The sheet metal technology process may vary, but it typically does not include more than the ten processes listed below.
Design and draw drawings of sheet metal parts
Also known as a three-view drawing, its purpose is to represent the structure of sheet metal parts through a drawing.
Draw the expansion diagram
The process is to take complex structures and flatten them into a two-dimensional surface.
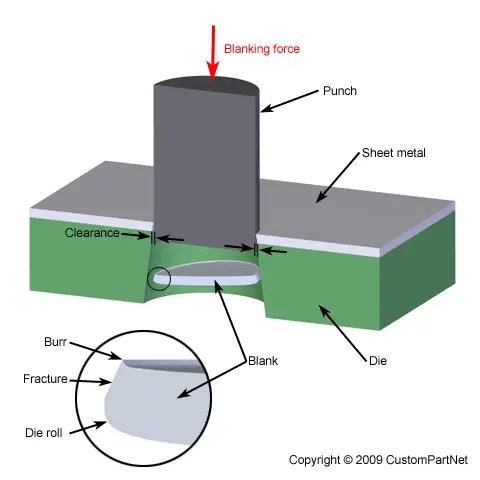
There are several different ways of blanking, mainly as follows:
A. Blanking by shearing machine: It is used to cut out the required width and length of the expanded graph with a cutting machine. If there are any holes that need to be punched or corners that need to be notched, then the punching machine combined with the die can achieve this purpose.
B. Punch blanking: The structure of the plate is formed after the parts are expanded using a press with one or several steps. Its advantages are that it takes a short amount of time, is highly efficient, and can reduce processing costs. It is often used in mass production.
C. NC blanking: In NC blanking, programming must be done first. This involves using programming software to write the expanded graph into programs that can be recognized by the CNC machining machine tool. Then, the structural shape is punched out from the flat pieces according to the program.
D. Laser cutter blanking: This method makes use of a laser cutting machine to cut out the structural shape from the flat pieces.
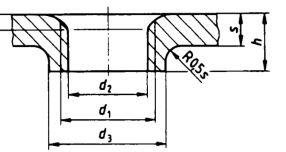
Flanging tapping
Flanging, also known as perforation, involves creating a slightly larger hole on a smaller base hole and then tapping it. This process increases the strength of the material and prevents screws from becoming loose. It is generally used for thin sheet metal processing.
For thicker plates, such as 2.0 or 2.5mm, the wire can be directly tapped without needing to be turned over.
Punching fabrication
The punching process typically involves several operations such as hole punching, corner notching, hole punch blanking, punch convex hull, tearing, and draw hole, among others.
Each operation requires a specific mold to complete the process successfully. For instance, the convex hull punching needs a convex mold, while tearing punching needs a tearing forming die.
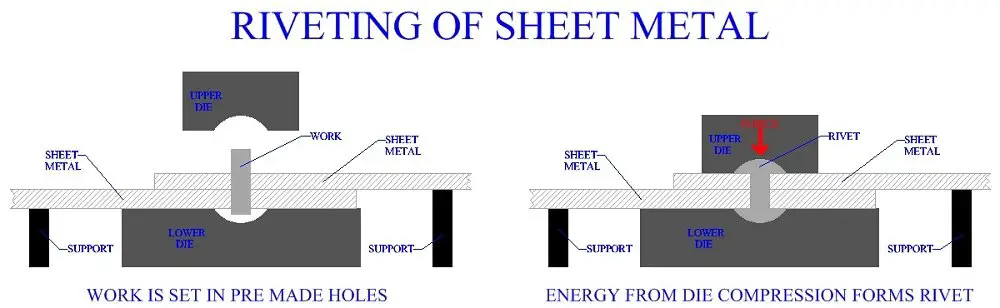
Riveting
The factory frequently employs pressure riveting studs, riveting nuts, and riveting screws to join sheet metal parts.
This riveting process is typically carried out using a punching machine or a hydraulic riveting machine.
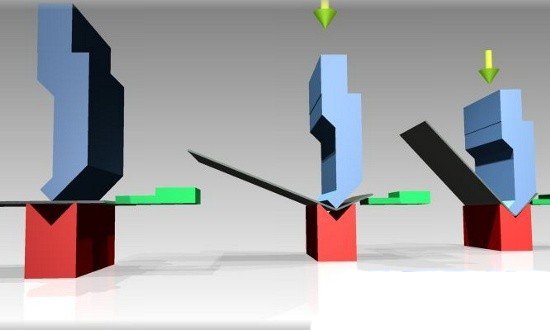
Bending
In general, bending refers to the process of folding 2D parts into 3D parts. This process requires a press brake and a corresponding bending die to complete the operation.
Additionally, there is a specific folding order that should be followed. The principle is to first fold the areas that do not interfere with the punch die, and then fold those areas that produce interference.
You can also check out The Ultimate Guide to Press Brake to fully understand things about the press brake.
Welding
Welding involves joining multiple parts together to achieve the purpose of fabrication, or fusing/seam welding a single part to increase its strength.
The fabrication method including:
There are various welding methods available such as CO2 gas shielded welding, argon arc welding, spot welding, and robot welding. The selection of these methods depends on the actual requirements and material textures.
Typically, CO2 gas shielded welding is used for welding iron plates, whereas argon arc welding is more suitable for welding aluminum plates.
Robot welding is primarily used for large materials and longer weld seams, such as in the welding of cabinets. It can help to reduce workload, improve work efficiency, and ensure welding quality.
Surface treatment
Surface treatment typically involves a variety of techniques, including phosphating film, colorful zinc electroplating, chromate salt, baking paint, oxidation, and more.
Phosphating film is typically applied to cold rolling and electrolytic plates to create a protective coating that prevents oxidation and enhances paint adhesion.
Colorful zinc electroplating is often utilized for surface treatment of cold rolled sheets.
Chromate and oxidation are frequently used for surface treatment of aluminum plates and aluminum profiles.
The selection of a specific surface treatment depends on the customer’s specific requirements.
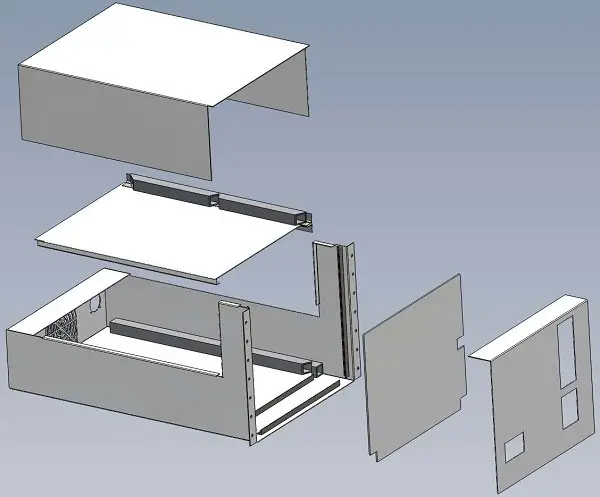
Assembly
Assembly involves combining multiple parts or components in a specific manner to create a finished product.
One crucial factor to consider during assembly is the protection of the components to prevent scratches.
Assembly is the final stage of producing a complete product.
If parts become unusable due to scratches, it requires rework, resulting in wasted fabrication time and increased material costs.
Therefore, it is essential to pay special attention to safeguarding materials during the assembly process.