1. Principle of laser heat treatment
Laser heat treatment is a surface heat treatment technology that uses laser to heat metal materials to achieve desired surface properties. The laser is directed towards the metal surface and if the reflection is overcome, most of the laser energy penetrates into the metal surface and is absorbed.
This causes the electrons in the metal to become excited and collide with the lattice or other electrons, rapidly transferring heat from the metal surface to its interior. This results in a high cooling rate, which in turn leads to hardening of the surface.
Laser heating has a high power density, meaning that a large amount of power is concentrated in a small area of the workpiece. This high power density allows the workpiece to rapidly reach the austenitizing temperature in the laser-irradiated area.
However, due to the rapid heating, the heat cannot be transferred from the workpiece by conduction and heat dissipation in time. After the laser heating is complete, the temperature in the majority of the workpiece remains low.
This allows the heated area to be rapidly cooled through heat conduction within the workpiece itself, resulting in desired heat treatment effects such as floating fire.
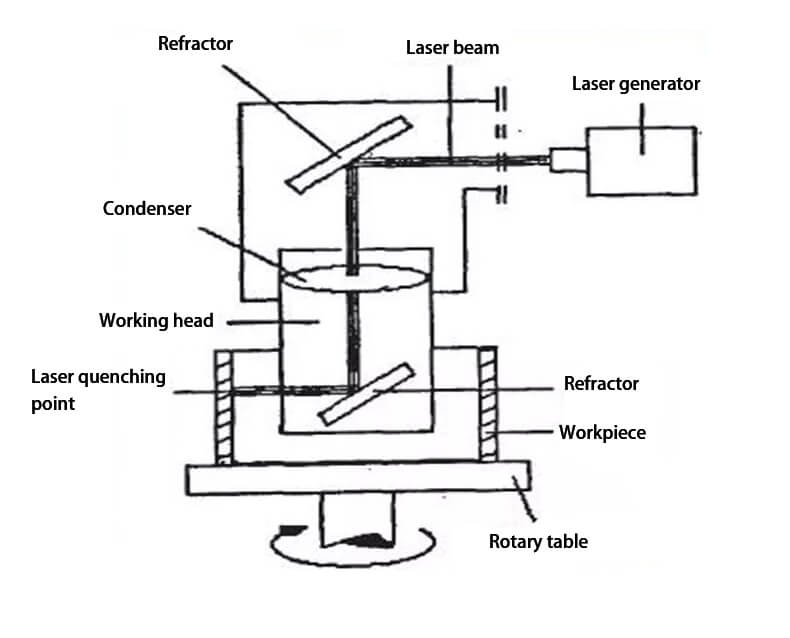
Schematic diagram of laser quenching
Laser cladding technology
2. Advantages and disadvantages of laser heat treatment
Laser heat treatment is a method of modifying the surface properties of metals by using high power density laser beams. It can induce phase transformation hardening (such as surface floating fire), surface alloying, and other surface modifications, resulting in changes in the surface composition, structure, and properties not attainable through other means.
Through laser heat treatment, the surface hardness of cast iron can reach over 60 Rockwell hardness (HRC) degrees, and the surface hardness of medium and high carbon steel can exceed 70 HRC degrees, thereby improving its wear, fatigue, corrosion, oxidation resistance, and other properties, and extending its service life.
Compared to traditional heat treatment processes such as high-frequency quenching, carburizing, and nitriding, laser heat treatment has several advantages:
- No additional materials are required, only the structure of the surface of the treated material is changed.
- The treated modified layer has a sufficient thickness and can be adjusted to a depth of 0.1-0.8mm as required.
- Minimal deformation of the processed part.
The high laser power density and short interaction time with the part (10^-2 to 10 seconds) result in minimal thermal deformation and overall change of the part, making it suitable for processing high-precision parts as the final processing procedure of materials and parts.
- Good processing flexibility and wide application.
The flexible light guide system can direct the laser to the processing part as desired, making it possible to process deep holes, inner holes, blind holes, and grooves. Selective local processing can also be carried out.
For large area scanning, multiple overlapping techniques, large area spot technology, defocusing methods, broadband methods, or rotating mirror methods must be used because the laser spot area is small.
When lapping several times, the microhardness fluctuates in the area between each adjacent scanning band and a macro periodic performance change is observed in the lapped coating from a metallographic viewpoint.
When using large area spot technology, larger spot areas result in lower power densities when the output power is constant. Increasing the beam diameter may weaken the laser’s high energy density and rapid heating advantages.
3. Application of laser heat treatment
Laser heat treatment can be applied to almost all metal surface heat treatments. Currently, it is widely used in industries with high wear and tear, such as automobiles, metallurgy, petroleum, heavy machinery, agricultural machinery, and high-tech products like aerospace and aviation.
1. Automobile industry
Laser heat treatment is widely used in the automobile industry and can be applied to many key parts of a vehicle, such as cylinder blocks, cylinder liners, and crankshafts.
For instance, General Motors in the United States uses over a dozen kilowatt-level lasers for heat treatment in the automotive industry. On key automotive parts, CO2 lasers partially harden the inner wall of the commutator shell, with a daily output of 30,000 sets, resulting in a four-fold improvement in work efficiency.
2. Large locomotive manufacturing
Laser heat treatment has been adopted in the large locomotive manufacturing industry, improving the service life of locomotives. This includes laser heat treatment of large crankshafts and cylinder liners and main springs of locomotive diesel engines.
The mold manufacturing process in this industry is complex and requires high precision, with various shapes and wide applications. However, the short life of the molds often leads to increased costs and difficulty in repair.
To address these issues, laser heat treatment of mold surfaces is gradually gaining recognition and adoption. This method can double the life of the mold without being limited by shape or size.
The laser surface treatment technology encompasses several techniques including: laser phase transformation, laser cladding, laser alloying, and laser surface composite treatment.
1. Laser surface quenching
(1) Principle of Laser Surface Quenching
In laser surface quenching, a laser is used to heat the surface of a metal material to a temperature above its transformation point. As the material cools, it transforms from austenite to martensite, which hardens the surface. This results in a layer of compressive stress, which improves the fatigue strength of the surface. By using this process, the wear and fatigue resistance of materials can be greatly improved.
(2) Characteristics of Laser Surface Quenching
Recent research has shown that applying laser surface quenching while the workpiece is under pressure and removing the external force after quenching can increase the residual compressive stress and improve the compressive and fatigue strength of the workpiece.
Additionally, the fast quenching speed of laser surface quenching results in less heat transfer to the material, which reduces thermal deformation by 1/3 to 1/10 compared to high-frequency quenching. This reduces the workload of subsequent operations and lowers manufacturing costs.
The process is self-cooling, making it a clean and sanitary heat treatment method. It is also convenient to perform compound processing with the same laser processing system. This allows for automatic production by directly integrating the supply and demand of laser quenching into the production line.
The non-contact nature of the process makes it ideal for surface quenching in narrow grooves and bottom surfaces.
(3) Application of Laser Surface Quenching
Laser surface quenching is widely used due to its numerous advantages. It can increase the wear resistance of engine cylinder blocks by more than three times, double the service life of cutting edges on hot rolled steel plate shearing machines, and is used for quenching machine tool guide rails, gear tooth surfaces, engine crankshaft crank necks and cams, and various cutting edges of tools.