1. Concept of fatigue and fracture
- Fatigue: Fatigue refers to the performance change of metal materials when subjected to repeated stress or strain.
- Fatigue Fracture: When a material is subjected to alternating cyclic stress or strain, the gradual development of internal defects and local structural changes can cause a decline in its mechanical properties, ultimately leading to a complete fracture of the product or material. This process is referred to as fatigue fracture, or metal fatigue.
It is important to note that the stress causing fatigue fracture is usually low in magnitude. Additionally, fatigue fracture is often characterized by its suddenness, highly localized nature, and sensitivity to various defects.
2. Classification of fatigue fracture
1. High cycle fatigue and low cycle fatigue
High Cycle Fatigue refers to fatigue that occurs when the stress level acting on parts or components is low, and the number of cycles of failure is greater than 100,000. Examples of products that commonly exhibit high cycle fatigue include springs, transmission shafts, and fasteners.
On the other hand, Low Cycle Fatigue refers to fatigue with a high stress level and a low number of cycles of failure, usually less than 10,000 times. An example of low cycle fatigue is the fatigue damage of pressure vessels and turbine parts.
2. Stress and strain analysis
Strain fatigue refers to low cycle fatigue with high stress and short cycle times.
On the other hand, stress fatigue is characterized by low stress and high cycle times and is known as high cycle fatigue.
In practice, it can often be challenging to differentiate between stress and strain fatigue.
Both types can occur simultaneously, which is referred to as composite fatigue.
3. Classification according to load type
Bending fatigue, torsion fatigue, tension and compression fatigue, contact fatigue, vibration fatigue, fretting fatigue.
3. Characteristics of fatigue fracture
Macroscopically, the crack process can be divided into three stages: crack source, propagation zone, and transient fracture zone.
The crack source refers to the area on the surface with grooves, defects, or stress concentrations that serve as the precondition for crack initiation.
The fatigue propagation zone is characterized by a relatively flat section where the fatigue propagation occurs perpendicular to the stress direction, resulting in the formation of distinctive fatigue arcs, also known as beach marks or shell marks.
The instantaneous fracture zone is where the fatigue crack rapidly extends to result in an instantaneous fracture. The fracture surface displays metal slip marks, and in some cases, there may be radioactive stripes and shear lip areas.
Microscopically, the typical feature of fatigue fracture is the appearance of fatigue striations. Additionally, cleavage and quasi-cleavage phenomena (terms used in crystallography to describe small planes seen in microscopic images) and microstructural features such as dimples may also be present in some microscopic samples.
4. Characteristics of fatigue fracture
(1) Fatigue fracture is characterized by the absence of obvious macroscopic plastic deformation during the fracture process and there are typically no warning signs prior to fracture. This often leads to sudden and damaging failure of mechanical parts.
(2) The stress causing fatigue fracture is usually low, frequently lower than the stress load required to reach the yield strength under static loading conditions.
(3) After a fatigue failure, it is common to observe clear evidence of the crack initiation, propagation, and final fracture zones on the fracture surface.
5. Case analysis
A motorcycle in a factory experienced a mechanical failure after traveling 2,000 km. Upon disassembly and inspection, it was discovered that the engine crankshaft connecting rod had broken.
The connecting rod, made of 20CrMnTi, was carburized on the surface. The working principle of the connecting rod is depicted in Figure 1, where its reciprocating motion drives the rotation of two drive crankshafts.
20CrMnTi is an alloy structural steel with a carbon content of approximately 0.2%, manganese content of approximately 1%, and titanium content of approximately 1%. This material is commonly used for shaft components and requires carburizing.
Fig. 1
1. Macro inspection
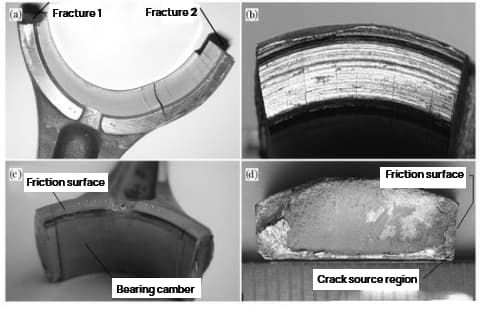
The failed connecting rod had two fractures. On the bearing camber at the fracture end of the connecting rod, many cracks parallel to the fracture are visible [Figure 3 (a)]. One side of the fracture end exhibits a strong friction trace [Figure 3 (b)], with a wear depth of 0.5mm. Additionally, a blue-gray high-temperature oxidation trace can be seen on one end of the bearing arc near the friction side [Figure 3 (c)].
Fracture 1 is relatively smooth and flat with a worn edge, and the fatigue arc is visible in the middle [Figure 3 (d)]. However, no fatigue arc was found on fracture 2.
Fig. 2
Fig. 3
2. Scanning electron microscope analysis
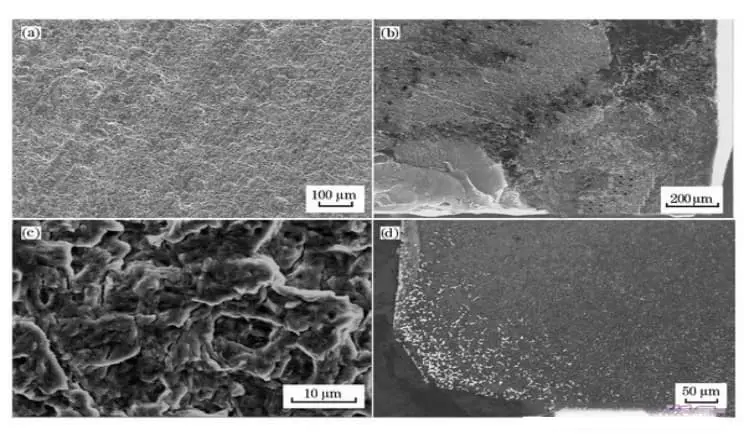
Figure 4 (a) in Fracture 1 displays a fatigue arc under a scanning electron microscope. The trend of the arc allows for the determination of the fatigue source.
