Choosing Air Compressor for Laser Cutting Machine: A Guide
Laser cutting revolutionized manufacturing, but did you know the air compressor plays a crucial role in its success? In this blog post, we’ll dive into the intricacies of choosing the perfect air compressor for your laser cutter. Our expert mechanical engineer will guide you through the key factors to consider, ensuring optimal performance and pristine cut quality. Get ready to discover the secrets behind harnessing the power of compressed air in laser cutting!
Choosing and configuring an air compressor for a laser cutting machine is a complex process that requires consideration of multiple factors, including pressure, flow rate, and air quality. Here are some conclusions we’ve drawn:
Pressure requirement: Laser cutters typically require an air pressure between 10 and 16 kilograms. Most laser cutters use a screw-type air compressor with a pressure of 13-16 kilograms, indicating that this is the primary demand within this pressure range.
Flow rate requirement: The amount of gas a laser cutter uses depends on its power and the material and thickness of the object being cut. For example, for a 3000-watt laser cutter, the flow rate requirement of the corresponding air compressor can be determined by consulting a flow rate table or asking the manufacturer of the laser cutter.
Air quality: To ensure the quality and effectiveness of laser cutting, the compressed air needs to be clean, dry, and stable. Therefore, in addition to the basic pressure and flow rate requirements, special attention should be paid to the configuration of the compressed air post-treatment device, such as three to four-stage pipeline filters, refrigerated dryers, and high-efficiency oil removers. These devices can ensure the quality of the air and prevent moisture and oil from affecting the protective mirror of the laser cutting head.
Type of air compressor: The screw-type air compressor is recommended because it provides more stable, intelligent, and energy-saving air supply. In addition, the permanent magnet variable frequency screw air compressor is also recommended for its energy-saving features.
Importance of a dedicated air compressor: Laser cutters can handle cutting requirements for various materials and complex shapes, and auxiliary gases (such as oxygen, nitrogen, and compressed air) are indispensable for the cutting process. Therefore, choosing a suitable air compressor for a laser cutter is critical to improve cutting results.
In conclusion, when choosing an air compressor for a laser cutter, consider its provided air pressure, flow rate, and air quality. The screw-type air compressor, especially the permanent magnet variable frequency screw air compressor, is a good choice for its stability, intelligence, and energy efficiency. At the same time, to ensure the quality and effectiveness of laser cutting, appropriate post-treatment devices should be configured to ensure the cleanliness and dryness of the air source.
1. Introduction
Laser cutting is a widely used laser processing technology globally. Its use dates back to the 1970s when it was first used for cutting purposes. The rise and popularity of third-generation laser technology in the early 21st century have made laser cutting increasingly popular in processing materials like sheet metal, plastic, glass, ceramics, semiconductors, textiles, wood, and paper.
With the growing demand, many laser enterprises have been developing high-power fiber laser cutting machines. These machines have the advantage of reduced processing costs and flexible payment methods. Today, sheet metal processing enterprises, kitchen and bathroom manufacturers, and automobile parts processing enterprises are using laser cutting machines more frequently, particularly in the sheet metal processing industry, where it has replaced traditional processing methods.
Laser cutting machines can cater to cutting needs for various materials and complex shapes. They require high-energy lasers and auxiliary gases to complete the cutting process. The most common auxiliary gases used for laser cutting are oxygen (O2), nitrogen (N2), and compressed air. Compressed air is easier to obtain and cheaper compared to oxygen and nitrogen, making it a common choice for cutting.
The quality of compressed air directly affects the quality of metal laser cutting, and the stability and size of gas pressure can impact the cutting effect. The air compressor used as auxiliary gas for the laser cutting machine should be selected based on the design of the laser cutting head, auxiliary gas pressure, and nozzle size for the best match with the laser cutting machine.
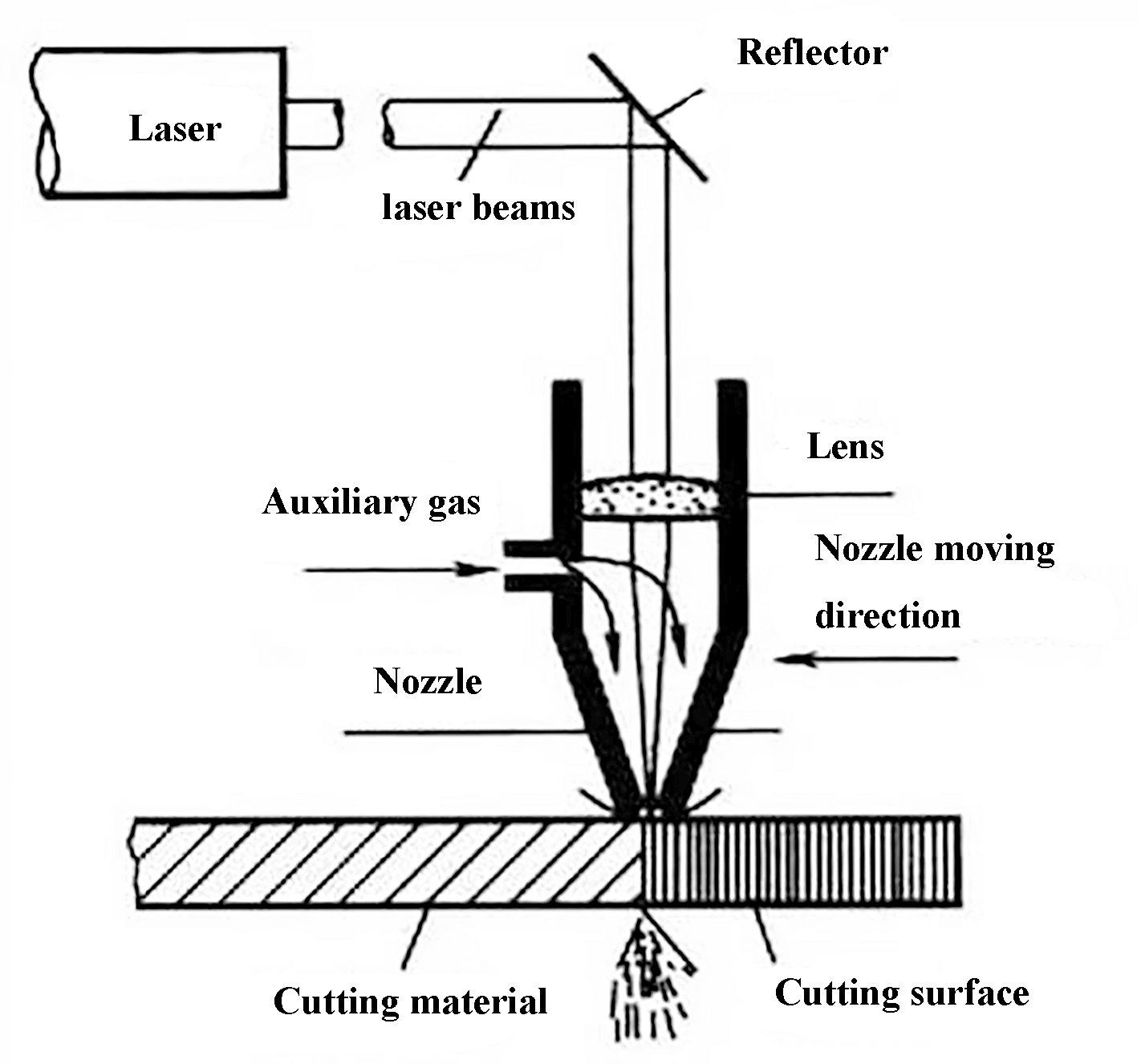
2. Principle of laser cutting
Laser cutting involves the use of a high-power and high-density laser beam that is focused on the workpiece, causing the material at the irradiated area to melt, vaporize, ablate, or reach its ignition point. The melted material is then removed through high-speed airflow, which is coaxial with the beam, enabling the cutting of the workpiece. Laser cutting is a thermal cutting method.
Fig. 1 Principle of laser cutting
2.1 Main methods of laser cutting
Laser cutting can be divided into laser gasification cutting, laser melting cutting, laser oxygen assisted melting cutting and controlled fracture cutting.
