Have you ever wondered what sets high-strength bolts apart from ordinary ones? High-strength bolts are engineered to handle extreme loads using static friction, making them essential in construction and machinery where durability and safety are paramount. This article explains their unique design, differences from regular bolts, and why they are crucial for robust and resilient structures. Discover how these bolts contribute to enhanced performance and reliability in demanding applications.
The Ultra High-Strength Friction Grip Bolt can reduce weight and increase installation space by decreasing its own size while maintaining the same clamping force. This optimization of function and volume in the connected parts leads to an overall reduction in equipment weight and an improvement in performance.
What is a High-Strength Friction Grip Bolt, you may ask? Allow me to explain.
Physical fasteners of grade 16.8 and 19.8
1. What is High-Strength Bolt?
A High-Strength Bolt is also known as a High-Strength Friction Grip Bolt, abbreviated as HSFG. In construction, the term “High-Strength Bolt” is often used as an abbreviation for “High-Strength Friction Grip Bolt.”
However, in daily communication, the words “friction” and “grip” are often omitted, leading to misunderstandings about the basic definition of a High-Strength Friction Grip Bolt among many engineering and technical personnel.
Myth 1:
Bolts with material grade more than 8.8 are “high strength bolts”?
The key difference between high-strength bolts and regular bolts is not the strength of the materials used, but the form of stress they can handle. High-strength bolts are designed to apply preload and use static friction to resist shear, while regular bolts may not have these capabilities.
It is important to note that in British standard specifications, high-strength bolts (HSFG BOLT) refer to grades 8.8 and 10.9 (BS EN 14399 / ASTM-A325 & ASTM-490), while regular bolts include grades 4.6, 5.6, 8.8, 10.9, 12.9, and others (as specified in Table 2 of Clause 11 of BS 3692).
Thus, it becomes clear that material strength is not the sole factor in distinguishing high-strength bolts from regular bolts.
Table2 Strength grade designations of steel bolts and screws
Strength grade designation
4.6
4.8
5.6
5.8
6.8
8.8
10.9
12.9
Tensile strength Rm min.N/mm2
400
400
500
500
600
800
1000
1200
Yield stress Re min.N/mm2
240
320
300
400
480
–
–
–
Stress at permanent set limit R0.2 N/mm2
–
–
–
–
–
640
900
1080
2. What is the strength of high-strength bolts?
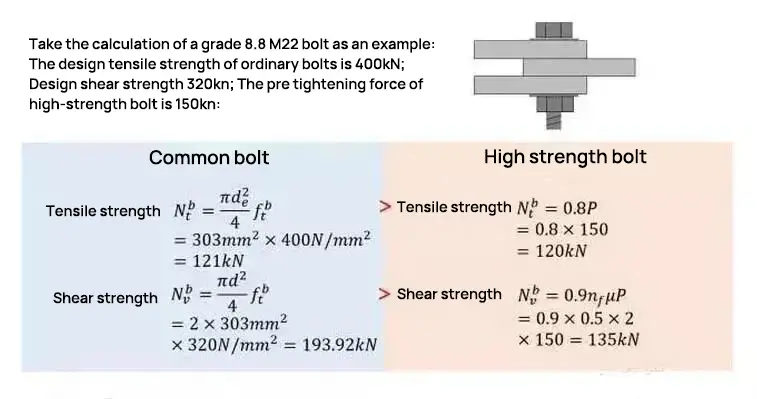
According to GB50017, calculate the tensile and shear strength of a single ordinary class B bolt of grade 8.8 and a high-strength bolt of grade 8.8.
To answer the question of where the “strength” of high-strength bolts lies, it is important to first understand the design working conditions and the laws of elastic-plastic deformation for both ordinary and high-strength bolts.
By studying the limit state of design failure, we can see that while the design values of tensile and shear strength may be higher for ordinary bolts under the same grade, the true strength of high-strength bolts lies in their ability to withstand more extreme loads without failing.
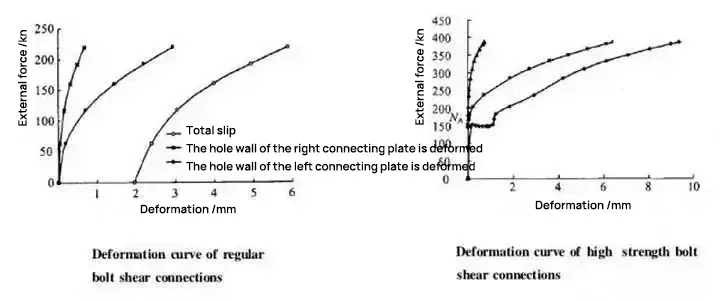
Stress-strain curves of ordinary bolts and high-strength bolts under working conditions
Limit state at design failure
For an ordinary bolt connection, the bolt itself undergoes plastic deformation that exceeds the design limit, resulting in shearing of the bolt. During this process, relative slip occurs between the connecting plates before the bolt begins to bear shear. This results in elastic-plastic deformation and bearing of the shear force.
