10 Essential Welding Tips for Steel Structures: Boost Your Welding Skills
Welding steel structures demands precision and expertise. What common pitfalls could compromise your welding projects? In this article, we explore essential tips for successful steel structure welding. Learn how to handle welding stress, reduce deformations, and understand the best welding methods for different scenarios. By mastering these techniques, you can ensure your welds are strong, reliable, and meet the highest standards. Discover the key strategies to elevate your welding skills and enhance the integrity of your steel structures.
1. Advantages and disadvantages of welding connection?
Advantages of welding connection:
Simple structure, no weakening of component section, simple processing, various welding methods, automatic operation, saving steel, high efficiency, large stiffness, good integrity, and good sealing performance.
Disadvantages of welding connection:
The heat-affected area of steel undergoes changes in its metallographic structure, causing local materials to become brittle.
Welding results in residual stress and deformation, which decrease the bearing capacity of compression members.
Welded structures are highly susceptible to cracking. If local cracks occur, they are prone to extensive propagation, and low-temperature cold brittleness is more pronounced.
2. Definition of steel weldability and influencing factors?
Steel’s weldability refers to the ease with which materials can be welded while meeting the required structural performance under appropriate design and working conditions. The weldability of steel is often influenced by its chemical composition, rolling method, and plate thickness.
To evaluate the impact of chemical composition on weldability, it is generally expressed as carbon equivalent (Ceq). The weldability of steel is better when the Ceq is smaller because it indicates a lower hardening tendency of the material. Conversely, when the Ceq is larger, the weldability of steel is worse due to its greater hardening tendency.
The carbon equivalent value of Ceq (percentage) can be calculated using the following formula:
3. What are the causes of welding stress and welding deformation and how to reduce them?
The welding process of a steel structure involves uneven heating and cooling. During welding, the temperature of the weld and its surrounding area is very high, while the metal at a distance remains unheated. As a result, the expansion and contraction of the main metal is uneven.
Upon cooling, the weld seam will experience varying degrees of shrinkage and internal stress (both longitudinal and transverse), leading to different deformations in the welding structure.
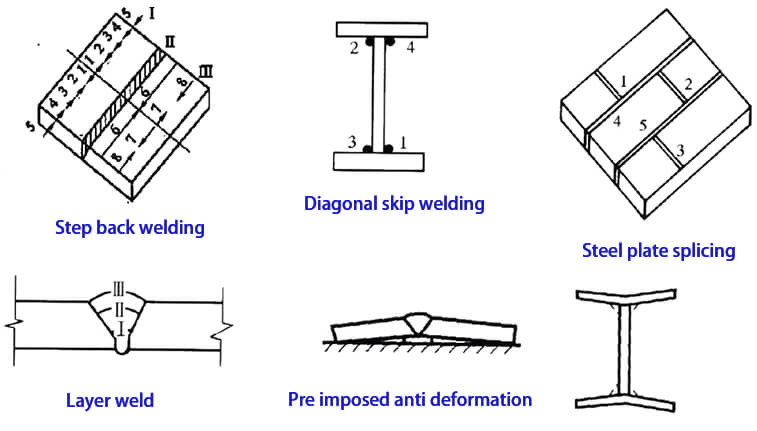
To reduce welding stress and deformation, two aspects can be addressed: design and processing technology.
Design measures:
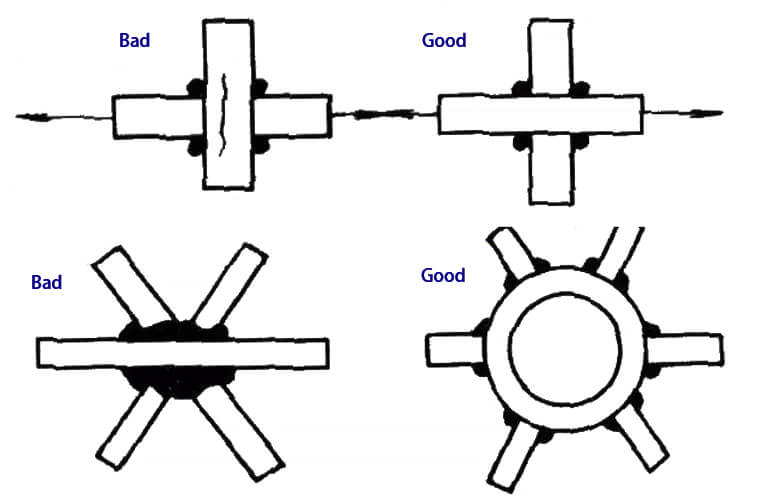
The weld position should be reasonably arranged.
