Welding cast iron, a common material in machinery and construction, presents unique challenges due to its high carbon content and brittleness. This article dives into various methods like shielded metal arc welding, gas welding, and brazing, providing techniques to overcome issues such as cracking and white iron formation. You’ll learn practical tips for preheating, selecting appropriate filler materials, and adjusting welding processes to ensure strong, durable repairs and fabrications. Read on to master the art of welding this versatile yet tricky material.
Cast iron is an iron-carbon alloy with a carbon content (C) greater than 2.14%. Cast iron is actually a multi-element iron alloy mainly composed of Fe, C, and Si. Cast iron can be divided into gray cast iron (HT), malleable cast iron (KT), ductile cast iron (QT), compacted graphite cast iron (RT), and white cast iron (BT).
Common types of gray cast iron include HT100, HT200, HT250, HT300, and HT350. Common types of ductile cast iron include QT400-18, QT400-15, QT450-10, and QT500-7.
The application of cast iron welding is mainly in the following three situations:
2) Welding repair of damaged cast iron finished parts.
3) Production of components, which refers to the production of components by welding cast iron (mainly ductile cast iron) parts together with cast iron parts, various types of steel, or non-ferrous metal parts.
The methods commonly used for welding cast iron include shielded metal arc welding (SMAW), CO2 gas shielded welding, gas welding, gas flame brazing, manual metal arc welding (MMAW), and gas flame powder spraying.
Among these methods, SMAW is the most commonly used. To meet different requirements, the cast iron welding materials used in SMAW are classified into three main types based on the type of weld metal: iron-based, nickel-based, and copper-based.
1. Welding of Gray Cast Iron
1. Welding characteristics of gray cast iron
Gray cast iron has certain characteristics in terms of chemical composition, including a high carbon content and high levels of sulfur and phosphorus impurities. This increases the sensitivity of the welded joint to changes in cooling rate and its susceptibility to cold and hot cracking.
In terms of mechanical properties, gray cast iron is characterized by low strength and virtually no ductility. These two aspects, combined with the fast cooling rate during the welding process and the significant welding stress caused by uneven heating of the weldment, result in poor weldability of cast iron.
The main issues are twofold: the welded joint is prone to the formation of white iron and hardened structures, and it is also susceptible to cracking.
(1) Formation of white iron and hardened structures in welded joints
When welding gray cast iron, the small size of the weld pool and its short existence time, combined with the internal heat conduction of cast iron, result in a much faster cooling rate in the weld and the adjacent heat-affected zone compared to the cooling rate of the castings in the sand mold.
As a result, a large amount of cementite will be formed in the weld and the partially melted zone, leading to the formation of white cast iron structure. The areas where white iron structure is formed in the welded joint are primarily the weld zone, partially melted zone, and austenite zone.
The problem of white iron formation in gray cast iron joints mainly refers to the tendency of the weld and the partially melted zone to form white iron structure. This is mainly due to the high tendency of the joint to be excessively cooled during the welding process, which affects the graphitization process of cast iron.
The presence of white iron structure in cast iron joints not only causes processing difficulties but also leads to the formation of defects such as cracks. Therefore, certain measures should be taken to minimize the conditions for its formation and create favorable conditions for graphitization of the joint.
The main approach is to change the chemical composition of the weld or to slow down the welding cooling rate to prevent the formation of white iron structure.
Additionally, the use of brazing methods, where the base material is not melted, can fundamentally avoid the formation of white iron structure in the partially melted zone. This is another approach to prevent the problem of white iron formation in joints.
(2) Welding cracks
Cracking is a common defect in the welding of gray cast iron. Welding cracks in cast iron can be classified into two categories: cold cracks and hot cracks.
1) Cold cracks: Cold cracks in gray cast iron welding typically occur in the weld zone and the heat-affected zone. Cold cracks are more likely to occur in welds where the filler metal is cast iron itself.
When using dissimilar welding materials to create welds of austenite, ferrite, or copper-based filler metals, cold cracks are less likely to occur due to the better ductility of the weld metal and the use of appropriate cold welding processes.
The temperature at which cracks occur in cast iron welds is generally below 400℃. Cracks are often accompanied by an audible sound of brittle fracture. These types of cracks often occur in longer welds or when repairing large cast iron defects with high rigidity.
