How to Straighten Sheet Metal Parts?
Have you ever considered the importance of straightening in sheet metal fabrication? This crucial process ensures the accuracy and quality of the final product. In this article, we'll explore the…
Why is straightening parts in sheet metal fabrication so crucial? Imagine a car with wobbly wheels. Similarly, uneven metal parts can lead to inefficiencies and defects in production. This article explores how straightening machines work to remove internal stresses, ensuring flat, stress-free parts. You’ll learn about the process, challenges, and benefits, like increased efficiency and reduced waste in manufacturing operations. Dive in to understand how precision in metal parts can significantly enhance production quality and consistency.

As shown in Figure 1, the part on the left displays a spring-back form and is not completely flat, while the part on the right has been flattened by a part leveling machine.
Flat and stress-free parts can enhance bending and welding production efficiency, ensuring customer satisfaction.
Although metal sheets delivered to the sheet metal factory appear sufficiently flat, appearances can be deceptive, especially for metal materials. Materials or parts that seem flat may become unflat during the machining process due to machining stresses.
Therefore, understanding what happens to the raw materials before they are sent to the sheet metal factory is essential. The sheet metal originates from rolled coils.
At metal processing service centers, these coils are uncoiled, straightened, and finally cut to a specific length. Although the sheet looks flat, internal stresses are still present (notably within the metal’s microstructure).
When performing thermal cutting (such as laser or plasma cutting) on these materials, the stress is released, making the parts uneven. This is true for both thin metal parts and thick metal parts.
This applies to both ferrous and non-ferrous metal parts. During the cutting process, the use of shielding gases plays a significant role.
For instance, when oxygen is used to cut carbon steel, an exothermic reaction occurs between the oxygen and metal. This introduces a substantial amount of heat to the cutting area, enabling faster cutting (a byproduct of this chemical reaction is an oxidized edge, which needs cleaning before painting).
However, the additional heat also releases more stress from the metal. Compared to oxygen, cutting with an inert gas like nitrogen can reduce heat input, but even with gentler processes, stress is still released.
As stress is released, parts become uneven. This poses challenges for production shops using newer laser cutting technologies.
During laser cutting, some parts might tilt or pop up on the grating, potentially colliding with and damaging the cutting head, especially when cutting speeds reach 30m/min or higher, and accelerations exceed 2m/s2, which has become an industry standard.
A very expensive component on the laser cutting equipment might be damaged by parts that rebound due to stress.
Any cutting process can release the stresses generated during the coiling of the material. This stress is evident in the spring-back phenomenon of the metal after cutting or punching (punching can introduce new stresses due to work hardening, visible on punched parts).
How does a sheet metal factory address the stresses introduced during coiling and released after cutting or stamping? Part leveling machines can be immensely helpful.
Part leveling machines can supply sheet metal factories and their downstream manufacturing processes with the necessary flat parts, ensuring higher production efficiency and reducing waste in bending and welding operations.
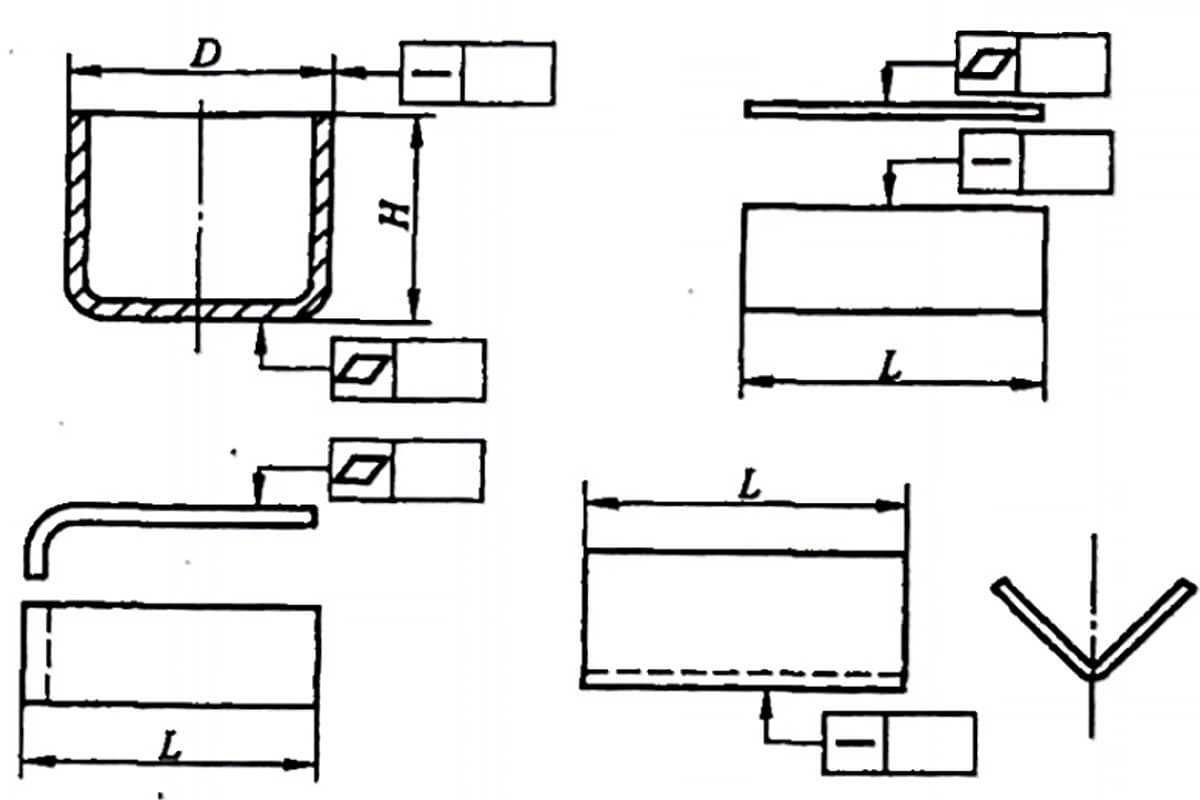
Part leveling machines (as seen in Figure 2) achieve flatness by applying repetitive bending forces to the metal sheet or part through a set of leveling rollers.