The selection of weld size should be made based on reasonability.
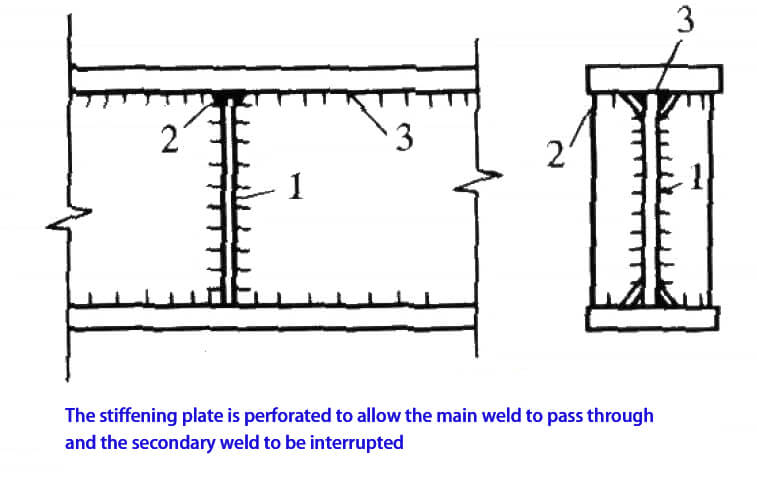
The number of welds should be kept to a minimum and should not be overly concentrated. Additionally, it’s essential to avoid creating a three-dimensional crisscross of welds.
It’s important to avoid shrinkage stress in the thickness direction of the base metal as much as possible.
The commonly used welding methods for steel structures include manual arc welding, automatic (or semi-automatic) submerged arc welding and gas shielded welding.
After being electrified, an electric arc is generated to melt the welding wire in the electrode and drop it into the small groove molten pool blown by the electric arc on the weldment.
The slag and gas formed by the electrode coating cover the molten pool to prevent the air from contacting the molten liquid metal and the formation of brittle and crack prone compounds.
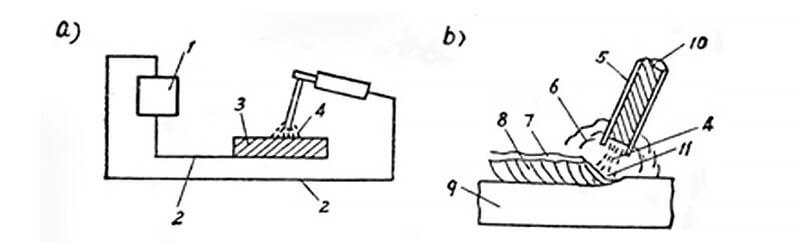
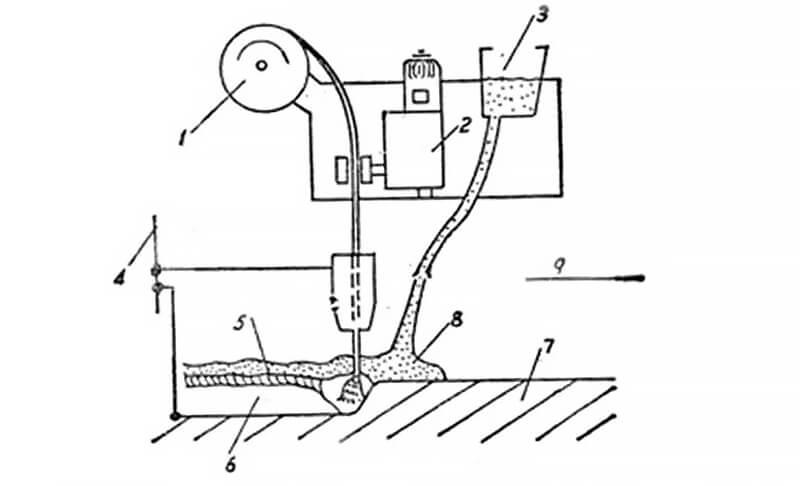
This welding method utilizes an arc that burns beneath a layer of flux. Unlike traditional methods, the welding wire is not coated with any additional material. Instead, the welding end is covered by granular flux, which flows automatically from the flux leakage head.