The most effective way to prevent the formation of cracks is to preheat the entire weldment (550-700℃) to reduce temperature differentials and lower welding stress. In some cases, the use of the heat sink method to reduce stress in the repair area can also effectively prevent crack formation.
Cold cracks in the heat-affected zone typically occur in areas with a high content of cementite and martensite. In some cases, they can also occur in the heat-affected zone slightly away from the fusion line. When welding thin-walled (5-10mm) cast iron components, cold cracks may also occur in the heat-affected zone slightly away from the fusion line.
It is important to note that the specific preheating temperature and other measures to prevent cracking may vary depending on the specific cast iron material, thickness, and welding conditions. Therefore, it is recommended to consult with welding experts and refer to relevant welding standards and guidelines for the proper procedures.
Process measures can be taken to reduce stress in the welded joint and prevent the formation of cementite and martensite. Preheating welding can be used to prevent the occurrence of cold cracks mentioned above. When using arc cold welding, adopting the correct cold welding process to weaken the stress state of the welded joint is beneficial in preventing cold cracks.
The use of welding materials with lower yield points and good plasticity is also beneficial in preventing cold cracks. When repairing thick and large components with crack defects, where the groove is large and multiple welding layers are required, accumulated welding stress is high.
To prevent cold cracks in the heat-affected zone from developing into delamination cracks, wire feeding method can be used on both sides of the groove for welding.
2) Hot cracks: When the weld is of cast iron type, it is not sensitive to hot cracks. However, when using low carbon steel electrodes and nickel-based cast iron electrodes for cold welding, the weld is more prone to crystalline cracks, which belong to hot cracks.
When welding gray cast iron, there is a significant tendency for cracks in the welded joint. This is mainly related to the properties of cast iron itself, welding stress, joint structure, and chemical composition.
To prevent crack formation during cast iron welding, measures such as reducing welding stress, altering the weld alloy system, and limiting the inclusion of impurities from the base material into the weld are mainly adopted in production.
2. Welding process for gray cast iron
Based on the welding characteristics of gray cast iron, which are the tendency to form white iron and the occurrence of cracks, it is necessary to start from preventing these defects and consider multiple factors when selecting welding methods and developing a reasonable welding process.
(1) Fusion welding of homogeneous (cast iron type) welds:
Fusion welding of homogeneous welds can be done using arc welding, semi-hot welding, gas welding, and arc cold welding.
1) Arc welding and semi-hot welding:
Preheat the entire weldment or the defective area to 600-700℃ and then perform the repair welding. After welding, adopt a cast iron repair process with gradual cooling, which is known as hot welding. When the preheating temperature range is 300-400℃, it is referred to as semi-hot welding.
Both arc hot welding and semi-hot welding have two types of electrodes. One type is the cast iron core graphite cast iron electrode (Z248), and the other type is the steel core graphite cast iron electrode (Z208).
Z248 electrode is mainly used for repairing defects in thick and large castings. The welding core of this type of electrode is a φ6-φ12mm cast iron rod, coated with a graphite-forming flux. The large diameter of the cast iron core electrode allows for the use of high welding currents, which speeds up the welding process and reduces the labor intensity of the welder.
Z208 electrode uses a low carbon steel core (H08) and is coated with a strong graphite-forming flux. The resulting weld is of the cast iron type. Although the welding core is made of low carbon steel, the addition of graphite-forming substances in the flux ensures that the weld obtains a composition and structure similar to gray cast iron under hot welding and semi-hot welding conditions.
During arc hot welding, the casting or the local repair area is generally preheated to 600-700℃ before welding. After welding, the joint is insulated and slowly cooled, significantly improving the stress state of the joint and effectively preventing the formation of cold cracks.
Due to the high preheating temperature and slow cooling in hot welding, the joint is fully graphitized, which completely prevents the formation of white iron and hardened structures. The specific process of hot welding is as follows:
a) Preheating: For castings with complex structures, where the repair area has high rigidity and the weld has limited freedom for expansion and contraction, it is recommended to perform overall preheating.
