
14 Essential Laser Cutting Machine Components
Have you ever wondered what makes a laser cutting machine tick? In this blog post, we'll dive deep into the inner workings of these high-precision machines that have revolutionized the…
Have you ever wondered how different driving methods impact laser cutting machines? This article explores four main driving methods: synchronous belt drive, ball screw drive, gear and rack drive, and linear motor. By understanding their unique advantages and limitations, readers can gain insights into how each method affects cutting precision, speed, and overall efficiency. Whether you’re a seasoned professional or new to the field, this guide provides essential information to help you make informed decisions about laser cutting technology.

The stroke of a laser cutter is the range of processing it can handle, which determines the maximum size of workpiece that can be processed and is a fundamental parameter.
The most common processing range is currently 3m x 1.5m, which offers a good balance between mechanical capabilities, processing range, and manufacturing costs.
However, as the overall industrial level continues to improve, the proportion of larger models has been increasing year by year.
As a specialized machine tool, laser cutting machines are similar to traditional cold machine tools. The overall frame of transmission is essentially the same. However, laser cutting is not typically used for precision machining purposes, so the absolute precision of the transmission is slightly lower than that of NC cold machine tools.
The positioning accuracy of the machine reflects the manufacturer’s positioning, product input, and the precision grade of selected transmission parts. However, for laser cutting, positioning accuracy does not have a significant effect on the final processing outcome, such as part size tolerances and cut section quality.
For fine cutting, however, laser cutting equipment can precisely cut a dozen microns of the slit, which is at the same level as the laser cutter’s operational accuracy. At this point, positioning accuracy becomes very important.
The repositioning accuracy achieved by a laser cutting machine depends largely on the reverse clearance of the transmission chain, which is similar to traditional cold machining.
The reverse clearance of the laser cutting machine also has some influence on the roughness of the cut section. Users who are very particular about the quality of section cutting should pay close attention to this indicator.
Positioning speed, which is the most visually apparent technical parameter, is a key index that every laser cutter manufacturer pays attention to. It is often used as the main criterion for classifying mechanical properties and grades of laser cutters.
Currently, top models have successively broken through the single-axis positioning speed of 100m/min. High positioning speed has a significant impact on improving the efficiency of sheet processing.
However, for medium thickness plates, due to cutting speed limitations, shortening the overall processing time may not be as crucial.
Due to the high flexibility of laser processing, high-speed cutting of complex parts has become the primary method for various manufacturers to display mechanical properties.
High-speed cutting demands high output torque for the motor. The transmission chain requires high efficiency and fast response to ensure track accuracy and meet blanking requirements. Therefore, acceleration is as critical as positioning speed.
However, there is a trade-off between high speed and high acceleration. This requires cutter manufacturers to carefully balance the relationship and find the optimal solution through calculation and experimentation.
During the high-speed process of a laser cutting machine, the internal stress of the transmission chain can fluctuate violently. If the transmission rigidity is insufficient, it can easily cause track distortion and slow response of the final output. This leads to dynamic operation accuracy being far from the low or static measurement values, which can affect the dimensional accuracy and roughness of the workpiece.
However, this index is not easily quantified.
The toothed synchronous belt (shown in FIG. 1) is mainly composed of pulleys and belts.
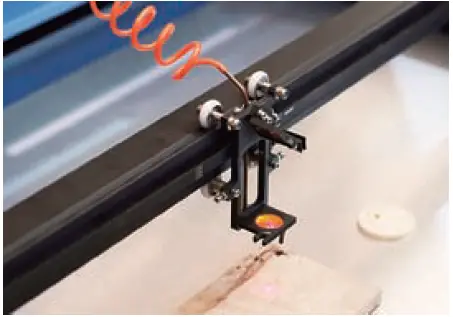
Fig.1 Synchronous belt drive
Normally, the drive wheel and the servo motor also use a reducer for torque amplification when using the toothed synchronous belt (shown in FIG. 1).
The toothed synchronous belt has advantages such as fast speed, low noise, low cost, no lubrication needed, and easy maintenance. However, it has disadvantages such as rigidity differences, easy wear and tear, low accuracy, and small driving force. Therefore, it is suitable for low-cost, light-load, and high-speed applications.
It is widely used in small and medium power laser cutting and marking equipment which are low cost and do not require high accuracy.
For high-speed and high-precision laser cutting equipment, the running precision of the synchronous belt is obviously not enough, and the bearing capacity is also not enough to directly drive heavy, rigid, and large-sized moving parts. The more common arrangement is to put it in the drive chain of the high-speed ball screw and other institutions to form a two-stage drive.
In the entry-level product of high-power laser cutting machines, the Z-axis drive is directly driven by the synchronous belt (as shown in figure 2).

