1. Brief Introduction to the Corrosion Modes of Stainless Steel
In a wide array of industrial applications, stainless steel offers satisfactory corrosion resistance.
Based on experience, stainless steel corrosion, aside from mechanical failures, primarily manifests as localized corrosion, which includes stress corrosion cracking (SCC), pitting, intergranular corrosion, corrosion fatigue, and crevice corrosion.
1.1 Stress Corrosion Cracking (SCC)
Stress corrosion cracking is a type of failure that occurs in alloys under stress in corrosive environments due to crack propagation. SCC exhibits the characteristics of a brittle fracture surface, but it can also occur in materials with high toughness.
The necessary conditions for SCC to occur include tensile stress (whether it’s residual stress, applied stress, or both) and the presence of a specific corrosive medium. The formation and propagation of cracks generally occur perpendicular to the direction of the tensile stress.
The stress level causing SCC is significantly less than the stress level required to fracture the material in the absence of a corrosive medium.
On a microscopic scale, cracks that pass through grains are termed transgranular cracks, while those that propagate along grain boundaries are called intergranular cracks.
When SCC progresses to a certain depth (where the stress on the loaded material’s cross-section reaches its fracture stress in air), the material breaks normally (in tough materials, usually through the aggregation of microscopic defects).
Therefore, the fracture surface of a component that fails due to SCC will contain areas characteristic of SCC as well as “ductile dimple” areas associated with the aggregation of microscopic defects.
The primary conditions for stress corrosion cracking typically involve a weak corrosive medium, a certain tensile stress, and a specific corrosive system composed of certain metal materials. This topic will be discussed in detail below.
a. Stress corrosion cracking can occur only when weak corrosion forms an unstable protective film on the metal surface.
Experimental results indicate that a decrease in pH value reduces the susceptibility of austenitic stainless steel to stress corrosion cracking.
General structural steel, in neutral and high pH media, will experience stress corrosion cracking through different mechanisms.
b. Corrosion tends to occur under certain tensile stress strain conditions.
For Cr-Ni stainless steel stress corrosion cracking, the relationship between stress (σ) and cracking time (ts) is generally considered to follow the equation 1gts=a+bσ, where a and b are constants.
This suggests that the higher the stress, the shorter the time before stainless steel experiences stress corrosion cracking.
Studies on stainless steel stress corrosion cracking show that there is a critical stress value for the occurrence of stress corrosion, commonly represented by σSCC.
If the stress is below this value, stress corrosion cracking will not occur. The σSCC value varies with the type of medium, concentration, temperature, and different material compositions. The environment causing stress corrosion crack failure is quite complex.
The stresses involved are not just operating stresses but a combination of these stresses and the residual stresses generated in the metal due to manufacturing, welding, or heat treatment.
c. Metal-medium systems are prone to stress corrosion destruction.
The mediums most commonly causing stress corrosion are chlorides, alkali solutions, and hydrogen sulfide.
Research results on the effect of metal ions in various chlorides have led to stress corrosion cracking in Cr+Ni stainless steel. The effect of different chlorides decreases in the order of Mg2+, Fe3+, Ca2+, Na+, Li+ ions.
d. The influence of materials, structure, and stress conditions.
Impurity elements greatly affect the sensitivity to stress corrosion cracking. In stainless steel, a nitrogen content greater than 30×10^-6 can significantly increase the sensitivity to chloride brittleness.
The sensitivity of steel to stress corrosion varies with the carbon content.
When the carbon content is low, the sensitivity of steel increases as the carbon content increases. When ω(C) is greater than 0.2%, the resistance to stress corrosion tends to stabilize. When ω(C) is 0.12%, the sensitivity to stress corrosion is the greatest.
The structural state of the material significantly affects the sensitivity to stress corrosion. The greater the heterogeneity of the material, the easier it is to generate active cathodic channels and cause stress corrosion. As the grain size increases, the sensitivity of steel to stress corrosion cracking increases.
The higher the concentration of the medium and the environmental temperature, the easier it is for stress corrosion cracking to occur. Stress corrosion cracking caused by chlorides generally occurs above 60℃, and the sensitivity sharply increases with temperature.