In contrast, for a high-strength bolt connection, the static friction between the effective friction surfaces is the initial factor that bears the shear force.
As the load increases, the friction force may become insufficient to resist the shear force, and the static friction force is overcome. This results in relative displacement of the two steel plates, which is considered a failure in design considerations.
However, even when this occurs, the bolt rod can still use its own elastic-plastic deformation to bear the shear when it contacts the connecting plate.
Myth 2:
High bearing capacity is high strength bolt?
According to calculations for a single bolt, the tensile and shear design strength of high-strength bolts are lower than those of ordinary bolts. However, the true strength of high-strength bolts lies in their design joint properties.
When the joint is in normal working conditions, no relative slip is allowed, meaning that the elastic-plastic deformation is minimal and the joint stiffness is high. This results in a high safety reserve for the joint, even though the number of bolts may not be reduced compared to a design using ordinary bolts.
High-strength bolts are suitable for use in main beams and other positions that require high node stiffness, which aligns with the basic seismic design principle of having “strong nodes and weak members.”
Therefore, the strength of high-strength bolts is not found in the design value of their bearing capacity, but rather in the large stiffness, high safety performance, and strong damage resistance of their designed joints.
3. Comparison between high-strength bolts and ordinary bolts
Due to their differing design stress principles, there are significant differences in the methods used for construction inspection of ordinary bolts and high-strength bolts.
Inspection requirements for ordinary bolts and high strength bolts
The mechanical performance requirements for ordinary bolts of the same grade are slightly higher than those for high-strength bolts.
However, high-strength bolts have a higher requirement for accepting impact energy compared to ordinary bolts.
a. British standard grade 8.8 high strength bolt connection pair identification, bolts, nuts and washers (BS4395);
b. British standard grade 8.8 high strength bolt connection pair identification, bolts, nuts and washers (BSEN14399);
c. American Standard Grade 8.8 high strength screw connection pair identification, bolts, nuts and washers (ASTM A325);
d. British standard grade 8.8 ordinary bolt connection pair identification, bolts, nuts and washers (BS3692).
The marking of ordinary bolts and high-strength bolts is a basic method for identifying bolts of the same grade on-site. It is also necessary to distinguish between high-strength bolts according to British and American standards, as their calculation of torque values may differ.
In terms of cost, ordinary bolts are approximately 70% less expensive than high-strength bolts. Given the comparison of their acceptance requirements, it can be concluded that the premium cost for high-strength bolts is to ensure their impact energy (toughness) performance.
4. How to improve the fatigue strength of bolts?
Regardless of the complex loads they bear, the most common form of failure for high-strength bolts is fatigue failure.
As early as 1980, experts studied 200 cases of bolt connection failure and found that over 50% were due to fatigue failure.
Therefore, it is crucial to improve the fatigue resistance of high-strength bolts.
The fatigue fracture of bolts has the following characteristics:
The maximum stress that causes fatigue fracture is significantly lower than the strength limit of the material under static stress, and even lower than the yield limit.
Fatigue fracture results in a sudden, brittle fracture without any noticeable plastic deformation.
Fatigue fracture is the result of the accumulation of micro damage over time.
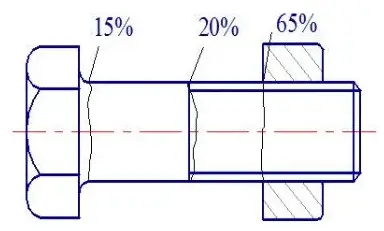
For bolts, the main failure forms are plastic deformation of the threaded part and fatigue fracture of the screw. Out of these, the majority of damage occurs as follows:
65% in the first thread connected with the nut
20% at the transition between the thread and the polished rod
15% at the fillet between the bolt head and the screw.