For castings with simple structures, where the repair area has low rigidity and the weld has some room for expansion and contraction, such as defects at the edge of the casting or small fracture areas, local preheating can be used.
b) Pre-weld cleaning: Before arc hot welding, the welding area of the casting should be cleaned and prepared by removing any dirt or contaminants. If there is oil contamination at the defect area of the casting, it can generally be removed by heating with an oxy-acetylene flame.
Then, depending on the nature of the defect, tools such as hand grinders, chisels, or air chisels can be used for further processing. When creating the groove, it should be ground or chamfered until there are no defects, and the groove should have a smooth bottom and a slightly wider opening to facilitate operation and ensure welding quality.
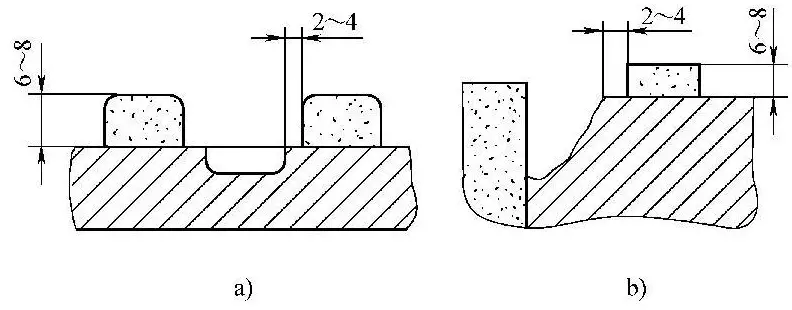
c) Molding: For corner areas and penetrating defects, in order to prevent the loss of molten metal and ensure the desired shape of the weld, molding should be done on the welding area before welding. The shape and dimensions of the mold are shown in Figure 5-1.
Molding materials such as molding sand mixed with water glass or yellow clay can be used. It is preferable to place heat-resistant graphite pieces on the inner wall of the mold to prevent the molding material from melting or collapsing due to heat. The mold should be dried before welding.
During welding, in order to maintain the preheating temperature and shorten the high-temperature working time, it is required to complete the welding in the shortest possible time. Therefore, it is recommended to use high current, long arc welding, and continuous welding.
Figure 5-1 Schematic diagram of the shape of the thermal welding repair zone
a) Repair of middle defects
b) Repair of edge defects
In order to reduce the preheating temperature and improve working conditions, it has been found in practice that appropriately increasing the graphitization ability of the weld seam and using a preheating temperature of 300-400°C, either overall or locally, can achieve good results in the welding of castings with low rigidity.
In general, Z208 or Z248 cast iron welding rods can be used. The semi-hot welding process is basically the same as the hot welding process, which involves high current, long arc, continuous welding, and post-welding insulation and slow cooling.
Due to the lower preheating temperature in semi-hot welding compared to hot welding, the plastic deformation of the casting during heating is less pronounced.
Therefore, when the repair area has higher rigidity, it is less prone to deformation and increased internal stress, which can lead to defects such as cracks in the joints. Therefore, arc semi-hot welding can only be used for repair areas with lower rigidity or simpler casting shapes.
2) Gas welding:
The temperature of the oxyacetylene flame is much lower than that of the arc, and the heat is not concentrated, making it suitable for repairing thin-walled castings. For the repair of defects in thin-walled parts with high rigidity, in order to reduce welding stress and prevent cracks, it is advisable to use the gas welding heat welding method with overall preheating of the workpiece.
The preheating temperature should be around 600-700°C, and post-welding slow cooling measures should be taken.
For gas welding of cast iron, the welding materials mainly consist of welding wire and gas welding flux. The models of the welding wire are RZC-1 and RZC-2, with slightly higher contents of carbon (C) and silicon (Si) compared to hot welding. The unified brand for gas welding flux used in welding cast iron is CJ201.
Prior to gas welding, the casting must be cleaned, and the pre-weld cleaning and preparation work is essentially the same as for electrode arc welding. Mechanical methods can generally be used to prepare the bevel. When the cross-section of the casting is very small or when it is not possible to create a bevel using mechanical methods, oxygen cutting can also be used to directly create the bevel.
During gas welding, larger-sized welding torches and nozzles should be selected according to the thickness of the casting, in order to increase the flame energy and heating speed. Generally, a neutral flame or a weak carburizing flame should be used for gas welding, and an oxidizing flame should not be used.
