What Welders Must Know: Macro Analysis of Weld Defects
Why do welds in magnesium alloys sometimes fail, causing costly and dangerous issues? This article uncovers the common defects found in magnesium alloy welds, such as stomas, slag inclusion, and cracks. By understanding these problems and their origins, engineers and welders can significantly enhance weld quality and reliability. Explore how to detect, prevent, and fix these critical welding defects to ensure safer and more durable welds.
The requirements for welding structures, products, and joints are diverse, including joint performance and organizational requirements. Additionally, there should be no defects in appearance, shape, dimensional accuracy, weld formation, surface, and interior.
To identify and resolve problems quickly, macro analysis is typically performed first, followed by microscopic analysis if necessary. The key focus of macro analysis is the defect analysis of welded joints.
The low magnification metallographic structure analysis method is utilized to determine the cause of internal defects in the welded joint through inspection, along with high magnification microstructure analysis. This helps identify ways to avoid and eliminate defects, thereby improving the quality of the welded joint.
Through sampling, grinding, etching, and low magnification photography, macro defects in welded joints can be clearly and intuitively inspected. This, combined with corresponding welding standards, is used to assess whether the welding process, workers, and structure meet relevant usage requirements.
Based on formation causes and defect forms, macro defects in welds can be primarily divided into the following categories:
1. Stoma
During the crystallization process in welding, gases may become trapped in the welding pool and form stomas before they can escape.
Stomas are a common type of defect that can occur in welded joints, both on the surface of the weld and within its interior.
These defects can be difficult to detect using conventional welding production methods, which can result in serious harm.
Internal pores that develop within the weld are referred to as internal pores, while surface pores are those that are visible on the exterior of the weld.
2. Slag inclusion
Slag inclusion refers to the presence of slag or other non-metallic materials within the weld, which is a common welding defect.
In welding techniques using flux-filled wire, such as submerged arc welding, slag may form as a result of poor wire deposition. In CO2 welding without flux, slag may result from deoxidized products that remain within the multi-layer welding metal.
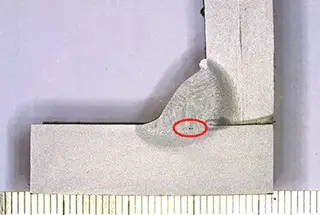
3. Incomplete penetration and fusion
Incomplete penetration refers to the portion of the joint’s root that remains unfilled during the welding process.
Incomplete fusion is a common welding defect, which occurs when there is a local gap between the fused welding metal and the base metal or between the fused welding metal and adjacent weld beads or layers.
The area between the base metal and the welding metal that is not fully fused during spot welding is referred to as incomplete fusion.
Incomplete fusion
Incomplete penetration
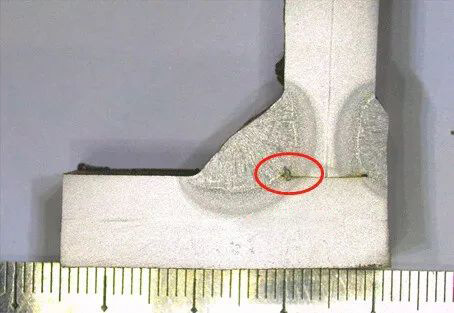
4. Cracks
Welding cracks can be categorized into several types based on their appearance and causes, including hot cracks (such as crystallization cracks, high-temperature liquefaction cracks, and multilateralization cracks), cold cracks (such as delayed cracks, hardening embrittlement cracks, and low plastic cracks), reheat cracks, and lamellar tears.
Root crack
5. Undercut
Undercut, also known as an undercut defect, occurs when the deposited metal during welding does not fully cover the melted portion of the base metal, resulting in a groove below the surface of the base metal at the toe of the weld.
This gap is caused by the welding arc melting the edge of the weldment without being filled by the molten metal from the welding rod.
If the undercut is too deep, it can weaken the strength of the joint and potentially cause structural damage at the undercut location.
Undercut
6. Other defects
In addition to the previously mentioned defects, other common welding defects include porosity, cold lap, burn through, weld beading, shrinkage cavity, pit, collapse, uneven weld leg size, excessive concavity or convexity, and unequal weld toe angle.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Welding symbols may seem like a foreign language, but mastering them is crucial for effective communication in the world of mechanical engineering. In this blog post, a seasoned mechanical engineer…
Ever wondered how skyscrapers stand tall or cars stay welded together? This blog uncovers the magic behind electric welding machines. Learn about top manufacturers like Lincoln Electric and Miller Welds,…
Have you ever wondered how the sleek cars, sturdy bridges, and advanced airplanes of today are built? This article explores six cutting-edge welding technologies that are revolutionizing manufacturing, from laser…
Have you ever wondered why some welded structures fail unexpectedly? This article explores the hidden forces at play—welding stress and deformation. Learn how these stresses impact strength, stability, and accuracy,…
Have you ever wondered how to calculate the consumption of welding rods accurately? In this blog post, we'll explore the methods and formulas used by industry experts to estimate welding…
Have you ever wondered about the art of welding and the different positions involved? In this fascinating blog post, we'll delve into the intricacies of welding positions, from flat to…
Ever wondered what "X-weld" or "tack-weld" means? Our latest article breaks down 292 crucial welding terms, offering clear definitions and practical examples. Whether you're a seasoned welder or just starting,…
Why does argon arc welding sometimes produce pores, and how can we fix it? Welding porosity, often caused by impurities, improper gas flow, or incorrect technique, can weaken welds and…
Imagine a machine that welds with precision, never tires, and enhances safety in industrial settings. This article explores the fascinating world of arc welding robots, detailing their components, operational procedures,…