As a result, the arc is completely buried in the flux, which causes the heat to concentrate and penetrate deeply. This makes it an ideal method for welding thick plates with high productivity while maintaining good welding quality and minimal deformation of the weldment.
Welding wire turntable
Wire feeding motor
Flux funnel
Power supply
Melted flux
Weld metal
Weldment
Flux
Moving direction
Gas shielded welding:
This is an arc fusion welding method that employs carbon dioxide or other inert gases as a protective medium. The shielding gas forms a local protective layer around the arc, which helps prevent the invasion of harmful gases and ensures the stability of the welding process.
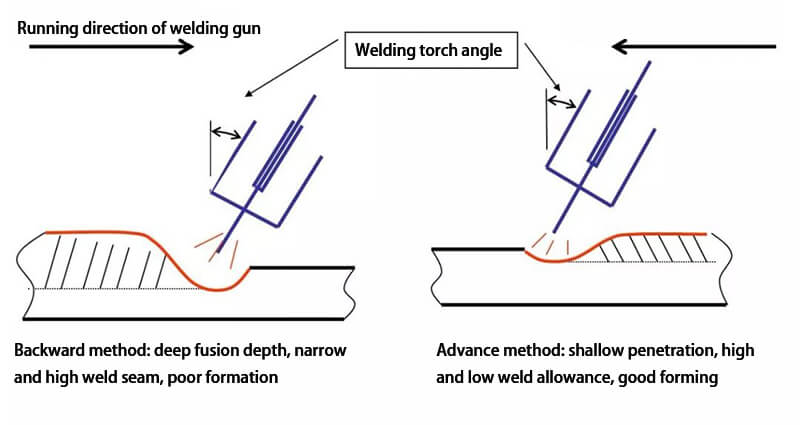
Compared to manual arc welding, this method produces welds with higher strength, excellent plasticity, and corrosion resistance. It is suitable for all position welding, including both forward and backward methods.
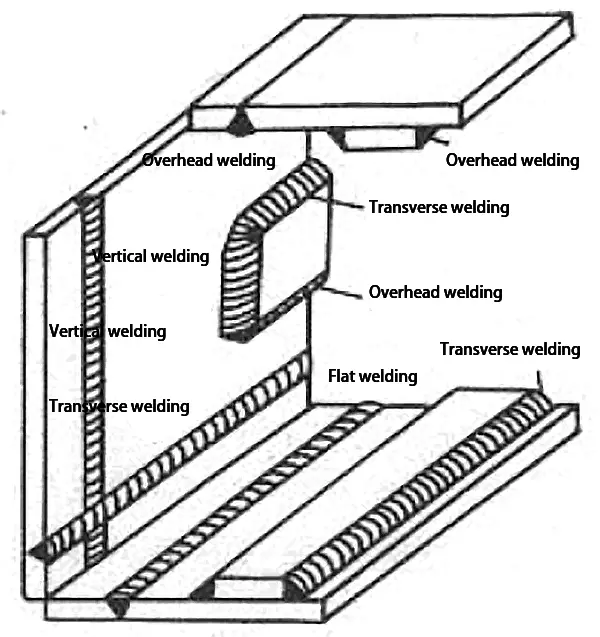
5. Common welding codes?
Common welding positions, joint forms, groove forms, weld types and pipe structure node form codes are shown as follows:
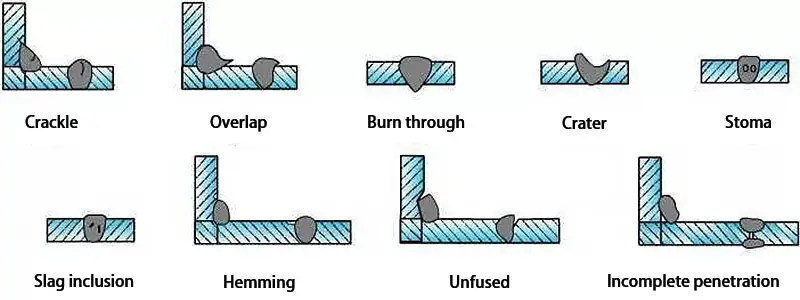
6. Common welding defects, causes and treatment methods?
The weld defects are divided into six categories: cracks, cavities, solid inclusions, incomplete fusion, incomplete penetration, and shape defects.