This is because an oxidizing atmosphere can increase the burning loss of carbon, silicon, and other elements in the weld pool, affecting the graphitization process of the weld. To prevent loss of molten metal from the weld pool, the welding should be carried out in a horizontal position as much as possible.
After welding, the casting can be allowed to cool naturally, but it should not be placed in a location with air circulation to accelerate cooling, as this can lead to the formation of white spots and cracks.
For smaller castings, the cold welding method can be used if the defects are located at the corners or in areas with lower rigidity. The characteristic of this method is that separate preheating is not required.
The welding can be carried out by melting the surrounding area of the bevel using the flame of the welding torch. After welding, the joint can be naturally cooled to obtain a defect-free weld without cracks.
However, when the defects are located in the center of the casting, or if the joint has higher rigidity or a more complex shape, the cold welding method may not be effective. In such cases, the hot welding method with a preheating temperature of 600-700°C or the “heat and reduce stress zone” method should be used. The schematic diagram of the heat and reduce stress zone is shown in Figure 5-2.
3) Arc cold welding:
The characteristic of arc cold welding is that the welded workpiece does not require preheating before welding. Therefore, arc cold welding has many advantages, such as good working conditions for the welder, low cost of welding repair, short repair process, and high efficiency.
It is more suitable to use cold welding for large castings that are difficult to preheat or for processed surfaces that cannot be preheated. Therefore, cold welding is a direction of development in the welding of gray cast iron.
Under cold welding conditions, there are two approaches to address the issue of white spots: first, to further improve the graphitization ability of the weld seam; second, to increase the heat input during welding.
For example, using large diameter welding rods, high current continuous welding processes can be employed to slow down the cooling speed of the welded joint. This process also helps to eliminate or reduce the occurrence of martensitic structure in the heat-affected zone.
Figure 5-2 Schematic diagram of the heat and reduce stress zone
Currently, the grade of the cold welding rod for homogeneous welds is also Z208 and Z248, but the specific formulation differs from that of the hot welding rod. Due to the faster cooling rate during cold welding, the carbon and silicon content of the cold welding rod for homogeneous welds should be higher than that of the hot welding rod.
Under cold welding conditions, in order to prevent the occurrence of white spots and hardened structures on the welded joint, it is necessary to slow down the cooling rate of the welded joint. To achieve this, large diameter welding rods and high current continuous welding processes should be used.
However, when the area of the repaired defect is less than 8cm2 and the depth is less than 7mm, the small volume of the weld pool and fast cooling can still result in white spots on the welded joint. If possible, enlarging the area of the defect can eliminate white spots.
During welding, a DC reverse polarity power source can be used, or an AC power source, with high current and a long arc, welding continuously from the center to the edge. After filling the bevel with the weld, the arc should not be stopped. Instead, the arc should be moved along the edge of the molten pool, close to the sand mold, to build up the weld bead.
Generally, the height of the weld bead should exceed the surface of the workpiece by 5-8mm. By allowing the arc heat to transfer into the semi-melted zone through the upper layer of the weld, it can remain in a red-hot state for a certain period of time, slowing down the cooling rate and allowing for sufficient graphitization of the weld. It also prolongs the presence of the semi-melted zone in the upper part of the weld, which facilitates the diffusion of carbon in the weld, reducing or eliminating white spot structures.
Additionally, during cold welding of homogeneous welds, the arc should immediately cover the molten pool after welding to provide insulation and slow cooling.
Arc cold welding with cast iron electrodes is simpler than the arc hot welding process and has lower welding costs. When repairing larger defects (with an area larger than 8cm2 and a depth greater than 7mm), as long as the appropriate process is used, the maximum hardness of the weld after welding does not exceed 250HBW, and it exhibits good machinability.
(2) Arc cold welding of heterogeneous (non-cast iron) weld seams
Heterogeneous weld seams, also known as non-cast iron weld seams, are commonly used in cast iron welding. Arc cold welding is the most commonly used method in cast iron welding. The welding process is greatly simplified as preheating is not required for the castings, which not only reduces welding costs but also improves working conditions for the welders.
In addition, it has a wide range of applications, allowing for all-position welding and high welding efficiency. Therefore, arc cold welding of heterogeneous weld seams is a highly promising welding process.