Stress corrosion cracking caused by alkali solutions generally occurs at 130℃ or higher temperatures. Stress corrosion cracking in hydrogen sulfide solution mainly occurs at low temperatures.
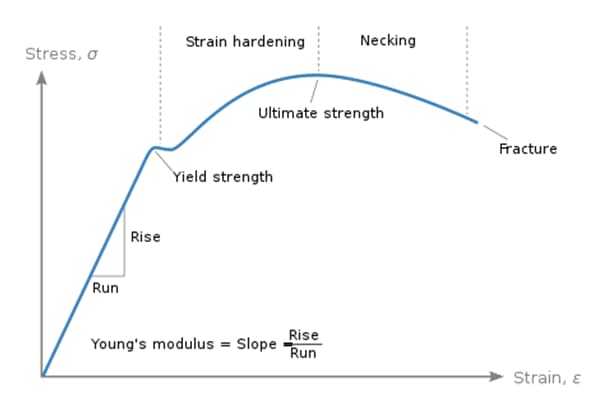
The effect of material strength and hardness on the sensitivity to stress corrosion depends on the actual state of the component. Under the same deformation (strain) control conditions, the higher the strength and hardness of the material, the greater the stress of its component, and the greater the sensitivity to stress corrosion cracking.
Under the same stress control, as the strength and hardness of the material increase, the sensitivity of the component to stress corrosion cracking decreases.
Generally, when the external load (stress caused by strain or external load) reaches more than 85% of the yield strength of the material, the probability of the component undergoing stress corrosion cracking significantly increases.
The most effective method to prevent stress corrosion cracking is to select materials that are resistant to such cracking in the given environment.
1.2 Pitting corrosion
Pitting corrosion, also known as cavity corrosion, is a form of electrochemical corrosion and is a common type of localized corrosion in stainless steel.
As previously mentioned, the excellent corrosion resistance of stainless steel is due to an invisible oxidized film that renders it passive. If this passive film is destroyed, the stainless steel will corrode. The characteristic appearance of pitting corrosion is localized corrosion pits on the surface.
Removal of the pit’s skin reveals severe corrosion craters, sometimes covered by a layer of corrosion products. Once removed, the severe corrosion pits are revealed. Additionally, under specific environmental conditions, corrosion pits may exhibit a pagoda-like special morphology.
Factors that contribute to pitting corrosion include:
a) The environmental medium causing pitting corrosion is the presence of central metal ions such as Fe3+, Cu2+, Hg2+ in Cl-, Br-, I-, and ClO-4 solutions, or the Na+, Ca2+ alkali and alkali metal ions in solutions containing H2O2, O2.
The corrosion rate will increase with rising temperature. The fluid state of the solution also affects the occurrence of pitting corrosion. When the flow rate reaches a certain level, pitting corrosion does not occur.
b) Adding Mo to stainless steel can produce a dense and robust passive film on the surface of the stainless steel, leading to an increase in the pitting corrosion potential and enhancing the ability to resist pitting corrosion. As the content of Cr increases, the pitting corrosion rate of stainless steel decreases.
c) The heat treatment process of stainless steel greatly affects pitting corrosion. Heat treatment at temperatures comparable to carbide precipitation can increase the number of pitting corrosion events.
d) Processing and deformation will also increase the sensitivity to pitting corrosion.
The following measures can prevent pitting corrosion:
- Avoid concentration of halide ions.
- Add an appropriate amount of molybdenum and increase the chromium content in austenitic stainless steel. Adopt a reasonable heat treatment process.
- Ensure the uniformity of the oxidizing solution. Increase the oxygen concentration or remove oxygen.
- Increase the pH value of the solution.
- Operate at the lowest possible temperature.
- Add passivators to the corrosive medium.
- Use cathodic protection to keep the material’s potential below the critical pitting corrosion potential.
1.3 Intergranular Corrosion
Intergranular corrosion of stainless steel is a type of corrosion that occurs along or immediately adjacent to the grain boundaries.
This corrosion is caused by the precipitation of chromium carbides along grain boundaries under certain heat treatment conditions, which forms chromium-depleted zones near the grain boundaries and preferentially dissolves in the corrosive medium.
Corrosion occurring between grains is a severe form of degradation, as it results in the loss of bonding strength between grains, almost completely eliminating the material’s strength.