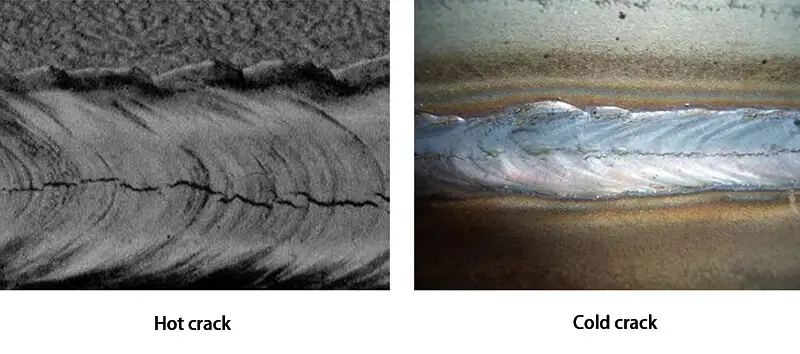
Crackle:
Hot cracks and cold cracks are two common types of welding defects.
Hot cracks are mainly caused by poor crack resistance of the base metal, low-quality welding materials, improper selection of welding process parameters, and excessive welding internal stress.
On the other hand, cold cracks are often the result of an unreasonable design of the welding structure, improper arrangement of welding seams, and inadequate welding process measures, such as lack of preheating before welding and rapid cooling after welding.
To treat these types of cracks, one method is to drill crack stop holes at both ends of the crack or remove the weld metal at the crack for repair welding.
Cavity:
The defects in welding are generally divided into two types: air holes and crater shrinkage.
Air holes are primarily caused by several factors, including serious damage to the electrode coating, failure to bake the electrode and flux, oil stains or rust and oxide on the base metal, insufficient welding current, excessively long arc length, and fast welding speed.
The treatment for air holes is to remove the defective weld metal at the site of the air hole and then perform a repair welding procedure.
Crater shrinkage, on the other hand, is mainly caused by excessive welding current, high welding speed, rapid arc quenching, and insufficient filler metal addition to repeatedly quench the arc.
The treatment for crater shrinkage is to perform a repair welding operation at the location of the crater.
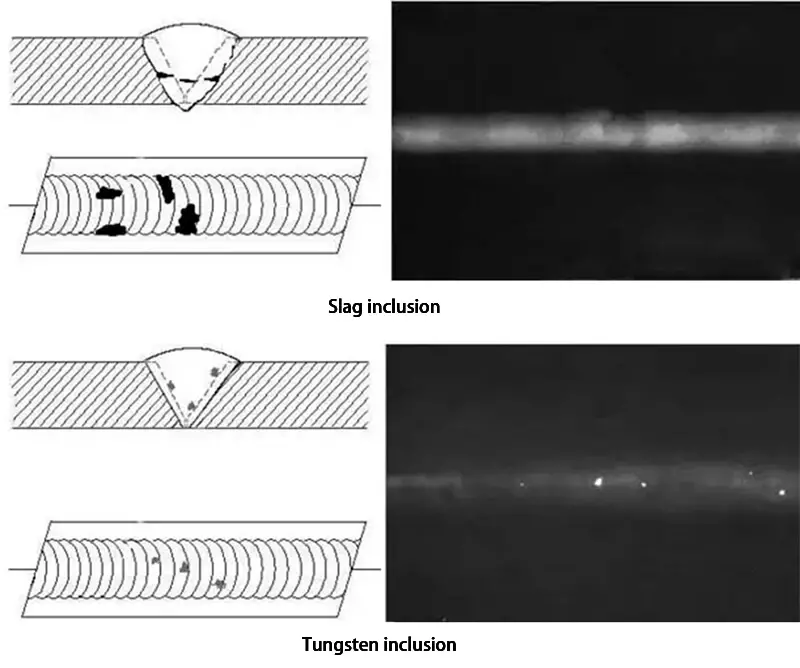
Solid inclusion:
There are two types of defects that can occur during welding: slag inclusion and tungsten inclusion.
The main causes of slag inclusion are the poor quality of welding materials, welding with too low current, welding at too fast of a speed, high slag density that blocks the slag’s floating ability, and the failure to clean up slag during multi-layer welding.
To remedy slag inclusion, the weld metal around the affected area must be removed, and then the welding process can continue.
Tungsten inclusion is typically caused when the tungsten electrode comes into contact with the molten pool metal during argon arc welding.
To repair this defect, the defective metal at the tungsten inclusion must be dug out, and the welding process can then be resumed.