1) Materials for arc cold welding of heterogeneous weld seams
Currently, China has developed a variety of series of non-cast iron weld seam cast iron electrodes. In terms of welding methods, there are wire planting method and pad welding method.
Wire planting method: This method involves using carbon steel screws to fix the weld seam and the un-welded heat-affected zone of the casting together, preventing crack occurrence and improving the ability of this area to withstand impact loads.
Pad welding method: When repairing thick-walled components with cracks, a low carbon steel pad is placed inside the groove, and on both sides of the pad, a cast iron electrode with high crack resistance and good strength performance (such as Z438, Z117 electrodes, etc.) is used to weld the base metal to the low carbon steel pad.
Under the conditions of arc cold welding, the cooling rate of the joint is relatively high, which makes the issue of porosity and cracks more prominent. The cold welding of heterogeneous weld seams is mainly achieved by adjusting the chemical composition of the weld seam to improve the joint’s structure and properties. Non-cast iron weld seams can be classified into steel-based, copper-based, and nickel-based types based on the properties of the weld metal.
The classification of steel-based weld seam arc cold welding electrodes is as follows:
a) Strong oxidizing cast iron electrode EZFe-1 (Z100): This electrode uses a low carbon steel core (H08) and adds a suitable amount of strong oxidizing substances in the flux coating. The purpose is to enhance the oxidizing property of the slag, allowing it to react with the molten pool and oxidize and burn off carbon, silicon, and other elements from the base metal, in order to obtain a carbon steel weld seam with good plasticity.
b) Carbon steel electrode EZFe-2 (Z122Fe): This electrode is a low carbon steel core iron powder type electrode, with a flux coating of titanium-calcium type. A certain amount of low carbon iron powder is added to the flux coating. The addition of low carbon iron powder is still aimed at reducing the carbon content.
c) High vanadium cast iron electrode EZV (Z116, Z117) for weld seams of high vanadium steel: The high vanadium cast iron electrode uses a low carbon steel core (H08) and adds a large amount of vanadium iron in the flux coating, resulting in a high vanadium steel structure in the weld seam.
The purpose of adding vanadium iron to the weld seam is to take advantage of vanadium’s strong ability to form carbides. By altering the form of carbon in the weld seam, the plasticity of the weld seam is increased, thus avoiding the formation of white mouth and hardened structures in the weld seam and improving its crack resistance.
Currently, there are three types of nickel-based weld seam arc cold welding electrodes, which have certain differences in performance due to variations in alloy content. Under certain welding current conditions, the higher the nickel content in the weld seam, the narrower the width of the semi-melted zone’s white mouth layer, and the better the mechanical machinability of the joint. Therefore, pure nickel weld seams have the best machinability.
a) Pure nickel electrode EZNi (Z308): The core of the pure nickel electrode is made of pure nickel. Due to its high nickel content, when using low current to repair cast iron, the white mouth layer in the semi-melted zone of the joint is minimized, with a width of approximately 0.05-0.08mm, and it is discontinuously distributed, which is beneficial for mechanical machining.
The strength of pure nickel weld seams is close to that of gray cast iron, and they have good ductility, making them resistant to cold cracking.
However, nickel is a precious metal, and the pure nickel electrode has the highest nickel content and is the most expensive (around 30 times the price of low carbon steel electrodes), so it should not be used in large quantities in welding.
b) Nickel-iron electrode EZNiFe (Z408): The core of the nickel-iron electrode is made of a nickel-iron alloy. Nickel-iron weld seams have higher strength, reaching over 400MPa, and good ductility, making them suitable for welding high-strength cast iron.
Because the performance of the nickel-iron electrode is superior to that of the pure nickel electrode and its price is the cheapest among nickel-based electrodes, it is widely used in production.
c) Nickel-copper electrode EZNiCu (Z508): The core of the nickel-copper electrode is made of a nickel-copper alloy, also known as Monel electrode, which is one of the earliest used cast iron electrodes. However, this type of electrode has gradually been replaced by nickel-iron electrodes.