As the metal material passes through the leveling machine, the rollers exert pressure on it. The stress applied to the metal reduces and eventually eliminates its internal stresses.
How are these leveling rollers arranged? It depends on the type of metal material, its thickness, and the desired level of flatness.
Variables of the part leveling machine include the number of leveling rollers; the center distance between the rollers; roller layout and support method; rigidity of the roller frame and the entire machine; roller support (length and layout of support rollers); gap control system and its ability to maintain a consistent gap; and power consumption.
It’s also crucial to consider the ease of cleaning the leveling and support rollers and maintaining the machine.
As the leveling rollers gradually apply pressure and flatten the parts, the roller frame, driven by a motor, can be moved out of the machine tool. Depending on the size of the part being leveled, the leveling pressure is determined by the diameter of the leveling rollers. Each roller’s diameter, combined with its position, machine frame design, support rollers, and the machine frame itself, has its corresponding operational display window.
In general, smaller roller diameters are used for thinner materials, while larger diameters are used for thicker materials.
Leveling machines can typically handle parts ranging in thickness from 0.2mm to nearly 70mm.
The precision of flatness provided by leveling is based on the application of the metal material and varies according to its thickness and type.
For instance, for metal parts used in manufacturing cranes and mining equipment, a flatness of 0.5mm to 1mm provided by a leveling machine is considered excellent. However, for saw blade manufacturers requiring flatness of 0.1mm/m or higher, such flatness would be inadequate.
Fortunately, a high-precision part leveling machine can supply flat parts for heavy equipment manufacturers and produce parts with tighter tolerances for saw blade manufacturers.
For example, aerospace manufacturing companies typically use aluminum materials. 5mm is considered a relatively thick part for these companies, but for mining equipment manufacturers, this thickness is too thin.
This aluminum material is often heat-treated to achieve greater strength. After heat treatment, the aluminum becomes soft and is stored at -18°C.
If such parts are immediately leveled after punching, the leveling machine faces two main challenges.
First, since the material is soft, the leveling rollers must handle it gently to avoid deformation.
Secondly, when the frozen parts contact a higher ambient temperature, condensation forms on the part’s surface. Thus, the leveling machine components should be made of stainless steel or coated steel to prevent corrosion.
The result of a part leveling machine is simple: flat parts. However, they are intricate machines, capable of managing hard-to-correct material deformations, such as those from punched and heat-treated materials.
These materials often exhibit middle wave deformations or edge wave deformations. Correcting such parts or sheets requires specialized measures and techniques.
For some punched and heat-treated materials, advanced leveling roll bending control can specifically increase leveling pressure in certain areas of a part or sheet while reducing it in others.
Through this controlled leveling method, the material is elongated longitudinally as needed, which can reduce or even eliminate middle wave and edge wave deformations.
High tensile strength materials are another challenging type to handle.
Processing such materials requires a high-powered machine, using very large diameter leveling rolls combined with corresponding roll spacing, to reduce material stress and provide good flatness while eliminating middle and edge wave deformations.
Any advanced manufacturing equipment requires a skilled operator, one with rich experience. More importantly, a curious and knowledge-seeking operator can truly make a difference in outcomes.
If they are willing to spend time adjusting and testing parts for optimal leveling, the factory can achieve efficient part leveling and higher quality products in downstream manufacturing processes.
Theoretically, leveling is a straightforward task. Besides the speed of the leveling rolls, the operator only needs to adjust two other parameters: the leveling gap at the infeed and outfeed, and the angle at which the part enters the machine. By finding the right combination, operators can optimize leveling results.
Of course, built-in computational tools in the equipment control system can assist. After inputting thickness, yield strength, and material type, the control system outputs suggested leveling parameters.
Typically, these parameters already ensure good leveling results. If operators seek even better outcomes, these leveling settings can serve as their starting point for adjustments.
Part leveling can help sheet metal factories increase output and productivity.
Reports from sheet metal factories indicate that integrating part leveling machines into their production process increases production rates of the bending operation by about 25% after parts are leveled.
Flat parts bend more accurately, meaning fewer reworks and stronger product quality consistency.
In the welding department, this translates to significant simplification of jigs and fixtures, enhanced assembly accuracy, and welders’ appreciation. There’s a significant reduction in defects, leading to improved productivity.
This is especially true for robotic welding. Tighter, more consistent welds mean using less filler, smoother welding production lines, and faster automation processes.
Part leveling machines can also open new business opportunities for a company.
For instance, if a company wishes to serve clients in the construction industry, the ceiling and facades they provide must be perfectly flat. Every sheet must maintain this consistency, as any non-conforming sheet might halt installation projects.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.