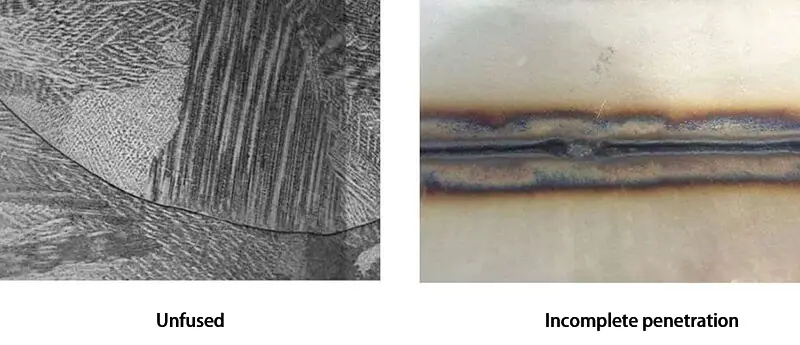
Incomplete fusion and penetration:
There are several main reasons for incomplete welding, including welding current that is too small, welding speed that is too fast, groove angle gap that is too small, and poor operating technology.
The treatment method for non-fusion is to remove the weld metal at the non-fusion position, and then repair the weld.
To treat incomplete penetration, the method is to repair the incomplete penetration on one side of the structure with good openness directly at the back of the weld.
For important weldments that cannot be repaired directly by welding, the incomplete weld metal must be removed, and the welding must be redone.
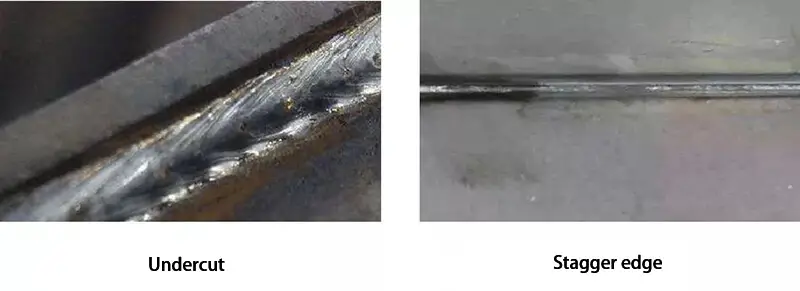
Shape defect:
Including undercut, overlap, sagging, root shrinkage, misalignment, angle deviation, weld superelevation, surface irregularity, etc.
7. Common measures to prevent lamellar tearing of plates?
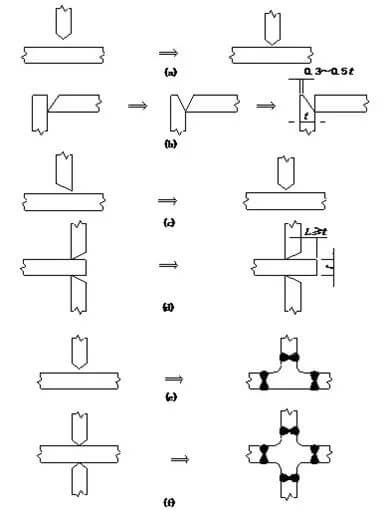
For T-shaped, cross-shaped, and corner joints, when the thickness of the flange plate is not less than 20mm, in order to avoid or reduce large welding shrinkage stress in the direction of the base metal plate thickness, the following joint structure design should be adopted:
Smaller welding groove angles and gaps (a) should be used, provided that the requirements for penetration depth and weld tightness are met.
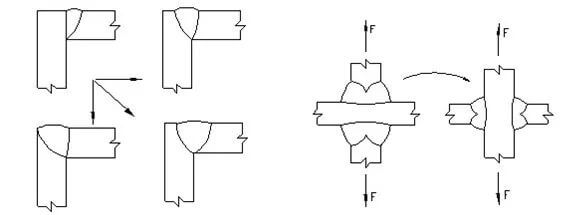
For corner joints, a symmetrical groove or a groove inclined to the side plate (b) should be used.
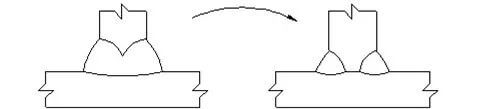
Double-sided groove welding should be symmetrical, rather than asymmetric single-sided groove welding (c).
For T-shaped or corner joints, the end of the plate bearing welding tensile stress in the direction of plate thickness should extend out of the weld zone of the joint (d).
Cast steel or forged steel transition sections should be used for T-shaped and cross-shaped joints, and butt joints should be used to replace T-shaped and cross-shaped joints (e, f).
