A few days ago, I spoke with a colleague about the welding line.
Their upstream customers have very high requirements for the welding line.
I asked if this defect could be eradicated. You may have had similar experiences with such a difficult problem.
Today, I will discuss with you the welding line, including its generation mechanism, history, and solutions.
1. Mechanism of welding line
The welding line, also referred to as the fusion line or bonding line, is formed when the cooled molten resin from the leading edge fails to fuse completely at the joint, resulting in a visible line.
This phenomenon is commonly observed at the point where two streams meet, or where one stream converges after bypassing certain geometric shapes, such as holes, on the workpiece.
As depicted in Fig. 1, the material flow from gate 1 and gate 2 eventually creates a welding line on the surface of the product.
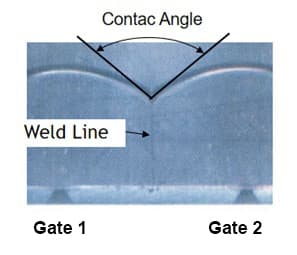
Fig. 1 welding line
Let’s take another look at the melt flow pattern prior to the formation of the welding line.
Due to the significant temperature difference between the mold and the melted plastic, a frozen layer is formed on the surface, resulting in a gap at the joint. The plastic material is unable to replicate the mold surface perfectly.
Increasing the melt temperature improves the feeding effect, but causes the surface plastic molecular chains to misalign, leading to the formation of a welding line as depicted in Fig. 2.
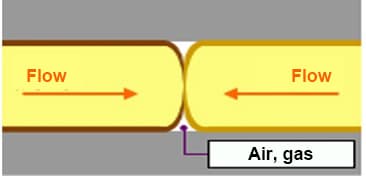
Fig. 2 copy of welding line
The two resin streams at the welding point do not mix with each other because they advance while semi-curing in the jet stream.
However, if the temperature is low, the surface layer will thicken, the texture will become more apparent, and the strength will be reduced due to the weak adhesive force between the two.
2. Hazards of welding line
The welding line poses mainly two problems.
Firstly, there is a structural problem. The parts are more susceptible to breakage or deformation at the welding line, especially when the welding line quality is poor. This weakness is a more severe issue in areas where the parts are under stress.
Secondly, there may be visible defects on the surface of the parts. The welding line can cause lines, grooves or color changes on the surface of the parts. If the welding line is located on the surface of a non-critical part (e.g., the bottom), this may not be a problem.
3. Influencing factors of welding line
(1) Temperature
When two streams of resin meet, they will fuse together. The extent of fusion is more prominent when the temperature of the resin streams is lower.
Conversely, if the temperature of the two resin streams is high, the adhesive force between them will increase, resulting in less obvious fusion.
(2) Pressure
At the point of fusion, the two melted resins are pressed together, and the level of adhesion depends on the amount of pressure applied.
Lower holding pressure results in a more pronounced fusion but weaker adhesion. As the curing process continues, pressure transfer becomes increasingly challenging.
Furthermore, if the size of the gate runner is reduced, and the position of the gate is poor, the appearance and strength of the fusion will deteriorate.
(3) Angle
When two streams meet at their front, the fusion line is more noticeable when the angle between them is smaller. Conversely, when the angle is larger, the fusion line is less evident.
In Moldflow, the fusion line forms when the melt polymerization angle is less than 135°, and no fusion line forms when the angle is greater than 135°.
Although the fusion line is not visible to the naked eye, it is still acceptable.
(4) Exhaust
Fusion refers to the point where the resin meets and merges, which may also be the endpoint of the flow.
If there is inadequate provision of an exhaust port at this location to release gas, the quality and strength of the fusion will deteriorate.
(5) Filling speed
If the filling rate is too slow, the melt flow front may not reach the filling end, and the farther the melt is from the gate, the more likely it is to freeze. This can result in a low-quality welding line.
Similarly, if the flow length is too long, the temperature of the melt front may decrease significantly when the welding line is formed at the end. This can also lead to a low-quality welding line.
4. Solution of welding line
First, raise the temperature
To achieve better fusion of the two streams at the front, increase the melt temperature when it is low, but be careful not to exceed the material’s degradation temperature.
Similarly, increasing the mold temperature is recommended when it is low to improve the fusion of the material flow front.
The frozen layer in the melt is formed when the temperature is below the material conversion temperature.
By increasing the mold temperature above the conversion temperature, the melting line issue can be fundamentally resolved.
Technically, hot and cold processes as well as electromagnetic heating can achieve the aforementioned effects, albeit at a higher cost than ordinary molds.
Figure 3 displays the welding line effect of high-gloss molds, with the left side depicting ordinary molds, and the right side depicting the high-gloss molds.
The mold temperature was increased to over 150℃ using hot and cold processes, while the material conversion temperature was around 145℃.

Fig. 3 Comparison of welding lines
Second, for insufficient filling end pressure
If the filling end pressure is low, increasing the holding pressure can improve the fusion between the two melt fronts. This ensures that the material flow front with the highest temperature meets at the cavity wall, where these areas receive the maximum holding pressure to activate the plastic shear thinning property.
Third, the angle is too small
Adjust the wall thickness of the product or the position of the gate to increase the confluence angle of the melt.
Fourth, for trapped gas
Injecting exhaust gas at the filling end can improve the merging of the front ends of the two melts. However, it is important to ensure that the exhaust position is correct, as improper positioning of the exhaust will not effectively remove exhaust gas.
Fifth, the filling rate is too slow
It is important to utilize the shear thinning property of plastic. Increasing the filling rate will raise the temperature of the material flow front, enhance the shear thinning effect, and ultimately improve the bonding line’s strength.
When the filling distance is too long, it should be noted that the filling distance should not exceed a certain limit (L / T = length to wall thickness, which should be less than 250:1).
If L / T exceeds 250:1, it is usually considered as thin-walled molding. In this case, the flow length ratio can be reduced, or a new gate can be added. However, this may lead to improper positioning of a new weld line gate.
5. Evaluation standard of welding line
In Moldflow, a welding line is formed when the melt polymerization angle is less than 135°, and no welding line is formed when the angle is greater than 135°.
The following is a summary of experience shared by a company:
A visible welding line occurs when the confluence angle of the welding line is less than 75°, but it is not visible when the angle is greater than 75°, as shown in Fig. 4.
Moreover, all companies can develop industry standards suitable for their own products based on their appearance requirements, structural characteristics, and material types.

Fig. 4 welding line angle and depth
The forming conditions determine the quality of the welding or fusion line, and the strength of the welding line is influenced by the formation temperature and the pressure applied to the welding before the parts freeze.
The pressure during the formation of the welding line is zero.
Typically, the melting temperature during welding line formation is at least 20°C above the injection temperature to produce a high-quality weld.
6. Strength analysis of welding line
If you want to assess the impact of welding line strength on product structure and predict the reduction coefficient of welding surface strength, you can perform a welding line strength analysis.
Before conducting the analysis, you need to test the welding line strength property of the material.
Using the welding line strength property, you can perform Moldflow flow pressure analysis and then import the welding line results into ANSYS or ABAQUS for further analysis to predict the impact of welding line on product structure strength.
Detailed information about the line strength analysis will be shared in future articles, so there will not be much introduction here.
7. Summary
The formation of welding lines is closely related to the structure, mold design, process, and material of the product.
In the case of holes or multiple gates, it is difficult to avoid the welding line, but it can be mitigated through the process of dilution.
However, in some cases, a high light mode is required to completely eliminate the welding line.
It is important to understand the impact of welding lines on the structural strength of the product, and the strength of the welding line can be analyzed and predicted.