1) Laser gasification cutting
Using a laser beam with high power density to heat the workpiece, the temperature rapidly rises and reaches the boiling point of the material in a very short time. As a result, the material begins to vaporize and form vapor. These vapors are expelled at a high speed, creating a cut in the material.
The heat required for material gasification is typically high, so laser gasification cutting requires a significant amount of power and power density.
This cutting method is mainly used for cutting extremely thin metals and non-metallic materials such as paper, cloth, wood, plastic, and rubber.
Fig. 2 Laser gasification cutting
The cutting edge of laser gasification cutting is smooth without burr.
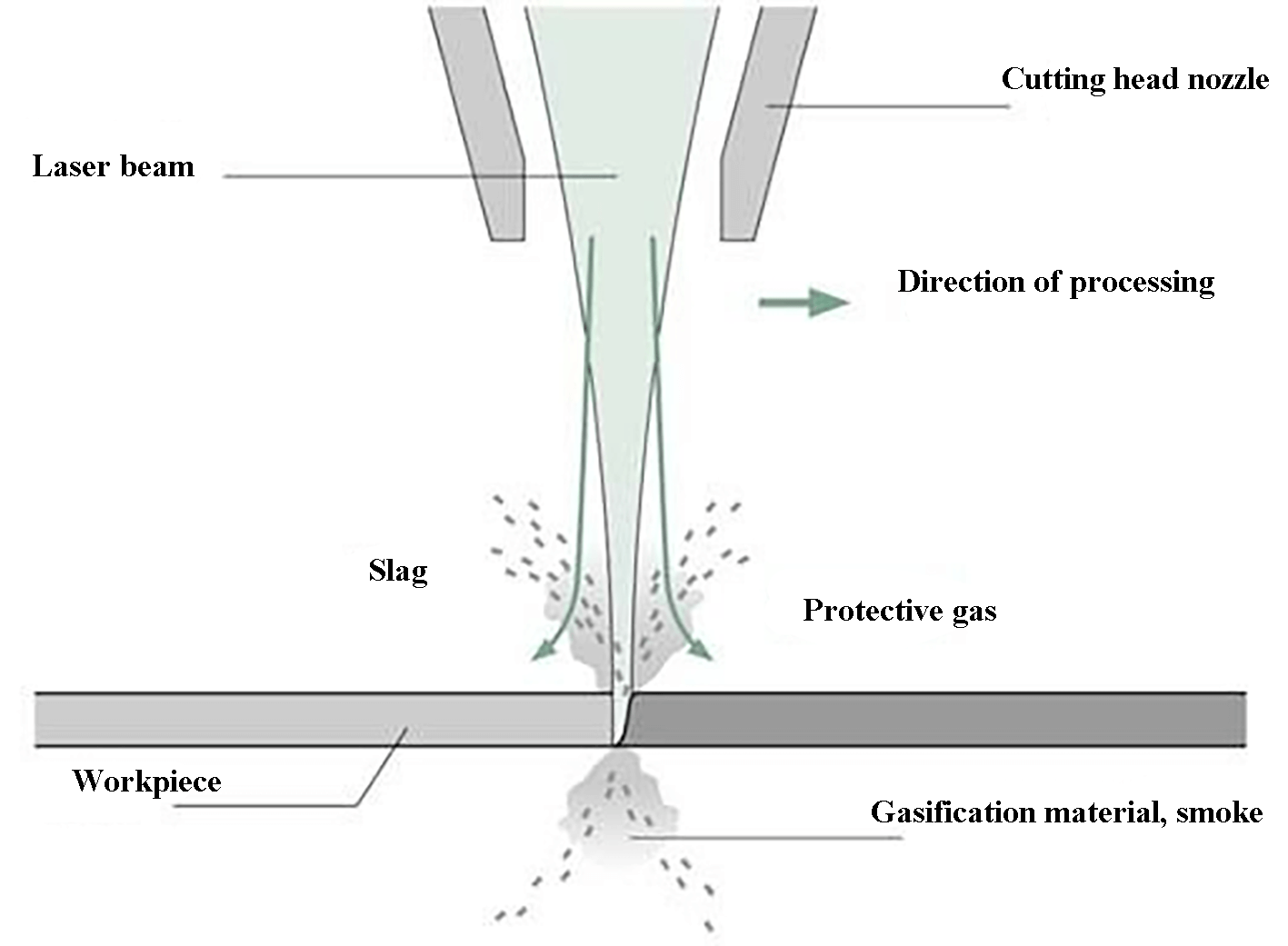
2) Laser melting cutting
Laser melting cutting involves heating metal materials with a laser beam, causing them to melt, and then using high-pressure inert gases (such as N2, Ar, and He) expelled through a nozzle to eliminate the liquid metal and form a cut.
Unlike laser gasification cutting, laser melting cutting doesn’t require complete vaporization of the material and requires only about one-tenth of the laser energy. When cutting sheet materials, the cutting speed affects the amount of laser energy that is lost through the cut.
As the speed increases, more beams can reach the material and increase the power density. When cutting thick plate materials, the speed of melting removal must be fast enough to prevent the laser beam from being reflected multiple times in the cut, thus interrupting the cutting process.
Fig. 3 Laser melting cutting
Laser melting cutting results in a striped edge on the cut.
This method is primarily used for cutting materials or active metals that are not prone to oxidation, such as stainless steel, titanium alloys, and aluminum and its alloys.
While nitrogen is used as the cutting auxiliary gas for better quality, it also increases the cost compared to using oxygen as the cutting auxiliary gas.
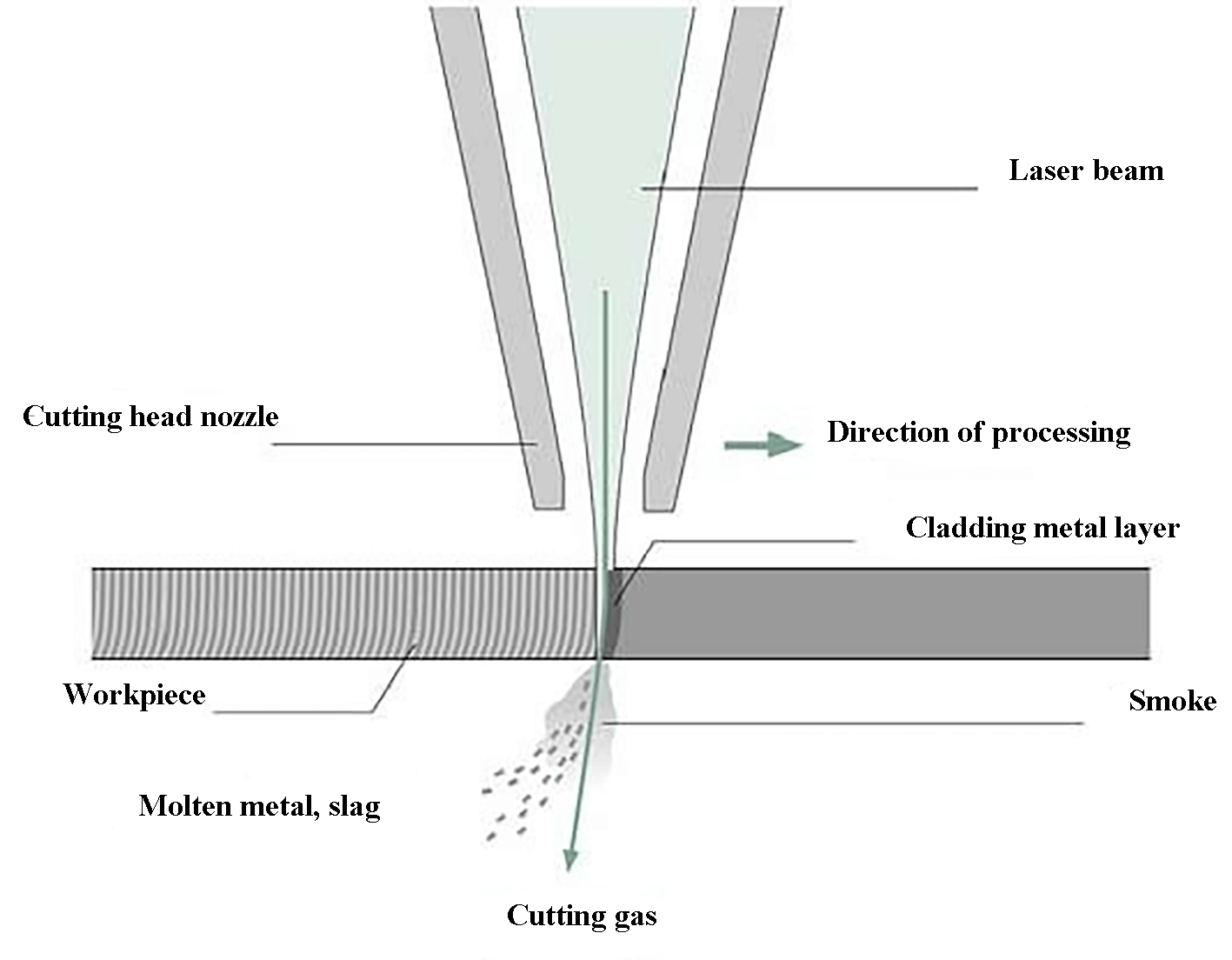
3) Laser oxygen assisted melting cutting
The principle behind laser oxygen-assisted melting cutting is similar to that of oxyacetylene cutting, with the laser serving as the preheating heat source and oxygen as the auxiliary cutting gas.