After the metal has undergone intergranular corrosion, there are virtually no changes in appearance—the geometric dimensions and metallic surface gloss remain unchanged—but the length and elongation significantly decrease.
Upon exposure to cold bending, mechanical impact, or intense fluid shock, cracks appear on the metal surface, which may even become brittle. With a slight amount of force, the grains fall off on their own, losing their metallic sound.
Metallographic examination reveals uniform corrosion along the grain boundaries, and in some cases, grain dislodgement can be observed. When examined with a scanning electron microscope, the fracture surface exhibits a granulated sugar-like morphology.
The generally accepted cause of intergranular corrosion is the existence of inclusions or the precipitation of certain compounds (such as carbides or sigma phase) on the grain boundaries, which lowers the electrode potential of the base metal at the grain boundary.
When an electric dielectric is present on the surface, corrosion originates from the grain boundaries and gradually develops inward. Whether a certain material will undergo intergranular corrosion depends on the characteristics of the material and the medium system.
In such a system, the dissolution rate of the material’s grain boundary region is higher than that of the grain body, leading to intergranular corrosion.
Preventive measures for intergranular corrosion are as follows.
a. Reducing carbon content: By lowering the carbon content in steel to below the solubility threshold, carbide precipitation is prevented. Alternatively, a slight elevation above the solubility limit allows only a trace amount of carbides to precipitate at grain boundaries, insufficient to pose a risk of intergranular corrosion.
b. Adding strong carbide-forming elements: Alloying with stabilizing elements like Titanium (Ti) and Niobium (Nb), or trace amounts of grain boundary adsorbing elements such as Boron (B). These elements exhibit strong affinity with carbon, forming insoluble carbides by combining carbon, nickel, and niobium into TiC and NbC forms. This effectively prevents the chromium depletion caused by the precipitation of Cr23C6 compounds.
c. Employing appropriate heat treatment methods: This is to avoid or alter the type of precipitates formed at the grain boundaries. Solution treatment allows re-dissolution of precipitated carbides, eliminating the tendency for intergranular corrosion after sensitization. Prolonging the sensitization treatment allows chromium ample time to diffuse to the grain boundary regions, mitigating localized chromium depletion.
1.4 Crevice corrosion
a. Causes of crevice corrosion:
In an electrolyte, a concentration cell is formed due to small crevices between stainless steel and another metal or non-metal. This results in localized corrosion within or near the crevice, known as crevice corrosion. Crevice corrosion can occur in various media, but it is most severe in chloride solutions.
In seawater, the mechanism of crevice corrosion differs from pitting corrosion, but their diffusion mechanisms are similar, both involving autocatalytic processes. This lowers the pH value within the crevice and accelerates the migration of chloride ions towards the corrosion area.
b. Preventive measures for crevice corrosion:
In corrosive media, crevices can be formed by deposits on the steel surface, corrosion products, and other fixed substances. Crevices always exist at flange joints and screw connections, so to mitigate the damage from crevices, it is preferable to use welding as a substitute for bolt connections or riveting.
In addition, deposits on the metal surface should be regularly removed. Waterproof sealing areas should be used at flange joints. Enhancing the alloying elements resistant to pitting corrosion generally benefits crevice corrosion resistance. To improve resistance to crevice corrosion, chromium-nickel stainless steel containing molybdenum can be employed.
1.5 Galvanic Corrosion
Galvanic corrosion is the corrosion caused by the connection of two or more different metals, also known as bimetallic corrosion.
a. Causes of galvanic corrosion:
Galvanic corrosion occurs when a metal component immersed in an electrolyte solution contacts other components with different electrode potentials, or when there is a potential difference in different parts of the same metal component.
The metal or parts with lower electrode potential corrodes faster, leading to galvanic corrosion. The degree of galvanic corrosion depends on the corrosion potential difference between the two metals before short-circuiting, which varies with different media.
b. Preventive measures for galvanic corrosion:
To prevent galvanic corrosion, the number of primary cells should be reduced as much as possible, and the electrode potential difference should be lowered. Efforts should be made to form a stable, complete, dense, and firmly combined passivation film on the surface of the steel.