Fig.2 The upper and lower movement of the z-axis section cutting head is driven by the synchronous belt.
For a two-dimensional machine with a three-axis system, the transmission accuracy of the z-axis typically does not impact the cutting precision and quality.
This design intelligently leverages the benefits of synchronous belt transmission, such as its fast speed, low noise, and low cost, while sidestepping its drawback of low accuracy.
The ball screw (shown in FIG. 3) is a commonly used driving mechanism in various types of cold processing equipment. This technology has been extensively developed and its cost is reasonable.

Fig.3 Nut rotary ball screw

Fig.4 Ball screw internal structure
The ball screw is a widely used driving mechanism in various cold processing equipment due to its ability to achieve zero clearance and maintain high transmission efficiency and rigidity through the application of pre-pressure or lead excursion. It can also achieve up to 95% transmission efficiency, making it an ideal driving method for various applications.
However, the use of a ball screw in a laser cutting machine has limitations. Due to its weight, the ball screw is typically supported on two ends, resulting in a certain droop in the center of the screw. This deflection can cause jitter, particularly at high speeds.
To address this issue, a thicker wire rod must be selected, which can increase manufacturing costs and place a heavier load on the motor. Therefore, the ball screw is an excellent choice for driving methods in laser cutters with short stroke and small cutting area, as its accuracy, speed, and cost are well-suited for such applications.
However, for long stroke (≥3m) and high-speed (≥60m/min) applications, integrating a ball screw driver is not the optimal method. Although it is possible to achieve long stroke and high-speed applications with a ball screw through nut rotation or the addition of an auxiliary support device to avoid nut movement, such solutions are technically challenging and face significant challenges in terms of cost and reliability.
The gear rack is commonly combined with planetary gear reducers or turbine worm reducers to match the inertia and amplify torque. Some manufacturers also use torque motors to connect directly with the final gear.
High precision gear racks are similar to ball screws in terms of positioning accuracy, as they can easily achieve a positioning accuracy of 0.03mm/m, which is higher than the precision required for laser cutting.
Regarding speed, the gear and rack can achieve various combinations by changing the gear teeth number and reducer speed ratio. There is no limit on the critical speed limit of the ball screw, making it easier for servo motors to work in high-speed ranges and to shorten the equivalent pitch to drive large inertia loads with smaller motors.
The theoretical limit of gear and rack can reach 400m/min, and it is easy to achieve speeds of up to 100m/min.
Both straight teeth and skewed teeth are widely used in laser cutting machines. Skewed teeth are easier to install and detect and can achieve higher operating accuracy under the same machining accuracy and installation conditions.
The advantage of skewed teeth is that they have slightly higher bearing capacity under the same load, which makes the design more compact. Moreover, the most significant difference between the two types is that the noise of skewed teeth is relatively low at high speeds, providing a better operating environment for operators.
As long as the bed can maintain sufficient precision and rigidity, the stroke of the gear rack can be extended almost indefinitely, with manufacturing costs increasing linearly.