Change the stress direction of the thick plate joint to reduce the stress in the thickness direction;
For nodes subject to static load, under the condition of meeting the requirements of joint strength calculation, the fully penetrated groove weld shall be replaced by the partially penetrated butt and fillet weld.
8. Weld quality inspection method?
After the completion of welding and weld inspection, the first step of inspection shall be appearance inspection. Visual inspection or magnifying glass should be used to observe for any defects such as undercut, burn through, incomplete penetration, cracks, staggered edges, staying, and to check whether the overall dimensions of the weld meet the requirements.
Defects inside the weld are usually detected by ultrasonic waves. This method is based on the principle that ultrasonic waves can spread inside the metal and reflect and refract when encountering the interface of two mediums, which helps in inspecting the flaws inside the weld. The waveform can be used to determine the presence and location of the flaw.
Since there is a reflective surface between the probe and the test piece, during ultrasonic inspection, the coupling agent should be coated on the surface of the weldment. However, the ultrasonic method cannot determine the type and size of the defects.
Radiographic inspection is sometimes used in nondestructive testing to detect defects in welds. There are two types of radiographic inspection: X-ray and γ-ray inspection. The principle is that when the ray passes through the inspected weld, any defects will result in less attenuation of the ray passing through that area.
As a result, the negative film on the back of the weld is highly sensitive to light, and black spots or stripes will appear at the location of the defect after the film is washed.
X-ray inspection has a short exposure time, high speed, and strong penetration capacity, but the equipment is complex, costly, and suitable for testing weldments with a thickness of less than 30mm. In contrast, γ-ray inspection equipment is portable, easy to operate, and has strong penetration capacity.
9. What is the basis for judging the results of sampling inspection?
Batch acceptance criteria for welds:
When the unqualified rate of the number of welds in the sampling inspection is less than 2%, the batch is accepted.
When the unqualified rate of the number of welds in the sampling inspection is more than 5%, the batch is unacceptable.
When the unqualified rate of the number of welds in the sampling inspection is between 2% and 5%, the sampling inspection shall be repeated, and an extension line of the weld on both sides of the original unqualified part must be added, except for the situation in the fifth paragraph of this article.
When the unqualified rate of all the welds in the sampling inspection is not more than 3%, the batch is qualified.
When the unqualified rate is more than 3%, the batch is unqualified.
Additional inspection criteria:
If the batch acceptance is unqualified, all the remaining welds of the batch shall be inspected.
If one crack defect is found in the inspection, double the spot check.
If no crack defect is found in the double spot check weld, the batch is accepted.
If multiple cracks are found during inspection or cracks are found after double spot check, the batch is unacceptable, and all the remaining welds in the batch shall be inspected.
10. What conditions require welding procedure qualification?
Apart from the exemptions listed in the national steel structure welding code, any combination of steel, welding materials, welding methods, joint forms, welding positions, post-welding heat treatment systems, welding process parameters, preheating and post-heating measures, and other parameters used by the construction unit for the first time, shall be subject to welding process assessment before fabricating and installing steel structure members.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Why can low-carbon steel be welded easily while high-carbon steel poses challenges? This article explores the weldability of different types of carbon steel, highlighting how varying carbon content impacts the…
What makes welding low-carbon quenched and tempered steel so challenging? This article explores the intricacies involved, from managing cold cracks to preventing embrittlement in the heat-affected zone. You'll learn key…
How can welding stainless steel tanks be more efficient and precise? The double-side argon arc welding process is revolutionizing the industry by reducing spatter, minimizing deformation, and enhancing weld quality.…
Have you ever wondered how to effectively weld different types of stainless steel? This article dives into the specialized welding methods for martensitic and duplex stainless steel, detailing the challenges…
How can welding carbon steel be both a common practice and a complex challenge? This guide explores the intricate world of carbon steel welding, covering types of carbon steel, their…
Have you ever considered the challenges of welding galvanized steel pipes? The zinc coating that protects these pipes also introduces issues like cracks, porosity, and slag inclusion during welding. This…
Why is welding carbon steel both an art and a science? Understanding the weldability of different carbon steels—from low to high carbon content—is crucial for ensuring strong, durable joints. This…
Imagine trying to weld a material so strong that it resists wear and tear, yet so tricky that improper technique could lead to catastrophic failure. This is the challenge faced…
Have you ever wondered what makes welding stainless steel and heat-resistant steel so challenging? This article breaks down the complexities of welding these materials, from the unique properties of different…