
14 Types of Casting: The Ultimate Guide
Have you ever wondered about the fascinating world of casting? This ancient yet ever-evolving manufacturing process shapes our daily lives in countless ways. In this blog post, we'll explore the…
Have you ever wondered how to make gray cast iron more durable and machinable? This article explores the intricate processes of heat treating gray cast iron, including annealing, normalizing, and quenching. You’ll learn about the specific temperatures and techniques that enhance the material’s strength and stability. Whether you’re in manufacturing or just curious, this guide offers valuable insights into optimizing the properties of gray cast iron. Dive in to discover how these methods can improve your projects and products.

To eliminate residual stress in the casting, stabilize its geometric size, and reduce or eliminate distortion after cutting, it is necessary to perform stress relief annealing on the casting.
See also:

The composition of cast iron must be taken into account when determining the stress relief annealing process.
When the temperature of gray cast iron exceeds 550 ℃, graphitization and granulation of some of the cementite may occur, causing a reduction in strength and hardness.
The presence of alloy elements can increase the temperature at which cementite begins to break down to around 650 ℃.
Typically, the stress relief annealing temperature for gray cast iron is 550 ℃, while low alloy gray cast iron is annealed at 600 ℃, and high alloy gray cast iron can be annealed at 650 ℃. The heating rate is usually 60 to 120 ℃ per hour.
The holding time is determined by factors such as the annealing temperature, the size and complexity of the casting, and the stress relief requirements.
The following figure illustrates the relationship between holding time and residual stress at different annealing temperatures.

Fig. 2 Relationship between annealing temperature and time and residual internal stress
a) Composition (mass fraction) (%): C 3.18, Si 2.13, Mn 0.70, S 0.125, P 0.73, Ni 1.03, Cr 2.33, Mo 0.65;
b) Composition (mass fraction) (%): C 3.12, Si 1.76, Mn 0.78, S 0.097, P 0.075, Ni 1.02, Cr 0.41, Mo 0.58;
c) Composition (mass fraction) (%): C 2.78, Si 1.77, Mn 0.55, S 0.135, P 0.069, Ni 0.36, Cr 0.10, Mo 0.33, Cu 0.46, V 0.04.
The cooling speed during stress relief annealing of castings must be slow to prevent the development of secondary stress. The cooling rate is typically controlled at a rate of 20 to 40 ℃ per hour, and the temperature should be cooled to below 150 to 200 ℃ before allowing air cooling.
The following table shows the stress relief annealing specifications for some gray iron castings:
Table 3 stress relief annealing specification for gray cast iron castings
| Casting type | Casting mass / kg | Casting wall thickness / mm | Charging temperature / ° C | Temperature rise rate / (C / h) | Heating temperature / C | Holding time / h/ | Slow cooling speed (C / h) | Discharge temperature / C | |
| Ordinary cast iron | Low alloy cast iron | ||||||||
| General casting | <200 | ≤200 | ≤100 | 500~550 | 550-570 | 4-6 | 30 | ≤200 | |
| 200-2500 | ≤200 | ≤80 | 500~550 | 550~570 | 6-8 | 30 | ≤200 | ||
| >2500 | ≤200 | ≤60 | 500-550 | 550-570 | 8 | 30 | ≤200 | ||
| Precision casting | <200 | ≤200 | ≤100 | 500-550 | 550-570 | 4-6 | 20 | ≤200 | |
| 200~3500 | ≤200 | ≤80 | 500-550 | 550-570 | 6-8 | 20 | ≤200 | ||
| Simple or cylindrical castings, general precision castings | <300 | 10-40 | 100-300 | 100-150 | 500~600 | 2-3 | 40-50 | <200 | |
| 100-1000 | 15-60 | 100-200 | <75 | 500 | 8-10 | 40 | <200 | ||
| Complex structure and high precision casting | 1500 | <40 | <150 | <60 | 420~450 | 5~6 | 30~40 | <200 | |
| 1500 | 40-70 | <200 | <70 | 500-550 | 9-10 | 20-30 | <200 | ||
| 1500 | >70 | <200 | <75 | 500-550 | 1.5 | 30-40 | 150 | ||
| Textile machinery small casting machine tool small casting machine tool large casting | <50 | <15 | <150 | 50-70 | 500-550 | 3~5 | 20~301 | 50-200 | |
| <1000 | <60 | ≤200 | <100 | 500-550 | 3-5 | 20-30 | 150-200 | ||
| >2000 | 20-80 | <150 | 30-60 | 500-550 | 8-10 | 30-40 | 150-200 | ||
The purpose of graphitization annealing for gray iron castings is to lower their hardness, enhance their machinability, and increase their plasticity and toughness. If the casting does not contain eutectic cementite or only has a small amount, low-temperature graphitization annealing can be performed. However, if the amount of eutectic cementite is substantial, high-temperature graphitization annealing is necessary.
(1) Low temperature graphitization annealing.
The process of graphitization and granulation of eutectoid cementite in gray cast iron will occur when the material is annealed at low temperatures. This process will result in a reduction of hardness and an increase in plasticity.
The low-temperature graphitization annealing of gray cast iron involves heating the casting to a temperature slightly below the lower limit of AC1, holding it at this temperature for a specified period of time to break down the eutectoid cementite, and then cooling it in the furnace.
The process curve is as follows:

