What defines a good fillet weld? This article delves into the criteria for qualifying fillet welds, discussing the necessary dimensions, acceptable characteristics, and common issues like inadequate throat depth and poor fusion. Readers will gain insights into industry standards and learn how to ensure weld quality for their projects.
When designing a weld, several factors must be taken into consideration such as the weldability of the base metal, the matching of welding materials and the base metal, welding efficiency, the welding method, the size of the weld bead, welding deformation, and buckling of the joint plate.
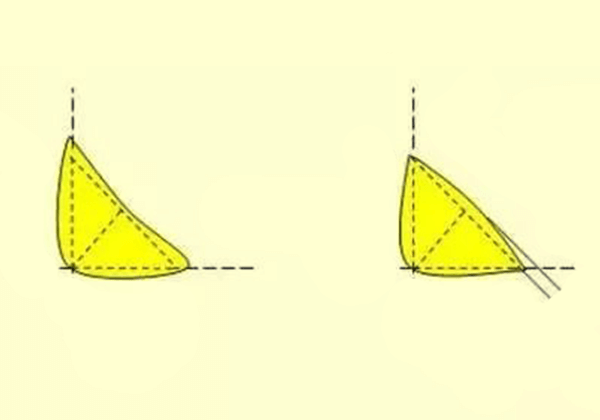
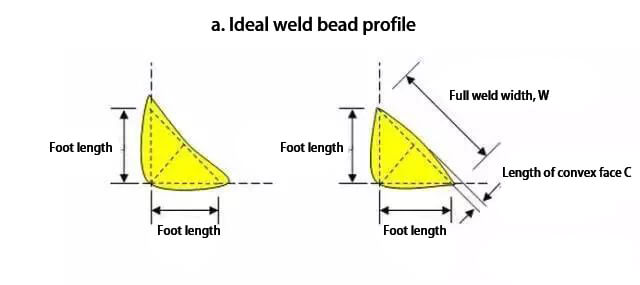
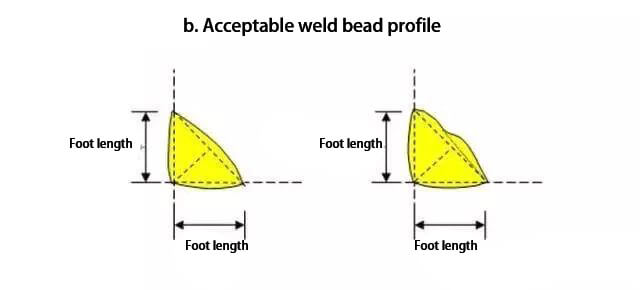
As per the American Welding Society Steel Structure Welding Code (AWSD1.1), fillet weld beads are classified into three categories, which are ideal weld bead, acceptable weld bead width, and unacceptable weld bead.
Inadequate throat depth of fillet weld bead, excessive convex surface, welding corrosion, overlap, insufficient leg length, and poor fusion are considered incorrect weld bead dimensions.
The minimum size of the fillet weld bead is also specified in the Steel Structure Welding Regulations of the American Welding Association and China’s Technical Code for Design of Steel Structures of Steel Buildings. Table 4 illustrates the minimum size of fillet weld bead.
The minimum leg length of fillet welding is determined by the thicker plate of the two parts of the joint, but it should not be greater than the thickness of the thinner plate.
If the minimum leg length is exceeded, sufficient preheating should be provided to ensure the welding quality.
If stress calculations dictate, the size of the welding can exceed the thickness of the thin plate in the joint.
Table 3 lists the minimum leg length of fillet welding for different plate thicknesses, while Table 4 demonstrates the correlation between the full pass width of fillet welding and the maximum length of the convex face.
Table 3 Minimum angle length of fillet weld bead
Thickness of thicker plate at joint, t (mm)
Minimum leg length of fillet weld (mm)
t≤6
3
6<t≤12
5
12<t≤19
6
19<t≤38
8
Table 4 Relation between the full pass width and the maximum convex length of fillet welding
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Achieving a flawless weld requires more than just skill; it hinges on mastering the interplay between voltage and current. These two parameters are the lifeblood of welding, dictating everything from…
Have you ever wondered why welded structures sometimes fail despite their robust appearance? This article dives into the hidden challenges of welding, exploring how uneven heating and cooling can lead…
Ever wondered how skyscrapers stand tall or cars stay welded together? This blog uncovers the magic behind electric welding machines. Learn about top manufacturers like Lincoln Electric and Miller Welds,…
Have you ever wondered which welding equipment brands are leading the industry today? This article explores the top ten welding machine manufacturers, highlighting their innovations, global presence, and unique strengths.…
Ever wondered how welders achieve perfect joints in challenging positions? 6GR welding is a specialized technique for welding pipelines with an obstacle ring at a 45° angle, crucial for ensuring…
Have you ever wondered about the hidden dangers behind the bright sparks of welding? In this article, we explore the harmful effects of argon arc welding on the human body.…
Ever wondered what those numbers and letters on welding rods mean? This article demystifies the coding system for carbon and stainless steel welding rods, helping you understand their tensile strength,…
Have you ever wondered how to calculate the consumption of welding rods accurately? In this blog post, we'll explore the methods and formulas used by industry experts to estimate welding…
Welding deformation in stainless steel can lead to significant issues in metal fabrication. The article explores various methods to control and correct these deformations, such as using copper plates, water…