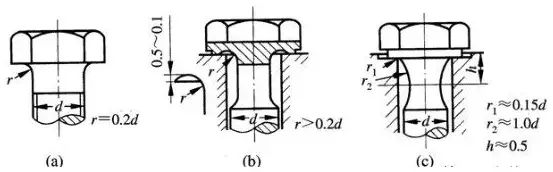
1. Optimize design to reduce stress concentration
Strictly control the ending size of bolts to eliminate stress concentration:
a. Use large transition fillets
b. Cutting unloading groove
c. Cutting undercut at the end of thread
d. Optimizing the inclination angle of bolt head can also effectively reduce stress concentration
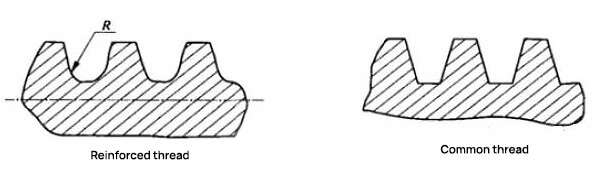
e. Use reinforced thread
The primary differences between a reinforced thread and an ordinary thread are the minor diameter (d1) of the external thread and the root transition fillet radius (R).
The key features of a reinforced thread include a larger minor diameter (d1) compared to an ordinary thread, an increased root transition fillet radius (R), and a reduction in stress concentration in the bolt.
There are specific requirements for the root transition fillet radius (R) in a reinforced thread, with R+ = 0.18042P and rmin = 0.15011P, where P is the pitch. In contrast, there are no such requirements for an ordinary thread, which can even have a straight section.
2. Improve manufacturing process
Improving the control of the heat treatment and surface treatment processes during the manufacture of bolts can effectively enhance the bolts’ resistance to fatigue.
a. Heat treatment
Bolts undergo heat treatment followed by rolling to produce significant residual compressive stress, which slows the formation and growth of cracks and enhances their fatigue strength. It is important to prevent decarburization during heat treatment and to compare the fatigue strength of bolts with and without surface decarburization.
The presence of decarburization leads to oxidation of carbon in the layer, resulting in a reduction of cementite in the metallographic structure and lower strength and hardness compared to normal structures. Typically, the fatigue strength of bolts decreases by 19.8% under conditions of surface decarburization.
b. Phosphating
The phosphating treatment of bolt surfaces serves to prevent rust and ensure stable friction during assembly. Additionally, it can also decrease wear.
In the thread rolling process, reducing the friction between the thread rolling wheel and the screw thread can positively impact the stress distribution on the bolt thread after rolling and reduce the roughness of the thread surface.
3. Set appropriate preload
The tension in an ordinary bolt connection is mainly carried by the first three stressed threads. When the initial preload is substantial, plastic deformation occurs locally at the roots of some threads, leading to residual stress at those roots. This residual compressive stress enhances the fatigue strength of the threads.
Moreover, plastic deformation of the threads improves the stress distribution and reduces contact pressure, also enhancing the fatigue strength of the threads. The larger the preload, the better the bolt connection can resist separation and relaxation of preload. This results in a higher effective fatigue strength of the bolted connection.
Therefore, increasing the pre-tightening force in a bolt connection improves its ability to withstand fatigue failure under cyclic external loads and reduces the risk of fatigue failure from vibration and impact forces or limited overload.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Attention all mechanical engineers and manufacturing professionals! Are you struggling with pesky anodizing defects in your aluminum products? Look no further! In this blog post, we'll dive deep into the…
Ever wondered why some materials bend easily while others remain rigid? This blog dives into the fascinating world of elastic modulus and stiffness, unraveling their crucial roles in engineering. By…
Have you ever wondered what makes a perfect circle? In the world of mechanical engineering, roundness is a crucial concept that affects the performance and longevity of rotating components. This…
In today's fast-paced manufacturing world, efficient deburring is crucial. With numerous methods available, choosing the right one can be daunting. In this blog post, we'll explore various deburring techniques, from…
Have you ever wondered what keeps the world spinning smoothly? The unsung heroes behind the scenes are bearings. These small but mighty components play a crucial role in reducing friction…
Gears are the unsung heroes of the mechanical world, quietly working behind the scenes to keep machines running smoothly. But have you ever wondered what materials these critical components are…
This article explores the top 5 cooling tower manufacturers shaping our world. Learn how these companies innovate to keep industries running smoothly and efficiently. Get ready to uncover the secrets…
Have you ever wondered what keeps our gas systems running smoothly and safely? In this article, we explore top gas regulator manufacturers, uncovering their innovations and contributions to the industry.…
Ever wondered why connecting copper and aluminum wires is problematic? This article explains the risks associated with connecting these two metals due to their differing electrochemical properties, which can lead…