On one hand, the oxygen reacts with the iron that has been heated to approximately 1500℃ by the laser, causing a large amount of oxidation heat to be continuously released, resulting in the iron element heating up and burning.
On the other hand, molten liquid oxides and melted materials are expelled from the reaction zone, forming a cut in the metal.
The cutting process generates a significant amount of heat due to the oxidation reaction, so the energy required for laser oxygen cutting is only half of that required for melting cutting.
Additionally, the cutting speed is much higher than that of both laser gasification cutting and melting cutting. The roughness of the edge produced by laser oxygen-assisted melting cutting is somewhere between that of laser vaporization cutting and laser melting cutting.
This method is primarily used for cutting carbon steel and other metals that are easily oxidized. It can also be used for processing materials like stainless steel, but the cut section will be black and rough, and the cost will be lower than that of cutting with an inert gas.
4) Controlled fracture cutting
Laser controlled fracture cutting is a process of cutting brittle materials using laser beam heating in a high-speed and controllable manner.
The cutting principle involves heating a small area of the brittle material with a laser beam, which causes thermal gradient and severe mechanical deformation, leading to cracks in the material.
The cutting speed of this process is fast and requires only a small amount of laser power, but if the power is too high, the surface of the workpiece will melt and the cutting edge will be damaged. The main parameters that can be controlled are the laser power and spot size.
2.2 Characteristics of laser cutting
Compared to other cutting methods, laser cutting is known for its high cutting speed and excellent quality. Some key features of laser cutting include:
Good Cutting Quality: Laser cutting provides excellent cutting quality due to its small laser spot size, high energy density, and fast cutting speed.
Thin and Narrow Cut: Laser gas cutting produces a thin and narrow incision, with the sides of the cut being parallel and perpendicular to the surface.
Smooth and Beautiful Cutting Surface: The cutting surface produced by laser cutting is smooth and attractive, making it suitable for use as a final processing step without the need for additional machining.
Small Heat-Affected Zone: The width of the heat-affected zone after laser cutting is small, preserving the properties of the material near the cut. The workpiece shape is precise, and the cutting accuracy is high. A comparison of cutting speeds between laser cutting and other methods is presented in Table 1 using low carbon steel plates as the cutting material.
Fast Cutting Speed: For example, a 2500W laser can cut 1 mm thick cold-rolled carbon steel plates at a speed of 16-19 m/min.
Non-Contact Cutting: During laser cutting, there is no contact between the nozzle and the workpiece, avoiding tool wear and preserving the quality of the cut.
Table 1 Comparison of cutting speed in several cutting methods
3. Comparison of laser cutting with different auxiliary gases
When laser cutting, the choice of cutting gas depends on the material being cut. The selection of the cutting gas and its pressure significantly impact the quality of the laser cutting process.
3.1. Types of auxiliary gas
The commonly used auxiliary gases for laser cutting are oxygen (O2), nitrogen (N2), and compressed air. In some cases, argon (Ar) is also used. The selection of the cutting gas can be divided into high-pressure and low-pressure gas based on the gas pressure.
3.2. Selection of auxiliary gas types
The main functions of the auxiliary gas in laser cutting are as follows:
Supporting combustion and dissipating heat
Blowing off the molten debris produced during cutting in a timely manner
Preventing the molten debris from rebounding into the nozzle and protecting the focus lens.
When choosing different laser cutting technology, the selection of auxiliary gas can vary according to the different cutting materials and the power of the laser cutting machine.
Here are the characteristics, uses, and application scopes of the various auxiliary gases:
1) Oxygen
Oxygen (O2) is primarily used for cutting carbon steel materials. The heat generated from the chemical reaction of oxygen and iron promotes the endothermic melting of metal, which significantly improves the cutting efficiency and allows for the cutting of thicker materials, enhancing the performance of the laser cutting machine.
However, the use of oxygen also results in the formation of an obvious oxide film on the cut edge, and has a hardening effect on the surrounding material, which may affect further processing. The cut edge of the material has a black or dark yellow color.
Carbon steel plates typically use oxygen cutting with low-pressure drilling or low-pressure cutting.
2) Nitrogen
When nitrogen (N2) is used as the auxiliary gas for cutting, it forms a protective atmosphere around the molten metal to prevent oxidation and the formation of an oxide film, thus realizing non-oxidative cutting.
However, since nitrogen does not react with metals, the cutting ability is not as good as oxygen, which has a reaction heat. Additionally, nitrogen cutting consumes several times more nitrogen than oxygen cutting, making it more expensive.
The non-oxidative cutting surface has direct welding, coating, and strong corrosion-resistant properties, and the end face of the incision is white. Nitrogen is generally used to cut stainless steel, galvanized sheet, aluminum and aluminum alloy plates, brass, and other materials using low-pressure perforation and high-pressure cutting.
It is important to note that the gas flow rate has a significant impact on cutting when using nitrogen. When ensuring the cutting gas pressure, it is necessary to ensure adequate gas flow.
3) Compressed air
Compressed air, which can be easily obtained and is very cheap due to its direct supply from an air compressor, is the most economical and practical choice when there is no strict requirement for the color of the material incision.
Although air only contains about 20% oxygen, its cutting efficiency is lower than that of oxygen cutting, but its cutting capacity is close to that of nitrogen, with a slightly higher cutting efficiency than nitrogen cutting. The end face of air cutting appears yellow in color.
Economic comparison of compressed air laser cutting and nitrogen laser cutting
At present, the liquid nitrogen on the market is about 1400 yuan/ton,
The liquid nitrogen for laser cutting needs Dewar tank, which is generally 120 kg/can, and the price of 1kg is more than 3 yuan.
According to 1400 yuan/ton, the specific gravity of nitrogen in the standard state is 1.25 kg/m3.
Therefore, the maximum consumption of liquid nitrogen in a Dewar tank is about 120/1.25 = 96 Nm3.
The cost of nitrogen per Nm3 is 168/96 = 1.75 yuan/Nm3
If Baode PM15TK-16 air compressor is used to provide 16 bar compressed air, it can provide 1.27 m3 per minute.
The full load input power of this type of air compressor is 13.4 kW.
If the industrial electricity charge is calculated as 1.0 yuan / kWh, the air cost per m3 is 13.4 × 1.0 / (1.27×60) = 0.176 yuan/m3.
According to the actual consumption of 0.5 m3 gas per minute and the laser cutting machine working 8 hours a day, the cost saved by air cutting compared with nitrogen cutting is: (1.75 – 0.176) × 8 × 60 × 0.5 = 378 yuan
If the laser cutting machine works for 300 days a year, the cost of gas consumption can be saved: 378 x 300 = 113400 yuan,
Therefore, the use of compressed air instead of nitrogen cutting is very economical and practical.
The gas cost saved in one year is enough to buy three high-quality integrated air compressors.