The fatigue source is located in the upper right corner of Figure 4 (d). The local magnification reveals that the majority of the fine tissues in the source area have been subjected to wear, though the radial edge feature is still visible (Figure 4 (b)).
Figure 4 (c) displays fatigue stripes and secondary cracks in the fatigue growth zone.
In contrast, Fracture 2 exhibits dimples but no fatigue stripes. It can be deduced that Fracture 1 is the primary fracture and Fracture 2 is a secondary fracture.
Fig. 4
3. Chemical composition
Take samples from the connecting rod body and analyze their chemical composition, including the mass fraction (%).
The analysis results comply with the chemical composition requirements specified in GB/T3077-1999 for 20CrMnTi.
4. Result analysis
Based on the inspection results, the failed part material’s chemical composition meets the technical requirements. However, the broken end of the connecting rod shows severe friction on one side.
An analysis of the end of the bearing arc near the friction surface revealed the presence of a blue-gray oxide film, which is a mixture of black iron oxide (Fe3O4) and red iron oxide (Fe2O3) formed at temperatures above 400℃. This indicates that the friction between the connecting rod and the output shaft caused overheating in this area.
The SEM analysis of the fracture surface shows that the fatigue crack source was at the corner near the oxide film, in the high-temperature region. The combination of surface oxidation and high temperature increases the chance of crack generation and creep damage.
Additionally, friction leads to a rough metal surface, which can cause surface stress concentration and increase the possibility of fatigue. The origin of the fracture often occurs at the point of maximum tensile stress.
According to the analysis of the forces acting on the connecting rod, the largest tensile stress is present on section 1 of the fracture, making it susceptible to crack formation near the corner of the friction surface. The presence of coarse carbides in this area exacerbates the problem, as it disrupts the continuity of the matrix structure, accelerates the formation and propagation of cracks, reduces fatigue strength, and eventually leads to fatigue fracture.
The excessive carbides on the carburized surface of the connecting rod are a result of an improper carburizing process. The formation of coarse, blocky carbides is primarily due to high carbon concentration, which is most likely to occur at sharp corners of the workpiece, thereby significantly reducing its lifespan.
To prevent the formation of coarse carbides, it is crucial to strictly control the carbon potential of the carburizing atmosphere during the carburizing process. This will help avoid excessive carbon potential, which leads to the formation of coarse carbides on the workpiece surface.
5. Conclusion
The fracture of the crankshaft connecting rod is a result of fatigue fracture. The cause of the fracture is due to severe friction experienced by the connecting rod during use, which results in local stress concentration and high temperatures, reducing the fatigue strength of the material. The presence of large, blocky carbides at the corners of the connecting rod surface further accelerated the growth and spread of cracks.
6. Improvement
Reducing the roughness of the friction parts during the design stage can reduce stress concentration and improve the fatigue strength of the parts. This will also help to lower the high temperatures caused by friction and decrease the risk of creep damage.
To improve the carburizing process, it is important to address the formation of excessive carbides on the carburized surface of the connecting rod, which is caused by an improper carburizing process. Coarse, blocky carbides are primarily the result of high carbon concentration, which is most likely to form at sharp corners of the workpiece and significantly decrease its lifespan.
Therefore, strict control of the carbon potential of the carburizing atmosphere during the carburizing process is essential to prevent the formation of coarse carbides on the workpiece surface due to excessive carbon potential.
6. Methods to improve the fatigue limit or fatigue strength of materials
It is often challenging to modify the service conditions of parts, so it is essential to optimize the design of the parts to the greatest extent possible, starting with the surface effects.
By preventing surface stress concentration in structural materials and mechanical parts, the accumulation of dislocation slip is hindered and plastic deformation is restrained. This makes it more difficult for fatigue cracks to form and grow, ultimately increasing the fatigue limit or fatigue strength.
1. Measures to reduce stress concentration
In design, it is advisable to avoid square or sharp corners, holes, and grooves. In cases where the section size changes suddenly, such as on the shoulder of a stepped shaft, it is recommended to use a transition fillet with a sufficient radius to reduce stress concentration.
If increasing the radius of the transition fillet is not feasible due to structural constraints, thinner grooves or undercuts can be cut on the larger diameter shaft.
There is significant stress concentration at the edge of the tight-fitting hub and shaft fitting surface. To improve this, a load relief groove can be cut on the hub and the fitting part of the shaft can be thickened to narrow the stiffness gap between the hub and the shaft, reducing the stress concentration at the edge of the fitting surface.
At fillet welds, groove welding results in much better stress concentration compared to non-groove welding.
Related reading: Complete List of Welding Symbols
2. Enhance surface strength
To strengthen the surface layer of components, mechanical methods such as rolling and shot peening can be used. These methods form a pre-compression stress layer on the component surface, reducing surface tensile stress that is prone to crack formation and improving fatigue strength. Other methods, such as heat treatment and chemical treatment, such as high-frequency quenching, carburizing, and nitriding, can also be used.
Shot peening involves using small steel balls with a diameter of 0.1-1mm to impact the surface of the sample at a high velocity, removing sharp corners, burrs, and other stress concentrations. The surface is compressed to a depth of 1/4-1/2 of the steel ball diameter, generating residual stress on the surface of the part and restraining fatigue crack growth.
Shot peening