1. Preamble
5CrNiMo steel hot forging die has high cost and large consumption, so it has important economic value to improve its service life.
There are many factors affecting the service life of the mold, the most important of which is the heat treatment quality of the mold and the selection of the mold material.
This article analyzes and summarizes the relevant factors affecting the heat treatment quality of molds, designs and formulates the production organization scheme of molds to meet the production organization needs of a company, scientifically and reasonably determines the material selection of molds and the heat treatment process parameters of molds, so as to meet the requirements of comprehensive mechanical properties.
Related reading: Effects of Heat Treatment
2. Die material selection and failure cause analysis
2.1 Workpiece material and performance requirements
A company plans to produce a small batch of intermediate constant mesh gears.
In order to improve production efficiency and ensure product quality, it has formulated a production plan of using hot die forging press equipment and 5CrNiMo steel to make molds (see Fig. 1).
The design forging die height is 336mm, the die surface hardness is 38HRC, the tail hardness is 32HRC, and the forging die weight is 3t.
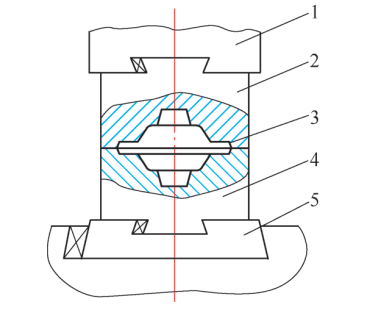
Fig. 1 plan of hot forging die
- 1. Hammer head
- 2. Upper mold
- 3. Flash groove
- 4. Lower mold
- 5. Die pad
5CrNiMo steel is an alloy tool steel with low alloying element content.
The steel has good toughness, strength and wear resistance.
Its mechanical properties at room temperature and 500 ~ 600 ℃ are almost the same.
When heated to 500 ℃, it can still maintain a hardness of more than 300 HBW.
Because the steel contains molybdenum, it is not sensitive to temper brittleness.
After cooling down slowly from 600 ℃, the impact toughness decreases slightly.
5CrNiMo steel has good hardenability.
This steel is widely used to manufacture various types of large and medium-sized forging dies.
And this steel is easy to form white spots, so it is necessary to strictly control the smelting process and the cooling process system after forging and rolling.
The selected heat number is 019-0147, and the chemical composition of 5CrNiMo hot forging die steel is shown in Table 1.
Table 1 chemical composition of 5CrNiMo steel (mass fraction) (%)
| C | Ni | Mn | Mo | Cr | S | P |
| 0.55 | 1.68 | 0.72 | 0.25 | 0.73 | 0.006 | 0.006 |
2.2 Failure cause analysis of mold
The quality of the mold, especially its service life, is largely determined by the best choice of manufacturing materials and the quality of heat treatment.
See Table 2 for the data obtained by statistics on the causes of mold failure.
It can be seen from table 2 that the failure caused by mold heat treatment accounts for 50% of the total failure causes.
Mold heat treatment is almost the final process in the mold processing process.
If it is scrapped due to poor heat treatment, all previous efforts will be wasted.
Table 2 Statistical percentage of mold failure causes (%)
| Failure Cause | Statistical percentage | Total | |
| Unreasonable structural design | 10 | 10 | |
| Material: | Material problem | 7 | 10 |
| Wrong material selection | 3 | ||
| Cold and hot processing technology | 10 | 10 | |
| Heat treatment problems | Surface oxidation or decarburization | 30 | 50 |
| Too long cooling time or insufficient tempering | 10 | ||
| Quenching temperature is too high or too low | 10 | ||
| Grinding cracks and poor surface treatment | 12 | 12 | |
| Improper adjustment and operation of machine tool | 8 | 8 | |
3. Heat treatment process parameters of the mold
5CrNiMo steel forging die bears complex stress during use, so the forging die with complex shape must have as uniform structure and performance as possible, while the steel supplied by the metallurgical plant has fiber structure, and its various properties are different.
In order to eliminate the directionality of billet fibers, make their properties as consistent as possible, and obtain the required size, forging must be carried out.
After forging, it must be cooled slowly to prevent “white spots”.
The longitudinal tensile strength and elastic limit of the steel with white spots are not much reduced, but the elongation is significantly reduced, especially the section shrinkage and impact toughness are reduced more, sometimes close to zero, and the transverse mechanical properties of this steel are much lower than those of the longitudinal steel.
Therefore, steel with white spots cannot be used in general.
3.1 Annealing of hot forging die steel
After forging the 5CrNiMo steel blank, in order to eliminate the internal stress generated during forging and refine the grain, obtain a uniform structure (ferrite + pearlite), and reduce the hardness to improve the cutting performance, the forging blank must be annealed.
3.2 Quenching and tempering of hot forging die steel
In order to eliminate the machining stress of the forging die during machining and avoid the thermal stress caused by sharp heating, the furnace is usually preheated at 600 ~ 650 ° C after charging.
Minimum holding time from preheating temperature to quenching temperature:
τ= ah
Where,
- a – coefficient (min / mm), when salt bath furnace is used, a = 0.4min/mm;
- h- mold height (mm).
The height of this mold is 365mm, which is calculated by the above formula τ ≈ 2.5h, quenching heating holding time 6h, because the austenite of the forging die steel is relatively stable, in order to reduce the thermal stress generated during the cooling process of the forging die and reduce the deformation and cracking of the die, the forging die discharged from the furnace is precooled in the air to ≤ 780 ℃.
After the mold is quenched into the oil for about 5min, lift the tail out of the oil surface, stay for a few minutes to raise the swallow tail temperature.
After the oil trace is dried, immerse it in the oil for 3-5min, and then lift it out.
Repeat this for 3-5 times.
When the whole mold is cooled to about 150 ℃, lift it out, and then turn to tempering immediately.
In order to eliminate the internal stress caused by quenching, reduce the hardness after quenching, increase the toughness, and obtain a uniform troostite structure, the forging die must be tempered immediately.
Tempering is carried out in a box furnace.
According to the process principle, the large forging die needs to be kept warm for 5 ~ 6h.
The specific heat treatment process (annealing and tempering) curve is shown in Fig. 2.

3.3 Dovetail tempering of mould
In order to increase the service life of the forging die, especially to prevent the hammer head from being worn and the hammer rod from being broken, it is specified that the hardness of the dovetail of the forging die should be lower than the hardness of the working profile, so the die needs to be backfired.
The salt bath furnace is heated for tempering.
After the forging die is quenched and tempered, its swallow tail is tempered in the low-temperature salt bath furnace.
For large and medium-sized molds, the swallow tail needs to be heated to 620 ~ 650 ℃, and the hardness reaches 286 ~ 321HBW (30.5 ~ 35HRC).
As for the heating time, it is generally determined by the tempering color of the working surface of the forging die.
When the color of the working surface is blue gray or even gray (at this time, the working surface has reached about 400 ℃), the heating is stopped.
The swallow tail can be oil cooled after heating. In order to reduce thermal stress, air cooling is proposed after the oil is cooled to about 100 ℃.
After swallowtail is treated, uniform sorbite structure can be obtained.


