compensating the worktable’s deflection during the bending process, ensuring uniform full-length angles and improving the straightness of the workpiece.
Angle Correction
In the event of an error between the programmed and actual forming angles, the user simply needs to enter the error value. The system will then automatically compensate and correct.
Stop Position
The system can calculate the position of each stop axis based on the bending height and can change steps and correct quickly and easily.
Programming Mode
The system has both graphical and data programming options, making program modification and editing fast and convenient.
Expansion Length
The CNC system can calculate the unfolding length based on the graphic programming and the external or internal dimensions.
Interference Calculation
The CNC system can automatically determine the best bending process based on the programming graphics, mold shape, and machine tool shape, and will alert the user if there is any bending interference. The user can also manually modify the bending process.
How to choose hydraulic press brake?
In conclusion, the choice of press brake depends on the specific processing requirements.
The CNC press brake boasts high precision, real-time error feedback, and strong resistance to bias loads on the bending ram. On the other hand, the NC press brake has lower precision, no error feedback, and poor resistance to deflection loads on the bending ram. Additionally, the CNC press brake is more complex and expensive compared to the NC press brake.
When making your decision, consider the following factors:
Accuracy requirements for the workpiece: The CNC press brake offers higher accuracy than the NC press brake.
Working hours per day: The CNC press brake is more efficient and can reduce working hours and labor costs.
Experience of machine operators: The NC press brake requires experienced operators, while the CNC press brake is easier to operate with its system-controlled operation.
Failure rate: Frequent failures can decrease efficiency and prolong construction time. The failure rate of the CNC press brake is much lower.
Available funds: If the budget allows, the CNC press brake is the better choice. However, if the budget is limited, the NC press brake may be a more feasible option.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever struggled to choose the right press brake controller for your manufacturing needs? In this article, we’ll explore the differences between NC and CNC systems, helping you make…
Imagine the precision required to craft complex metal parts with a press brake. Now, picture the frustration when deflections and inaccuracies creep in. This article delves into hydraulic and mechanical…
How can manufacturers ensure precision and efficiency in sheet metal bending? Choosing between a press brake and a CNC folder is crucial. This article compares their working principles, bending accuracy,…
Have you ever wondered how sheet metal parts are designed and manufactured with precision? In this blog post, we'll dive into the fascinating world of bend allowance - a crucial…
Choosing between an electric and hydraulic press brake can significantly impact your business efficiency and costs. Electric press brakes offer superior energy savings, environmental benefits, and faster operation speeds, while…
Ever wondered why your sheet metal projects don’t always fit together perfectly? The key lies in understanding bend allowance. This concept ensures precise bending and reduces material waste. In this…
What makes the E21 and E200P press brake controllers distinct, and which one suits your needs? In this article, we compare these two controllers, both from Estun, by analyzing their…
Have you ever wondered how a press brake shapes metal with such precision? This article unveils the fascinating parts and functions of a press brake, showing you its essential role…
Imagine buying a press brake and realizing it doesn't meet your needs—an expensive mistake! This guide explains the critical principles and factors to consider when purchasing a press brake. From…