2. Corrosion Resistance of Stainless Steel in Corrosive Environments
2.1 Atmospheric Corrosion
The resistance of stainless steel to atmospheric corrosion basically varies with the chloride content in the atmosphere. In general atmospheric environments, the corrosion resistance of stainless steel is usually ranked as follows: Cr13, Cr17, and 18-8.
In rural atmospheric environments, Cr13 and Cr17 steels can meet the corrosion resistance requirements. In urban or industrial environments, Cr13 or Cr17 steel can be chosen for indoor use; Cr17 steel should be chosen at the very least for outdoor use.
When the atmosphere contains C12, H2S, and CO2, 18-8 steel and 18-14-2 austenitic stainless steel can meet corrosion resistance requirements.
In marine atmospheric environments, chloride ion corrosion is particularly prominent. Cr13 and Cr17 steels cannot meet the corrosion resistance requirements. Rust and pitting corrosion will occur in a very short time.
The corrosion resistance of 18-8 steel in this environment is also not ideal, as evidenced by the appearance of thin, easily removable rust. The corrosion resistance of 18-12-2 steel is comparatively ideal.
This steel generally has a very low corrosion rate (0.0254 μm/a) and shallow pitting corrosion (0.024 cm). Under marine atmospheric conditions, oCr17Ni12Mo2 and 30Cr-2Mo molybdenum-containing stainless steels basically meet the corrosion resistance requirements.
2.2 Water Medium
Based on the salt content, water is classified into high-purity water, fresh water (salt content below 0.05%), seawater (salt content between 3.0% and 3.5%), brackish water (salt content between fresh water and seawater), and acidic water.
The corrosion rate of stainless steel in high-purity water is the lowest (below 0.01mm/a). The environment of high-purity water is often nuclear industry. Generally, 0Cr19Ni9, 00CrNi11, 0Cr17Ni12Mo2, 0Cr17Ni14Mo2 steels meet corrosion resistance requirements.
Under industrial water (freshwater) conditions, Cr13, Cr17, and 18-8 steels generally meet corrosion resistance requirements. Parts working in water media are subject to cavitation. Cr13Ni4, M50NiL, 16CrNi4Mo are high-strength stainless steels resistant to cavitation.
0Cr13, Cr13, Cr17, 0Cr18Ni9, or 0Cr18Ni11Ti stainless steels are commonly used for products that are exposed to the atmosphere and frequently subjected to freshwater corrosion. Medical equipment often uses 3Cr13, 4Cr13, 9Cr18 martensitic stainless steels.
The main forms of damage to stainless steel in seawater are pitting corrosion, crevice corrosion, and stress corrosion. It is also influenced by many factors such as the oxygen content of seawater, chloride ion concentration, temperature, flow rate, and pollution.
Generally, in seawater below 30℃, ω(Mo) 2%-4% stainless steel can meet corrosion resistance requirements.
Acidic water refers to the contaminated natural water that is leached from ores and various substances. Acidic water usually contains a large amount of free sulfuric acid and a large amount of iron sulfate. Under such conditions, austenitic stainless steel has higher corrosion resistance.
2.3 Soil
Metals buried in soil are subject to constant changes due to weather and numerous other factors. Austenitic stainless steels typically exhibit resistance to corrosion from most soils.
Types 1Cr13 and 1Cr17 steel tend to undergo pitting corrosion in many soils. 0Cr17Ni12Mo2 stainless steel demonstrates pitting corrosion resistance in all types of soil.
2.4 Nitric Acid
Nearly all stainless steels readily passivate in dilute nitric acid, showing fairly good corrosion resistance. Ferritic stainless steels and austenitic stainless steels with a chromium content of not less than 14% have excellent nitric acid corrosion resistance.
Under working conditions with less than 65% (by weight) dilute nitric acid, 18-8 type stainless steel is generally used. In conditions with 65% to 85% (by weight) dilute nitric acid, Cr25Ni20 stainless steel can meet corrosion resistance requirements.
When the nitric acid concentration is too high, Si stainless steels (such as 0Cr13Si4NbRE, 1Cr17Ni11Si4, 00Cr17Ni17Si6, etc.) can meet corrosion resistance requirements.
Stainless steels containing Mo are generally not resistant to nitric acid corrosion, but they are sometimes used to prevent pitting corrosion in conditions involving nitric acid with chloride ions.