4) Argon
Argon is an inert gas that can prevent oxidation and nitriding during laser cutting, and it can also be used in solution welding. However, the cost of argon is higher than that of nitrogen, making it not cost-effective to use argon in general laser cutting.
Argon cutting is mainly used for cutting titanium and titanium alloys, and the end face of the incision is white after cutting.
4. Factors affecting the quality of laser cutting
4.1. Factors for evaluating laser cutting quality
There are several ways to assess the edge quality of laser cutting. The visual factors such as the presence of burrs, depression, and grain can be observed without the use of any instruments. However, for more technical factors like perpendicularity, roughness, and incision width, specialized tools are required for measurement.
Additionally, other factors like material deposition, corrosion, heat-affected area, and deformation also play a crucial role in determining the quality of laser cutting. Common issues that can lead to poor cutting quality include over-burning and slag buildup.
The performance of the laser cutting machine, such as the laser power, pulse frequency, cutting speed, focus, polarization direction, nozzle size, and auxiliary gas pressure and flow rate, all impact the evaluation of the laser cutting quality.
Fig. 4 Key factors of evaluating laser cutting quality
1) Overburning occurs when the heat from the melting of the workpiece cannot be efficiently carried away by the high-pressure airflow due to the laser power being too high or the cutting holes or speed being too slow. The solution to this problem is to reduce the laser power and increase the gas flow rate.
Fig. 5 Overburning
2) Adhering slag is also called burr.
The insufficient laser power or auxiliary gas pressure, or excessive cutting speed, results in the auxiliary gas being unable to effectively remove the melted or vaporized materials produced during the cutting process, causing slag to adhere to the bottom edge of the cut surface.
Fig. 6 Adhering slag
4.2. Factors for evaluating laser cutting quality
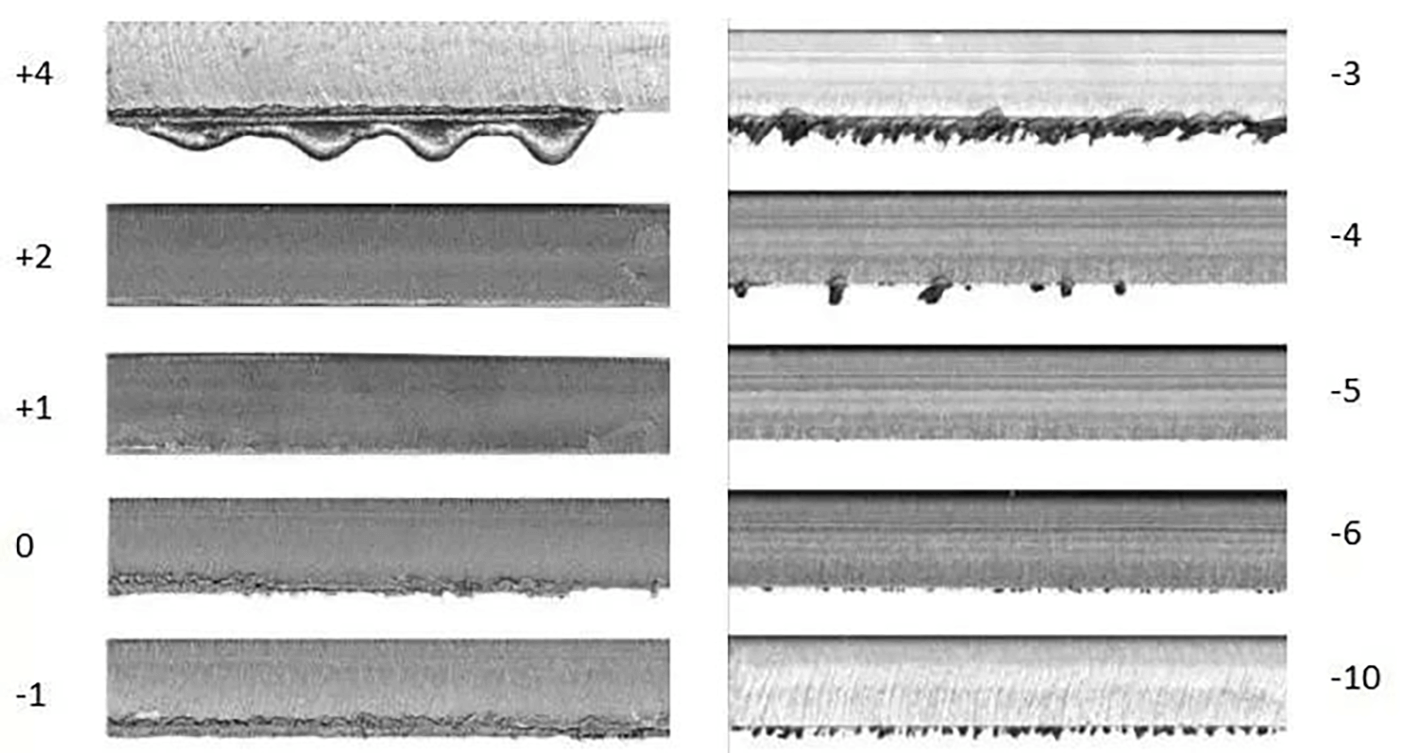
The position of the laser beam focus has a significant impact on the quality of cutting. Different focus positions need to be adjusted when cutting different materials.
Sometimes, the presence of cutting burr is not due to inadequate auxiliary gas pressure, but rather due to a focus that is too high. The impact of the beam focus position on the cutting quality is depicted in Figure 7.
Fig. 7 Influence of beam focus on cutting effect (carbon steel: 15mm, stainless steel: 8mm)
4.3. Influence of cutting speed on cutting quality
1) The cutting speed is too fast
It may cause unable to cut with splash sparks;
Some areas can be cut off, some areas can not be cut off;
The whole cutting section is rough;
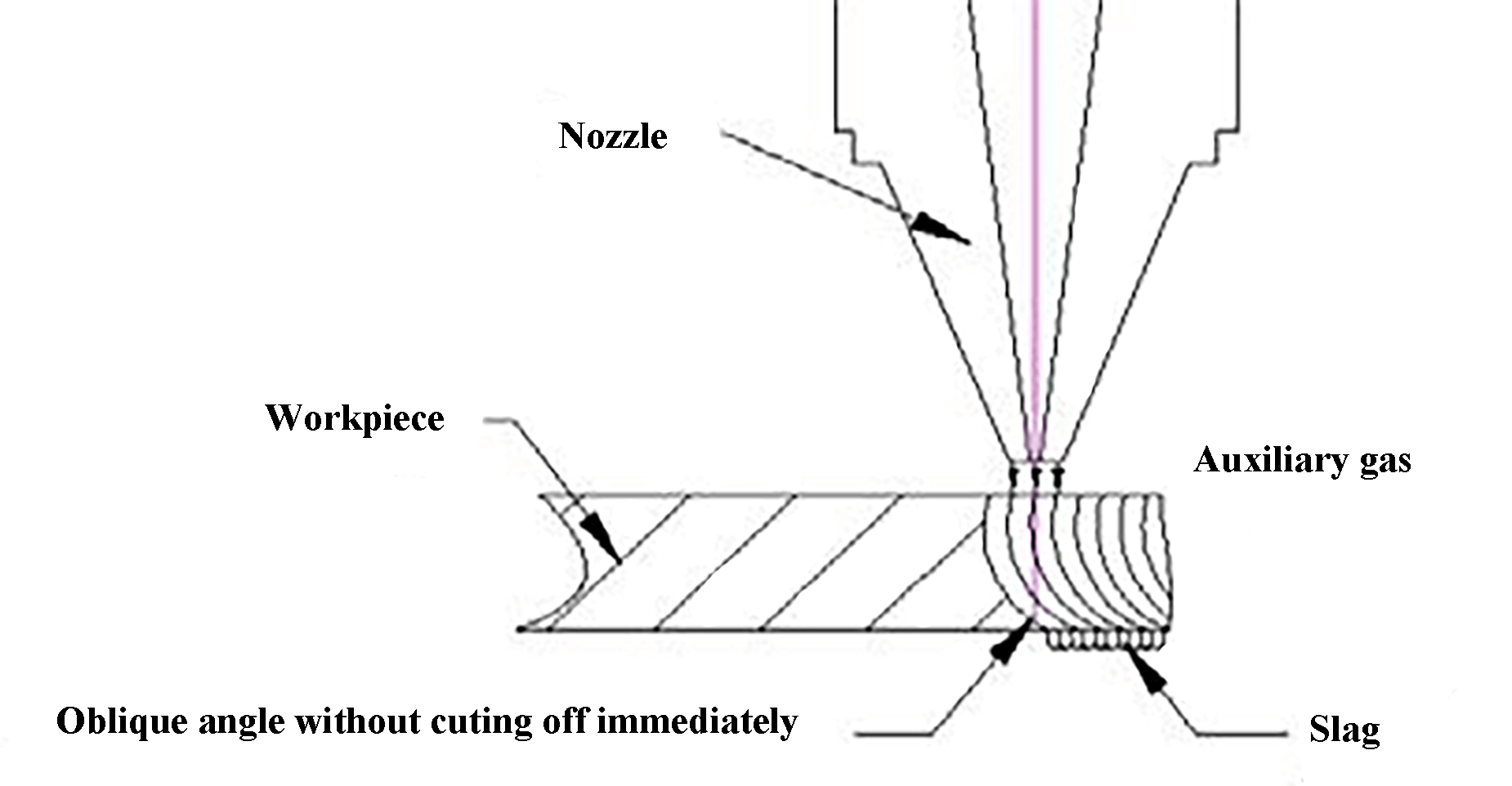
A diagonal cut pattern is formed and slag is produced in the lower part of the plate (Fig. 8).