Fig.5 Laser welding gear drive
However, the gear rack (Figure 6) also has its drawbacks. For instance, it requires higher machining accuracy of the bed, and the installation process is more complicated compared to the ball screw. Additionally, due to the need for lubrication and thermal expansion, there is a specific backspace between the gear rack and rack, while the planetary reducer in the transmission chain has a small but perceptible reverse clearance. The accumulation of these factors makes it challenging for the gear rack to achieve a zero clearance operation effect, as in the case of a ball screw.
Using double motors, double reducers, or other elastic means can compensate for these drawbacks, but this results in unfavorable weight, cost, and driveability indicators.
However, fortunately, with a reasonable design and precise construction, a two-stage gear rack can meet the precision requirement of mainstream laser cutting well at present. And, there is still ample room for development.

Fig.6 Precision gear rack of the laser cutting machine
With comprehensive consideration, the precision of the pinion and rack drive is capable of meeting the demands of laser cutting. This drive system offers flexibility in selection, maximizes the servo motor performance, and makes it easier to achieve high dynamic performance.
As a result, gear rack drive has become the primary solution for high-power laser cutting machines.
Linear motors, as a new driving mode, have found widespread usage in various NC equipment, including laser cutting machines.
The following are some of the clear advantages of linear motors:
(1) There is no mechanical contact, and the transmission is generated in the air gap, resulting in no direct wear and tear of the drive component.
(2) The stroke is theoretically unlimited, and the performance of the linear motor is not affected by changes in itinerary.
(3) It can provide a wide range of speed, from several micrometers to several meters per second, with high speed being a prominent advantage.
(4) The acceleration is significant, up to 10g.
(5) High precision and repeatability are achievable. Since the intermediate link is eliminated, the accuracy of the system depends on the position detecting element. With an appropriate feedback device, the final operational accuracy can reach the sub-micron level. This feature has found extensive application in the field of laser precision cutting.
Thanks for requesting a proofreading of the content. Here is the revised version:
Due to the advantages of linear motors, laser cutting machines with linear motors have set industry speed and acceleration records. It seems that the linear motor may eventually replace ball screws and gear racks as the mainstream drive mechanism for laser cutting machines.
However, with the widespread adoption of linear motor drives, new problems have emerged that were not previously anticipated:
(1) The linear motor consumes too much power, especially at high loads and accelerations. The machine’s instantaneous current can put a significant burden on the workshop’s power supply system.
(2) High vibration occurs due to the linear motor’s low dynamic rigidity, which is unable to cushion the damping effect, leading to resonant vibrations at high speeds in other parts of the machine.
(3) The linear electric motor fixed at the bottom of the workbench generates significant heat. The installation position is not conducive to natural heat dissipation, posing a significant challenge to the thermostatic control of the laser cutter.
(4) The motor shaft driven by the linear motor, especially the vertical axis, must be equipped with an additional locking mechanism like a guide clamp to ensure safe operation. This adds to the cost and complexity of the laser cutter.
(5) The linear motor generates a strong magnetic field and attracts iron filings, which can be problematic in laser cutting environments with a lot of tiny metal dust that is melted and cooled by the laser. Maintaining internal cleanliness becomes challenging.
Although foreign manufacturers such as MAZAK and AMADA have introduced complete or partial linear motor-driven models to demonstrate their technical expertise and set speed records, high prices and modest returns have made the market less receptive to this type of model.
Despite the linear motor’s excellent performance, practical issues remain in the application of laser cutting machine drives. While it represents a trend in the future, there is still much work to be done to resolve these issues.
The pursuit of excellent dynamic response is a common goal among various precision CNC machining equipment, especially for high-speed machining in laser cutting machines.
Achieving this objective requires a vast and intricate system project.
In essence, a good load (lightweight, high rigidity, small inertia), a robust transmission chain (high rigidity, fast response, low backlash, high efficiency, low friction), and a powerful motor (inertia matching, quick response, strong torque) are needed.
However, most of these factors are conflicting with each other, making it necessary to select them scientifically and design the drive system reasonably.
Each manufacturer has its unique understanding and approach in selecting and balancing these factors to achieve the best results.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.