2.5 Sulphuric Acid
Standard stainless steel grades are rarely used in sulphuric acid solutions. At room temperature, 0Cr17Ni12Mo2 stainless steel is corrosion-resistant when the concentration of sulphuric acid exceeds 85%, or is less than 15%.
Austenitic stainless steels and ferritic-austenitic duplex stainless steels containing Mo, Cu, Si (with a weight percentage of 3% to 4%) exhibit the best corrosion resistance to sulphuric acid.
2.6 Phosphoric Acid Medium
Austenitic stainless steels have good corrosion resistance to phosphoric acid solutions. However, in practical applications, phosphoric acid often contains various impurities, such as fluorine, chloride ions, and metallic ions like aluminum, magnesium, and sulfate ions, all of which tend to accelerate the corrosion of stainless steel.
00Cr27Ni31Mo3Cu and 00CtNi35Mo3Cu austenitic stainless steels are the best stainless steels in terms of comprehensive performance and resistance to corrosion from phosphoric acid impurities such as fluorine and chloride ions.
Under these working conditions, 0Cr17Ni14Mo2, 00Cr19Ni13Mo3, and others with a Mo content of 2% to 4% by weight, high Cr duplex steel 00Cr26Ni6Mo2Cu3 and high Mo stainless steel 00Cr20Ni25Mo4.5Cu, and high Cr super ferritic stainless steels 00Cr26Mo1, 00Cr30Mo2, etc., all exhibit good phosphoric acid corrosion resistance.
Martensitic and ferritic stainless steels notably show poorer phosphoric acid corrosion resistance compared to austenitic stainless steels.
2.7 Hydrochloric Acid
At room temperature, hydrochloric acid of various concentrations can quickly corrode stainless steel, hence stainless steel cannot be used under conditions involving hydrochloric acid.
2.8 Acetic Acid
Austenitic stainless steels generally exhibit excellent resistance to acetic acid corrosion. As the molybdenum (Mo) content in the steel increases, its corrosion resistance improves. However, in acetic acid containing chloride ions, the corrosion rate significantly accelerates.
Stainless steels such as 0Cr17Ni12Mo2 and 00Cr18Ni16Mo5 with 2% to 4% molybdenum content, duplex 00Cr18Ni16Mo3N, and some nickel-based alloys have excellent corrosion resistance.
2.9 Formic Acid
At room temperature, austenitic stainless steels have excellent resistance to formic acid corrosion. But under conditions involving hot formic acid, it can quickly corrode stainless steel without molybdenum.
The 0Cr17Ni12Mo2 and 0Cr19Ni13Mo3 have heat-resistant formic acid corrosion properties. Formic acid is corrosive to martensitic and ferritic stainless steels at all temperatures.
2.10 Oxalic Acid
Stainless steel exhibits excellent corrosion resistance under room temperatures with a concentration of 50%.
At higher temperatures or 100% concentration, all stainless steels have poor resistance to oxalic acid corrosion.
2.11 Lactic Acid
At a maximum temperature of about 38°C, 0Cr18Ni9 stainless steel has excellent corrosion resistance.
Higher temperature resistant types include 0Cr17Ni12Mo2 and 0Cr19Ni13Mo3. Generally, martensitic and ferritic stainless steels have poor lactic acid corrosion resistance.
2.12 Hydrofluoric Acid
Most stainless steels are not resistant to hydrofluoric acid corrosion. When oxygen and oxidants are present in the hydrofluoric acid, the corrosion resistance of austenitic stainless steels with high nickel, molybdenum, and copper contents significantly improves.
2.13 Alkalis
Stainless steels generally have good resistance to weak alkalis. Both chromium and nickel in the steel contribute positively to alkali corrosion resistance. Ferritic stainless steel with 26% to 30% chromium and austenitic stainless steel with over 20% nickel exhibit strong alkali corrosion resistance.
2.14 Urea
Austenitic stainless steels and ferritic stainless steels such as Cr-Ni and Cr-Mn-N with 2% to 4% nickel content (e.g., 0-1Cr18Ni12Mo2Ti, urea grade 001Cr17Ni14Mo2, 00Cr25Ni22Mo2N) are used in urea production. They possess excellent corrosion resistance to urea solutions.