Fig. 8 Effect of too fast cutting speed
2) Cutting speed is too slow
The results show that the cutting plate is over melted and the cutting section is rough;
When the cutting seam is widened, the whole area will melt at the small fillet or sharp corner, resulting in overburning;
Cutting efficiency is reduced.
4.4. Influence of nozzle on laser cutting quality
The position of the center of the nozzle in relation to the center of the laser beam affects the quality of cutting. When the centers are misaligned, the high-speed airflow from the nozzle can cause molten material to accumulate on one side, resulting in slag and making it difficult to cut.
It’s important to choose an appropriate nozzle size.
When cutting thick plates, a large nozzle is necessary to accommodate the large diameter of the laser beam. However, a large nozzle also has its drawbacks. The slow air flow speed and weakened ability to blow out molten material can lead to burr formation on the cutting section.
Additionally, the large size of the nozzle can cause slag and smoke generated during laser cutting to splash into the nozzle, potentially damaging the protective lens. For high-power laser machines, the reflected laser beam can even burn the laser head.
4.5. Influence of compressed air quality on laser cutting quality
The quality of compressed air greatly affects the outcome of laser cutting.
Compressed air often contains water mist and oil, which if not cleaned can seriously affect the transmission of the laser beam through the protective mirror of the laser cutting head, causing it to lose focus, resulting in incomplete cuts and producing waste.
In the case of super high-power laser cutting machines, even the smallest amount of oil film or water mist on the mirror or nozzle surface can lead to high-energy laser emission that can burn the laser head.
The price of the laser head for a super high-power laser cutting machine (above 12,000W) is more than 20,000.
However, many air compressor providers are not able to effectively remove oil and moisture from the compressed air.
As a result, most users of ultra-high-power laser cutting machines are reluctant to use compressed air as the auxiliary gas due to the potential risks.
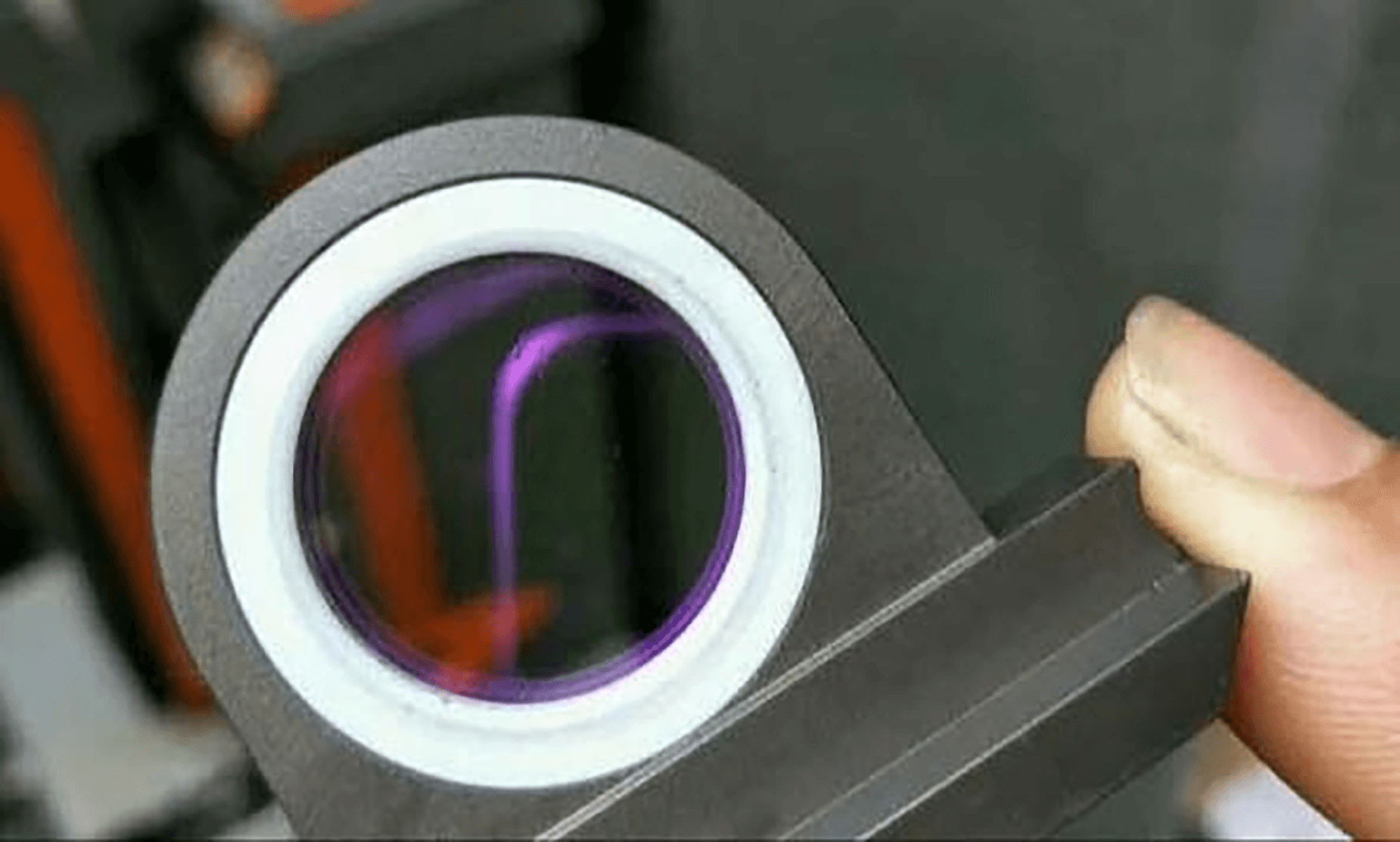
Figures 9 and 10 illustrate the difference between uncontaminated and contaminated lenses, respectively.
Fig. 9 Uncontaminated lenses
Fig. 10 Contaminated lenses
5. The factors affecting the thickness and efficiency of metal laser cutting
A comprehensive consideration of the laser power, auxiliary gas type, pressure, and flow rate is necessary when selecting an air compressor for a laser cutting machine.
This is based on the results from numerous practices that demonstrate that these factors greatly impact the metal laser cutting thickness and efficiency.