There are several forms of copper-based electrodes:
a) Copper core iron powder electrode (Z607): The flux coating is of low hydrogen type and is mainly used for welding repairs on non-machined surfaces.
b) Copper core iron sheath electrode (Z616): A steel strip tightly wraps around a pure copper core using a wire drawing device. It is coated with a low hydrogen alkaline flux coating, and there are also titanium-calcium type flux coatings, such as Z612. It is also mainly used for welding repairs on non-machined surfaces.
c) Austenitic steel-copper electrode: Copper-steel electrodes have good crack resistance and the material is easy to handle. Therefore, they still have certain applications in cast iron welding.
2) Arc cold welding process for heterogeneous (non-cast iron) weld seams. The key points of the arc cold welding process for heterogeneous weld seams can be summarized in four sentences:
Proper preparation work is essential.
Welding current should be appropriately low.
Welding should be done in short intermittent segments.
Immediately after welding, lightly hammer the welded area.
There are two commonly used methods for cleaning castings. One method is mechanical cleaning, which involves using tools such as grinding wheels, wire brushes, or flat shovels. The other method is chemical cleaning, which involves washing the casting with chemical solvents such as trichloroethylene, gasoline, or acetone.
When the thickness of the casting or the depth of the defect is greater than 5mm, a groove should be prepared, and the surface of the groove should be as flat as possible.
When using welding materials that are heterogeneous to cast iron for arc cold welding, it is important to use an appropriate minimum current to ensure arc stability and full penetration. Small diameter electrodes should be used for welding.
In order to reduce welding heat input, minimize stress, and decrease the width of the semi-melted zone, the welding speed should be appropriately increased without making any lateral oscillations. The welding process should involve short segment welding, intermittent and dispersed welding, and post-weld hammering.
(3) Brazing of gray cast iron
Brazing is advantageous for avoiding the occurrence of white mouth in cast iron joints, as it does not melt the base material, providing excellent machinability for the joints.
Both domestically and internationally, oxyacetylene flame brazing is commonly used for cast iron. In the past, brass brazing filler metal HL103 was commonly used, and borax can be used as a brazing flux.
2. Typical examples of cast iron repair welding
1. In a steam distribution chamber of a gas turbine in a certain factory, cracks appeared due to long-term exposure to high-temperature steam.
The material of the component is gray cast iron. To repair the part, arc cold welding was adopted, using J506 and Z308 welding rods for joint repair, with excellent results. The specific welding process is as follows:
(1) Pre-weld preparation: Fix the workpiece, use a grinding wheel to create a V-shaped groove at the crack location, and heat the groove and its surroundings with a gas welding torch. After it cools down, clean the surface of the groove and its surroundings.
(2) Welding: Use J506 welding rod to deposit a transition layer along the groove surface and 20mm on each side, as shown in Figure 5-3. Then, use a φ3.3 Z308 welding rod for back welding of the bottom layer. Finally, use a φ4.0 Z308 welding rod for staggered skip welding, as shown in Figure 5-4. The length of each weld bead should be controlled within 25mm. Immediately after completing each section, perform hammering to release welding stress.
2. In a certain factory, cracks appeared on the bed of a lathe, which is made of gray cast iron.
Arc heat welding was used for repair, with Z248 welding rod for homogeneous weld seam. The welding process is as follows:
(1) Pre-weld preparation:
1) Bevel preparation: The bevel angle should be 70° to 80°, with a V-shaped groove. If the defects are not large enough, they can be artificially enlarged to an area of no less than 3 to 4 cm2 and a depth of no less than 10 cm to facilitate the increase of temperature in the repair area and reduce the hardness of the weld. The groove should be cleaned thoroughly.
2) The welding rod should be dried at a temperature of 200 to 300℃ before use and kept warm for 1 to 2 hours.
3) Preheating should be carried out on the welding area, with a preheating temperature of 600 to 700℃.
(2) Key points of welding operation:
1) Strike the arc at the center of the defect and use short arc welding. Continue welding until it extends 4 to 6mm beyond the surface of the workpiece.
2) Utilize the hot peening method (weldment in a red-hot state) to reduce weld shrinkage stress.
3) During the welding process, if any defects such as gas holes or slag inclusions are found, they should be dealt with promptly. If cracks are discovered, they should also be addressed immediately after welding and should not be repaired after the weld has cooled.
4) After welding, immediate insulation or local heating with a flame should be applied to achieve gradual cooling and eliminate stress.