Fig. 4 low temperature graphitization annealing process curve of gray cast iron
(2) High temperature graphitization annealing.
The high-temperature graphitization annealing process of gray cast iron involves heating the material to a temperature above the upper limit of AC1. This process decomposes the free cementite in the cast iron into austenite and graphite. The material is then held at this temperature for a specified period of time and cooled in a specific way, depending on the desired matrix structure.
If a ferrite matrix with high plasticity and toughness is desired, the process specification and cooling method are as follows:
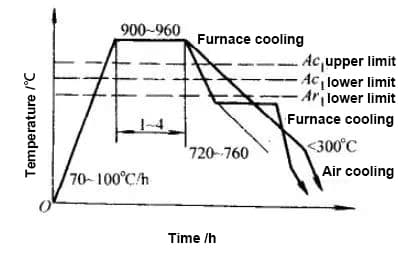
Fig. 5 high temperature graphitization annealing process of ferrite matrix
If a pearlite matrix structure with high strength and good wear resistance is desired, the process specification and cooling method can be performed according to Figure 6 as follows:

Fig. 6 high temperature graphitization annealing process of pearlite matrix
The purpose of normalizing gray cast iron is to improve its strength, hardness, and wear resistance, or to serve as a preliminary heat treatment for surface quenching and to enhance the matrix structure.
The specification for the normalizing process of gray cast iron is shown in the figure below:
Normally, the casting is heated to the upper limit of AC1, which is between 30°C and 50°C. This causes the original structure to transform into austenite.
After holding for a period of time, the casting is cooled down by air (refer to figure a below).
For complex or important shaped castings, annealing is required after normalizing to eliminate any internal stress.
If the original structure of cast iron has excessive free cementite, it must be heated to the upper limit of AC1, which is between 50°C and 100°C, to eliminate the free cementite through high-temperature graphitization (refer to Figure b).


The figure below illustrates the impact of heating temperature on the hardness of cast iron after normalizing.
Within the temperature range of normalizing, the hardness of cast iron increases with an increase in temperature.
As such, to achieve high hardness and wear resistance in normalized cast iron, a higher heating temperature within the normalizing temperature range can be selected.

Fig. 8 Effect of normalizing temperature on hardness of gray cast iron
Note: The content of the elements in the figure is expressed in mass fraction (%).
The cooling rate after normalization affects the amount of precipitated ferrite, and therefore, the hardness.
The higher the cooling rate, the lower the amount of ferrite precipitated, resulting in higher hardness.
Thus, the cooling speed can be controlled (e.g., through air cooling, water cooling, or mist cooling) to achieve the desired adjustment of cast iron hardness.
The quenching process for cast iron involves heating the casting to a temperature of AC1 upper limit plus 30-50℃, typically between 850℃-900℃, to transform its structure into austenite. The casting is then held at this temperature to increase the solubility of carbon in austenite before quenching. Oil quenching is typically used for this process.
See also:
Here’s the revised version:
Castings with complex shapes or large sizes should be heated slowly to prevent cracking due to uneven heating. If necessary, preheating them at 500-650℃ can also help avoid cracking.
Table 8.1 shows the effect of quenching heating temperature on the hardness of cast iron. The chemical composition of cast iron listed in the table above can be found in Table 8.2.
Increasing the austenitizing temperature results in higher hardness after quenching. However, higher austenitizing temperatures also increase the risk of deformation and cracking of cast iron, as well as produce more retained austenite, which reduces hardness.
Figure 9 illustrates the effect of holding time on hardness.
Table 8.1 effect of austenitizing temperature on hardness of gray cast iron after fire (oil itching)
| Gray cast iron | As cast | HBW | |||
| 790°C | 815C | 845°C | 870°C | ||
| A | 217 | 159 | 269 | 450 | 477 |
| B | 255 | 207 | 450 | 514 | 601 529 |
| C | 223 | 311 | 477 | 486 | |
| D | 241 | 355 208 | 469 487 | 486 520 | 460 |
| E | 235 | 512 | |||
| F | 235 | 370 | 477 | 480 | 465 |
Table 8.2 chemical composition (mass fraction) (%) of several cast irons
| Cast iron | TC | CC | Si | P | S | Mn | Cr | Ni | Mo |
| A | 3.19 | 0.69 | 1.70 | 0.216 | 0.097 | 0.76 | 0.03 | – | 0.013 |
| B | 3.10 | 0.70 | 2.05 | – | – | 0.80 | 0.27 | 0.37 | 0.45 |
| C | 3.20 | 0.58 | 1.76 | 0.187 | 0.054 | 0.64 | 0.005 | Trace | 0.48 |
| D | 3.22 | 0.53 | 2.02 | 0.114 | 0.067 | 0.66 | 0.02 | 1.21 | 0.52 |
| E | 3.21 | 0.60 | 2.24 | 0.114 | 0.071 | 0.67 | 0.50 | 0.06 | 0.52 |
| F | 3.36 | 0.61 | 1.96 | 0.158 | 0.070 | 0.74 | 0.35 | 0.52 | 0.47 |

Fig. 9 Effect of original structure of cast iron metal matrix on hardness after quenching at 840 ° C for different holding time
The chemical composition (mass fraction) of this gray cast iron is as follows: 3.34% C, 2.22% Si, 0.7% Mn, 0.11% P, and 0.1% S.
The hardenability of gray cast iron is influenced by factors such as graphite size, shape, distribution, chemical composition, and austenite grain size.
Graphite in cast iron decreases its thermal conductivity, thereby reducing its hardenability. The greater the amount of coarse graphite present, the more pronounced this effect becomes.
The impact of tempering temperature on the mechanical properties of cast iron can be observed in Figure 10 below.
To prevent graphitization, the tempering temperature should generally be maintained below 550℃, and the holding time for tempering should be calculated as t = [casting thickness (mm) / 25] + 1 (h).

Fig. 10 effect of tempering temperature on hardness and strength of quenched cast iron

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.