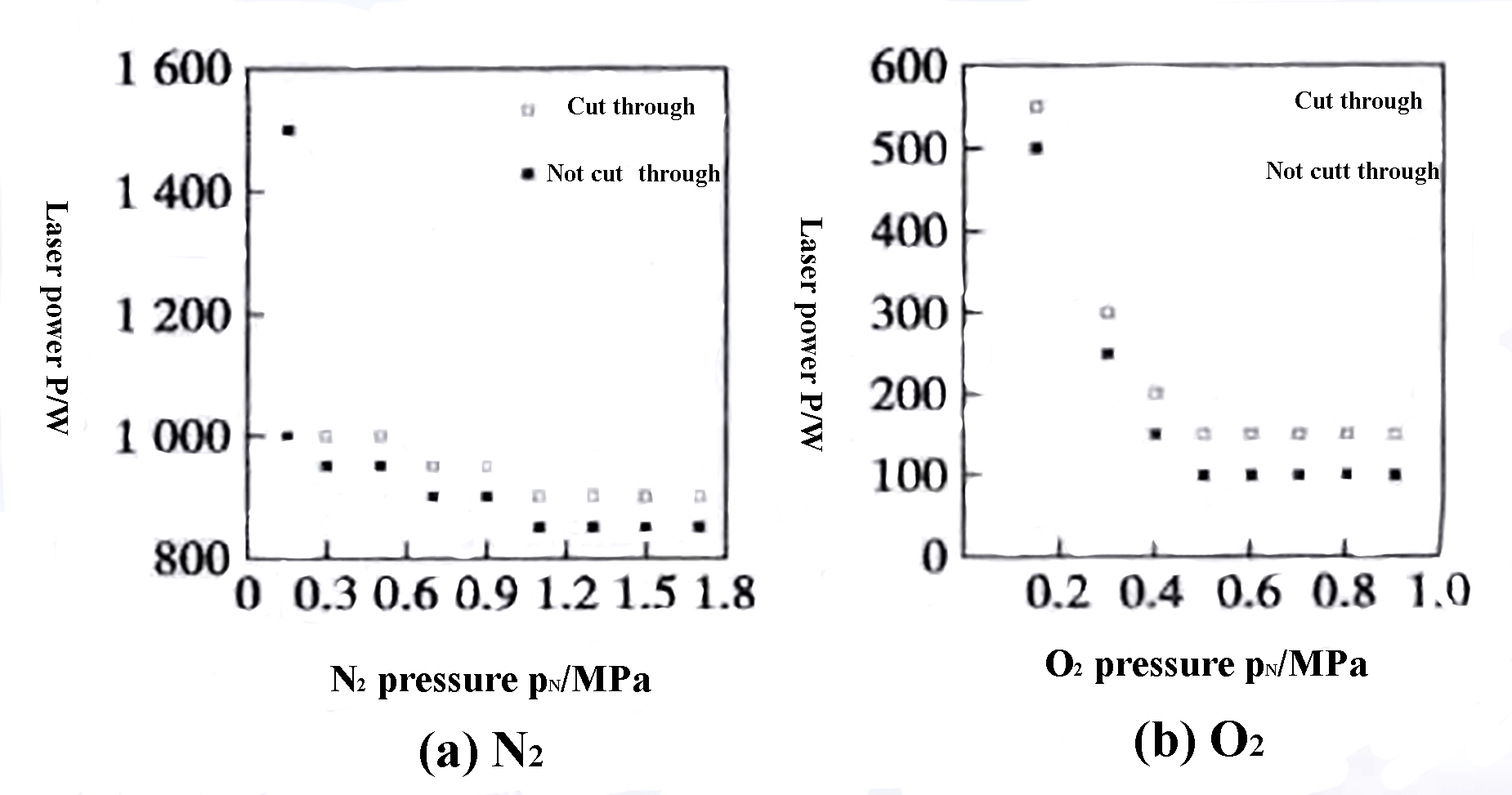
The influence of laser power and auxiliary gas pressure on laser cutting ability is shown in Fig. 9, according to experiment 4 of a laser cutting research study conducted by Tsinghua University. The cutting speed was 3 m/min, with a spot diameter of 0.16 mm, a conical nozzle shape, a nozzle bottom diameter of 1.5 mm, and a 1 mm distance between the nozzle and workpiece.
Fig. 11 Influence of laser power and auxiliary gas pressure on laser cutting ability
As shown in Fig. 11 (a), it can be observed that for a 2 mm thick low carbon steel plate, if the laser power is less than 860 W, the workpiece cannot be cut, regardless of how much the pressure of auxiliary gas nitrogen is increased. This is because the energy provided by the laser is not sufficient to penetrate the workpiece.
On the other hand, if the laser power is adequate to penetrate the workpiece, then the higher the laser power, the lower the required auxiliary gas pressure.
From Fig. 11 (b), it can be seen that when oxygen is used to cut the same thickness of low carbon steel plate, the influence of laser energy and auxiliary gas pressure on cutting ability is comparable to that of nitrogen cutting. However, the laser power and auxiliary gas pressure required for cutting are significantly reduced.
This is because oxygen reacts with iron during the cutting process, releasing roughly four times the laser power. This is why general medium-powered laser cutting machines tend to prefer oxygen cutting when cutting low carbon steel plates that are 2 mm or thicker.
When cutting carbon steel plates with compressed air, there is about 20% oxygen in the air. This portion of oxygen also reacts with the iron element and releases heat during the cutting process, making the efficiency of cutting carbon steel plates with compressed air slightly higher than with nitrogen.
Additionally, the cutting capacity of laser cutting machines varies between manufacturers due to differences in laser and technology, and this post references the public data of several representative manufacturers for comparison.
Table 2 Maximum cutting thickness of Han’s laser cutting machine, mm
Table 3 Maximum cutting thickness of HG laser cutting machine, mm
Marvel series fiber laser
Material
3300W
4200W
6000W
8000W
10000W
12000W
Low carbon steel
20
20
22
25
25
25
Stainless steel
10
12
20
25
30
40
Aluminum alloy
10
12
20
25
30
30
Brass
6
8
12
14
16
20
Table 4 Maximum cutting thickness of Bystronic laser cutting machine, mm
Material
500W
1000W
2000W
3000W
Low carbon steel
6
10
16
20
Stainless steel
3
5
8
10
Aluminum alloy
2
3
5
8
Brass
2
3
5
8
Due to the reduction in laser costs, the overall cost of laser cutting machines has been greatly decreased. Currently, the majority of metal processing users purchase laser cutting machines with a power of 3000-4000 W.
However, a small number of metal processing users in the metal material market mainly opt for ultra-high power laser cutting machines with a power of 12000-15000 W.
As a result, laser cutting can typically be used for low-carbon steel plates with a thickness of less than 22-25 mm, as well as for stainless steel plates, aluminum alloy plates, and copper alloy plates with a thickness of less than 10-16 mm.
Among them,
Low carbon steel plate with a thickness less than 2-2.5mm should be cut with high-pressure compressed air;
Low carbon steel plate with thickness of 2-2.5mm should be cut by oxygen;
Stainless steel plate, galvanized sheet, aluminum alloy plate and copper alloy plate should be cut with nitrogen or high pressure compressed air.
6. Selection of air compressor
6.1. Selection of air compressor pressure and displacement
According to previous discussions, the thickness of the plate that can be cut by a laser cutting machine equipped with an air compressor primarily depends on the laser power, and is not significantly impacted by the pressure of the compressed air.
If the laser power is sufficient, the pressure of the compressed air will not affect the cutting ability. Conversely, if the laser power is not strong enough, increasing the pressure of the compressed air will not improve the cutting.
However, if the laser power is sufficient, higher compressed air pressure leads to better laser cutting quality and increased cutting efficiency. The development of laser cutting machine power has progressed from small to medium, high, and even super-power over time.
The pressure requirements of air compressors supporting laser cutting machines have evolved over time, starting from 8 bar, increasing to 13 bar two years ago, and currently at 16 bar with plans to reach 20-30 bar in the future.
The compressed air, after being dried and purified, is divided into three channels for the laser cutting machine that uses it as an auxiliary gas: cutting gas, cylinder power source, and optical path positive pressure dust removal gas to ensure proper operation.
Cutting gas accounts for approximately 80-90% of the total consumption of compressed air. Machines that don’t use compressed air as auxiliary gas, but instead use nitrogen or oxygen, still require a small air compressor to provide a cylinder power source with a 6-7 bar atmospheric air source.
To determine the necessary amount of air compressor for laser cutting machines using compressed air as auxiliary gas, it is necessary to calculate the compressed airflow through the nozzle.