3. Welding of ductile cast iron.
1. Welding characteristics of ductile cast iron:
The difference between ductile cast iron and gray cast iron lies in the addition of a certain amount of nodulizing agent during the melting process. Common nodulizing agents include magnesium, cerium, yttrium, etc. The graphite in ductile cast iron exists in a spherical shape, which significantly improves its mechanical properties.
The welding characteristics of ductile cast iron are similar to those of gray cast iron, but it also has some unique features, which are mainly manifested in two aspects:
1) Ductile cast iron has a higher tendency for white mouth formation and quench hardening compared to gray cast iron. When welding ductile cast iron, homogeneous weld seams and partially melted zones are more prone to white mouth formation, while the austenite region is more likely to exhibit martensitic structure.
2) Due to the higher strength, plasticity, and toughness of ductile cast iron compared to gray cast iron, the mechanical performance requirements for welded joints are also increased. It is often required to match the strength level of the ductile cast iron base material.
2. Welding process of ductile cast iron:
(1) Fusion welding process for homogeneous weld seams:
1) Gas welding:
When gas welding ductile cast iron, the continuous welding time should not exceed 15 to 50 minutes, as it may lead to flake graphite formation in the weld seam, resulting in a reduction in mechanical properties. Gas welding is mainly used for weld repairs on thin-walled ductile cast iron components.
For gas welding of ductile cast iron, there are two types of welding wires: light rare earth-magnesium alloy and yttrium-based heavy rare earth. The flux used for gas welding of ductile cast iron has the same composition as the flux used for gas welding of gray cast iron, and the unified designation for the flux used in welding cast iron is CJ201.
Cold welding or hot welding can be used, with a preheating temperature range of 500 to 700℃ for hot welding. After welding, it should be insulated and slowly cooled. The gas welding process for ductile cast iron is essentially the same as that for gray cast iron.
2) Electrode arc welding:
Electrode arc welding of ductile cast iron can also be categorized into cold welding and hot welding. For cold welding, nickel-iron electrodes and high vanadium electrodes are used. When the composition of the weld seam is ductile cast iron, hot welding is commonly employed. The commonly used ductile cast iron welding electrodes are shown in Table 5-31, including Z258, Z238, Z238F, and Z238SnCu.
Use high current and continuous welding process. For moderate defects, the weld should be continuously filled. For larger defects, the welding should be done in sections, gradually moving forward to ensure a higher heat input in the repair area.
For repairing larger defects in rigid sections, a preheating and stress reduction process should be employed. Preheating at 200 to 400℃ before welding, followed by slow cooling after welding, to prevent the occurrence of cracks.
(2) Arc welding of heterogeneous weld seams – Cold welding:
For arc welding of heterogeneous weld seams on ductile cast iron, the main types of electrodes used are nickel-iron electrodes such as Z408, Z438, and high vanadium electrodes like Z116, Z117.
Table 5-31: Types and applications of commonly used cast iron welding electrodes
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Welding cast iron presents unique challenges due to its brittle nature and susceptibility to defects. This article provides essential tips and techniques for successfully welding cast iron, covering both hot…
Have you ever wondered why some welded structures fail unexpectedly? This article explores the hidden forces at play—welding stress and deformation. Learn how these stresses impact strength, stability, and accuracy,…
Ever wondered what "X-weld" or "tack-weld" means? Our latest article breaks down 292 crucial welding terms, offering clear definitions and practical examples. Whether you're a seasoned welder or just starting,…
Welding aluminum alloys presents unique challenges due to their low melting point and high thermal conductivity. This article dives into various welding methods, such as TIG, MIG, and plasma arc…
Welding is the backbone of modern manufacturing, but with so many methods available, how do you choose the right one for your project? In this blog post, we'll dive into…
Welding dissimilar metals is a challenging but essential process in modern manufacturing. It involves joining metals with different properties and compositions, often resulting in a fusion zone with varying mechanical…
Ever wondered how those sleek car bodies are welded together so seamlessly? This article dives into the world of spot welding machines, explaining their components, types, and applications across industries…
Ever wondered how tiny particles can make or break your electronic devices? In this article, we explore the fascinating world of welding flux, the unsung hero in welding and soldering.…
Have you ever wondered how complex machinery stays connected seamlessly? This article dives into the fascinating world of butt welding—a high-efficiency method used to join metals. You'll learn about its…