The absolute pressure of air before and after the nozzle is represented as P and P0, respectively. Based on nozzle theory, when P0/P is less than or equal to 0.528, the flow rate of compressed air passing through the nozzle in standard state can be calculated.
Where,
Q – air flow, L/min
S – effective area of nozzle, m2
μ – flow coefficient, μ < 1, generally taken as 0.92-0.94
A – nozzle area
d – nozzle diameter, m
p – absolute pressure in front of nozzle, Pa
T – stagnation temperature of gas in front of nozzle, K
p – absolute pressure in front of nozzle, Pa
T – stagnation temperature of gas in front of nozzle, K
The calculation of the air compressor discharge must take into account the free travel time of the laser cutting machine, with the actual working time being between 50-70%. The actual required displacement, QN, can be calculated as follows:
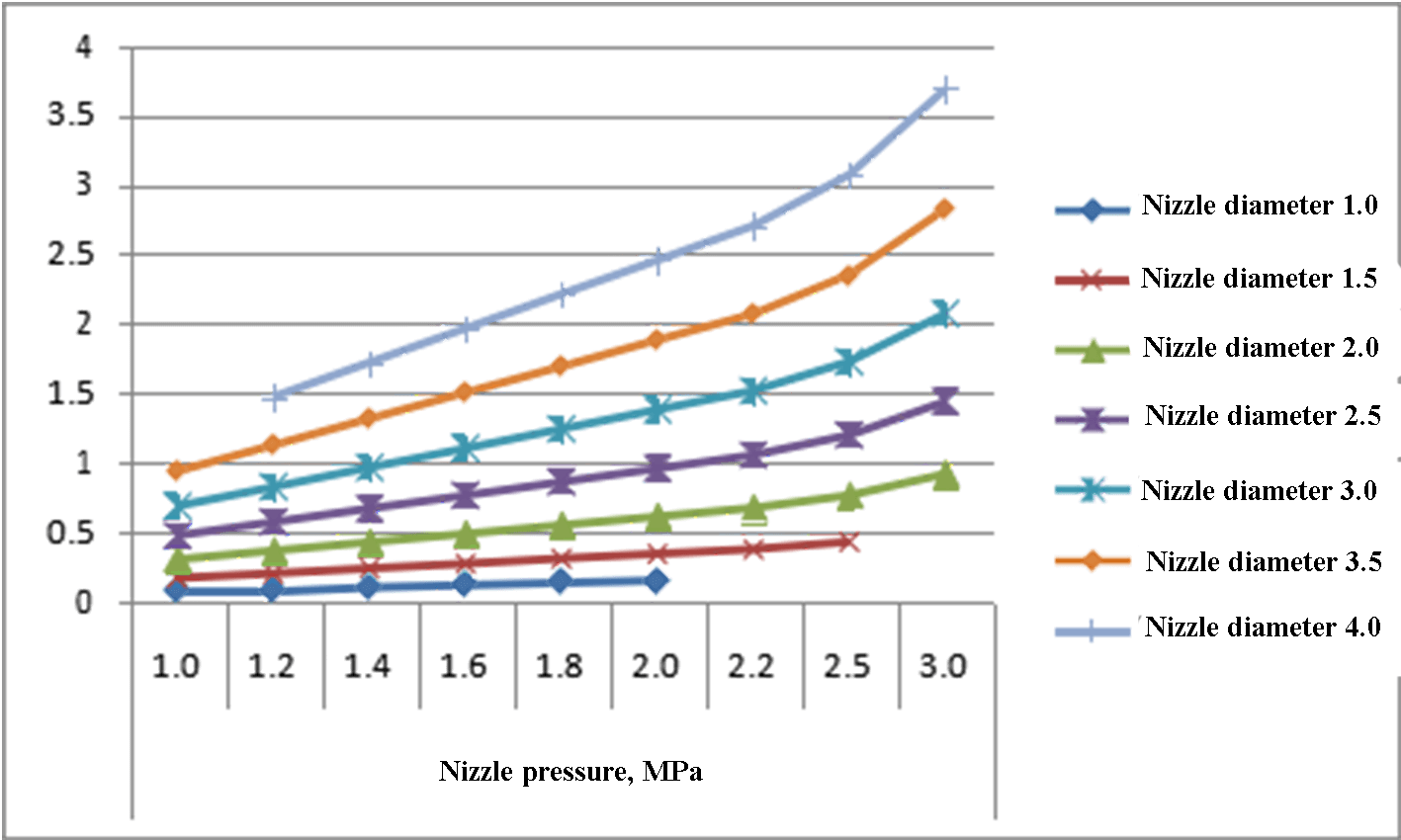
According to the power of the laser cutting machine, the common seven nozzle specifications are: 1.0, 1.5, 2.0, 2.5, 3.0, 3.5, 4.0 mm.
Fig. 12 shows the auxiliary gas flow rate of nozzles with different cutting pressure.
Fig. 12 Auxiliary gas flow rate of nozzles with different cutting pressure, m3/min
Example 1:
A user’s laser cutting machine uses a 2.0 mm nozzle, and the cutting pressure is expected to reach 1.6 MPa absolute pressure.
How should an air compressor be equipped?
Answer:
As shown in Figure 12, a compressed air flow of 0.491 m3/min is required for 2.0 mm nozzle to maintain 1.6 Mpa absolute pressure;
If the actual outgassing time is 70% and 90% of the air displacement of the compressor is used for auxiliary cutting calculation, the required gas volume is: 0.491 * 0.7/0.9 = 0.382 m3/min, and that of two compressors is not less than 0.764 m3/min.
The nominal discharge capacity of a Baode11TK/16 compressor is 0.97 m3/min, which can be equipped with two laser cutting machines with 2.0 mm nozzle (one driven two), or a laser cutting machine with 2.5mm nozzle.
Example 2:
How can a Baode15TK/16 laser cutting integrated air compressor be equipped with a laser cutting machine?
Answer:
The nominal discharge capacity of Baode15TK/16 compressor is 1.27 m3/min, which can be converted into: 1.27 * 0.9/0.7 = 1.633 m3/min
According to Fig. 12, one Baode15TK/16 integrated air compressor for laser cutting can be equipped with one laser cutting machine equipped with 3.5 mm nozzle or two laser cutting machines with 2.5mm nozzle (one driven two).
6.2. Selection of air compressor type and system
The quality of compressed air has a direct impact on the quality of laser cutting, and since the laser cutting machine typically operates continuously, the air compressor is usually located close to it.
As a result, the air compressor must be equipped with an effective dryer to remove as much moisture as possible from the compressed air, followed by a high-precision filter group with sufficient accuracy to fully filter out oil and dust particles.
Once the post-treatment has been completed, the pressure dew point of the compressed air reaches 2-5°C, with a residual oil content of less than 0.001 ppm and particle content of less than 0.01 μM.
After the air has been dried, its temperature is brought back to a level close to normal, which helps to effectively prevent condensation from occurring again.
Such high-quality compressed air can sustain the long-term stable operation of the laser cutting machine and eliminates the need for frequent cleaning of the protective lens.
The piston air compressor is capable of producing high pressure, but it is known for its noise, numerous vulnerable parts, and poor handling of exhaust oil.
Therefore, it is not recommended to use a piston air compressor for pressure below 1.6 Mpa.
It is generally recommended to choose a screw-type air compressor with an appropriate cold dryer and precision filter for pressure below 1.6 Mpa.
The compressor should be equipped with a permanent magnet variable frequency motor, which maintains stability in air supply pressure and ensures optimal cutting results.
Most users lack knowledge of air compressors and compressed air purification treatment. If users purchase the air compressor, air storage tank, cold dryer, and filter individually and attempt to install them on their own, it can be both time-consuming and result in a system that does not meet the required compressed air quality standards.
An integrated air compressor combines the compressor, air storage tank, water separator, cold dryer, and filter into one unit, eliminating the need for users to provide their own gas tank, cold dryer, and filter, as well as the hassle of on-site installation and connection, and the inconvenience of dealing with multiple suppliers for service.
It offers continuous, stable, and clean compressed air, making it an ideal option for supporting high-powered laser cutting machines.
Fig. 13 Integrated air compressor for laser cutting machine
Currently, laser cutting machines that require compressed air at a pressure greater than 1.6 Mpa mainly use piston compressors, however, their development has been slow due to limitations in terms of reliability and quality.
As the use of high-powered laser cutting machines becomes more widespread, the demand for cutting thick plates is increasing.
It is necessary to develop a small-flow, high-pressure screw air compressor with a rated discharge pressure of ≥ 2.0 Mpa.
7. Problems needing attention
7.1 Over–consideration of the purchase cost
When buying an air compressor for laser cutting, considering only the purchase cost may result in purchasing a substandard product in the end.
Suppliers also need to make a profit, and if they sell a high-quality compressed air compressor system at the lowest price in the market, they won’t be making any profit.
For the sake of their business and profits, they may compromise on quality by using cheaper and inferior components.
For instance, to compete and increase profits, some cooling dryers with a nominal treatment flow of 1 m3/min are now available in the market, but none of them can reach the nominal pressure dew point temperature of 2-8 ℃, with actual pressure dew points above 12-16 ℃.
If a laser cutting machine uses such a cooling dryer, the protective lens would need to be cleaned multiple times a day, and the quality of the laser cutting would be impacted.
Similarly, the oil and gas separation core and its value-adding precision filter are not cheap.
7.2 Greedy psychology
When choosing an air compressor for laser cutting, users may be inclined to choose a compressor with a larger displacement than what is actually needed, and sales personnel may also try to sell them a larger compressor.
However, if the displacement is significantly larger than the actual demand, even with frequency conversion regulation, the compressor may still run at a low frequency and provide an excessive amount of air, causing the machine to enter a shutdown sleep state.
To maintain a stable air pressure, the compressor will have to start operation again once air is needed, leading to frequent “start-run-sleep-start-run-sleep” cycles, which can shorten the life of the compressor and increase the oil content in the exhaust.
In cases where the compressor is too large, it may be necessary to modify the controller parameters to reduce the frequency of automatic start and stop, such as increasing the no-load delay from 10 seconds to 180 seconds.
7.3 Good operating habits
If the air compressor is started before the cold dryer, it is possible that the exhaust air will not reach the required pressure dew point for a prolonged period. If the laser cutting machine is operated in this state, there is a risk that the water in the compressed air will condense on the protective lens of the laser cutting head.
The proper operating procedure is to start the cold dryer first and then start the air compressor once the refrigerant temperature has dropped to around 5°C.
7.4 Operating temperature setting
The general air compressor with an exhaust pressure of 7-8 bar operates at a temperature of not more than 90°C under normal conditions. The manufacturer typically sets the exhaust temperature between 78-85°C.
However, for air compressors with an exhaust pressure of more than 1.6 MPa, maintaining such a low exhaust temperature can be problematic when used on a laser cutting machine.
During the summer, the high-pressure air compressor operates at an exhaust temperature of around 80°C, which makes it easier for the water to separate and emulsify the lubricating oil, causing a sharp increase in the oil content in the exhaust.
This can result in poor cutting performance or even damage to the focusing lens. The exhaust temperature should be set according to the location and season, as shown in Figure 14.
Fig. 14 Saturated air pressure dew point
7.5 pay attention to daily maintenance
1) Before starting work each day, it is necessary to drain the condensate from the air tank and check for oil stains in the condensate water.
2) The oil return condition of the oil return pipe from the oil-gas separator to the compressor’s main engine should be monitored through the sight glass (Figure 15) to determine if the oil content in the exhaust gas is high or low and if the lubricating oil or oil separation core needs to be replaced.
a. High-speed airflow carrying a small amount of lubricating oil is visible through the sight glass – this is considered normal;
b. The sight glass is filled with lubricating oil and moves slowly – this indicates a blockage in the pipeline and needs to be cleaned;
c. High-speed airflow carrying a significant amount of lubricating oil is visible through the sight glass – this suggests that the oil separation effect is poor, resulting in a high oil content in the exhaust gas, and requires immediate attention.
Fig. 15 Oil return sight glass
3) Replace the filter element of the precision filter within the manufacturer’s specified time.
4) Replace the air filter element, oil separator, oil filter, and lubricating oil within the manufacturer’s specified time.
Conclusion: Compressed air is widely used as a supporting gas in laser cutting machines. It can be used in place of oxygen for cutting carbon steel sheets and nitrogen for cutting stainless steel, galvanized sheets, aluminum alloys, and copper alloys. The proper selection and use of an air compressor not only ensures the quality of laser cutting but also provides a good cutting efficiency and a significant cost savings.
What are the specific advantages and disadvantages of using a screw-type air compressor in a laser cutting machine?
Using a screw-type air compressor as an auxiliary device for a laser cutting machine has the following specific advantages and disadvantages:
Advantages:
Stable air pressure output: The screw-type air compressor can provide stable high-pressure gas, which is crucial for blowing and cooling the cutting area during the laser cutting process, helping to achieve the best cutting effect.
Efficient operation: The dedicated screw-type air compressor can directly output high-quality compressed air, ensuring the efficient operation of the laser cutting machine.
Energy saving and consumption reduction: The use of a variable frequency controlled cooling fan can reduce noise while saving energy.
Disadvantages:
Output pressure limitation: Although the screw-type air compressor is sturdy, durable, and easy to maintain, its output pressure may be somewhat limited, which could potentially affect the quality and efficiency of laser cutting.
Cost issues: In the long run, despite a relatively high initial investment, considering its stability and energy-saving characteristics, the long-term operating cost may decrease. However, for some small businesses or businesses with limited initial budgets, the initially higher investment cost may be a consideration factor.
What is the working principle of the post-processing devices (such as pipeline filters, refrigerated dryers) of the air compressor used by the laser cutting machine, and their effects on the quality of laser cutting?
The post-processing devices of the air compressor used by the laser cutting machine mainly include pipeline filters and refrigerated dryers. The working principles of these devices and their effects on the quality of laser cutting are as follows:
Pipeline Filter:
Its primary function is to remove dust, impurities, and other pollutants from the compressed air. In the laser cutting process, compressed air serves as a crucial source of protective gas, power source, and dust blowing. If the compressed air contains a large amount of oil film or dust, it will directly affect the quality and efficiency of laser cutting. Therefore, installing water and oil mist filters is essential to ensure the air entering the refrigerated dryer is clean, with a typical precision range of 3~25μm.
Refrigerated Dryer:
The refrigerated dryer uses technology dating back over 100 years, removing moisture by lowering the temperature of the compressed air, thus improving the dryness of the compressed air. This technology can effectively reduce the moisture content in the compressed air, but its effect may vary depending on geographical location, requiring the selection of an appropriate dryer type (such as adsorption dryer or refrigerated dryer) based on actual conditions. The choice of a refrigerated dryer is crucial for laser cutting quality, as moisture in the compressed air can cause the laser to diffuse, thereby affecting cutting capability and efficiency.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Choosing the right high-power fiber laser for your industrial needs can be a daunting task. Does higher power always mean better efficiency? Not necessarily. This guide explores common misconceptions and…
What if adjusting the focus of your laser cutter could mean the difference between a clean cut and a failed project? In laser cutting, the focal point's position is crucial…
Imagine slashing your laser cutting costs while boosting efficiency with a simple change. This article explores how using air as an auxiliary gas in laser cutting can achieve just that.…
Have you ever struggled with choosing the right laser cutting nozzle for your project? Selecting the optimal nozzle is crucial for achieving clean, precise cuts and maximizing efficiency. In this…
Curious about the capabilities of laser cutting? In this comprehensive guide, we'll dive into the world of laser cutting speeds and thicknesses for various metals. Our expert mechanical engineer will…
Have you ever wondered what makes a laser cutting machine tick? In this blog post, we'll dive deep into the inner workings of these high-precision machines that have revolutionized the…
Intrigued by the art of laser cutting? This blog post dives deep into the critical parameters that make or break cut quality and efficiency. Discover insider tips from seasoned mechanical…
Are you curious about the cutting-edge technology revolutionizing manufacturing? In this blog post, we'll dive into the world of laser cutting machines, exploring their advantages and the top manufacturers dominating…
In the rapidly evolving world of metal cutting, a battle rages between laser and plasma. As technology advances, the landscape shifts, challenging long-held assumptions. Join us as we explore the…