Have you ever faced unexpected deformations during wire EDM cutting? This article delves into the causes and solutions for such deformations. Learn how to control internal stresses, optimize cutting paths, and implement stress-relief techniques to achieve precise and accurate machining results. Discover practical tips to enhance your wire EDM process, ensuring the structural integrity of your workpieces and improving overall efficiency.
Splitting a bamboo stick down the middle causes both halves to bend—the larger half less so, and the smaller half more significantly. This phenomenon occurs because the material inherently possesses stress, and splitting it disrupts the original equilibrium of this stress, leading to deformation as a means to re-establish balance.
Similarly, wire EDM (Electrical Discharge Machining) workpiece deformation follows this principle, where the cutting process disrupts the original stress balance within the workpiece.
Causes of Workpiece Deformation in Wire EDM
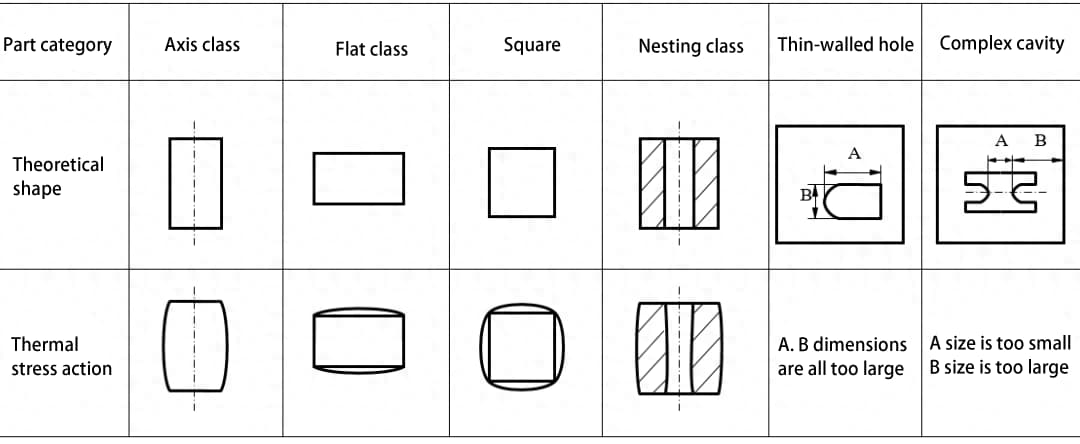
The extent of deformation in wire EDM is related to the structure of the workpiece. Narrow and long cavities and protrusions are prone to deformation, with the degree of deformation depending on the complexity of the shape, aspect ratio, and other factors; workpieces with thinner walls are more likely to deform.
If the deformation is minimal and within the precision requirements of the machining process, it can be almost negligible.
However, if the deformation exceeds the required machining precision, it will cause noticeable deviations in dimensions, affecting the shape of the machined workpiece.
Deformation can result from various factors, including material properties, heat treatment, structural design, process planning, and the choice of workpiece clamping and cutting path during wire EDM.
The impact of thermal stress on workpiece shape
Preventive Measures for Workpiece Deformation
Certain measures can control and prevent deformation in wire EDM.
1) Rough machining or stress-relief cutting before the final cut.
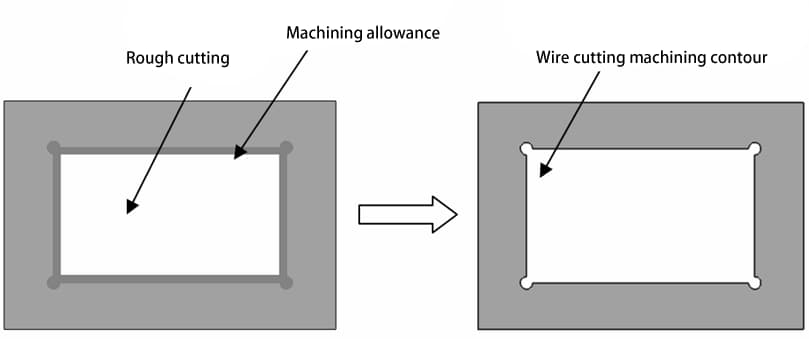
Large-area cutting on a material can disrupt the internal stress balance, causing significant deformation. By removing most of the excess material through rough machining or executing stress-relief cutting paths, most of the internal stress can be eliminated.
For large cavity molds in EDM, performing two main cuts can be beneficial. Increase the offset by 0.1~0.2mm for the first main cut to allow stress relief, then proceed with the standard offset for the second main cut, as shown in the illustrations.
Reducing deformation through stress-relief rough machining
For long and narrow shapes, performing stress-relief cutting inside the shape before machining the external profile can significantly reduce deformation.
Stress-relief cutting
2) Drilling wire threading holes
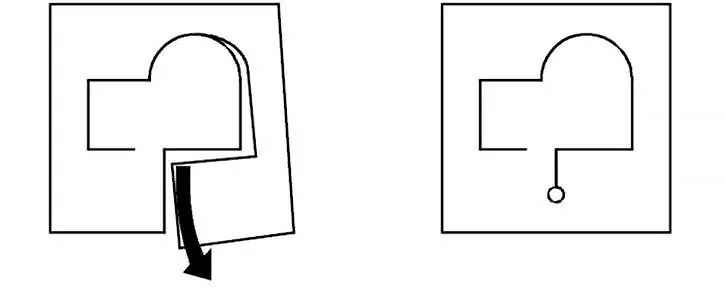
When cutting protrusions, starting the cut directly from the exterior of the material, as shown in figure (a), can lead to deformation due to unbalanced material stress, resulting in either opening or closing deformations.
Drilling wire threading holes for closed contour machining, as shown in figure (b), can significantly reduce deformation caused by wire EDM.
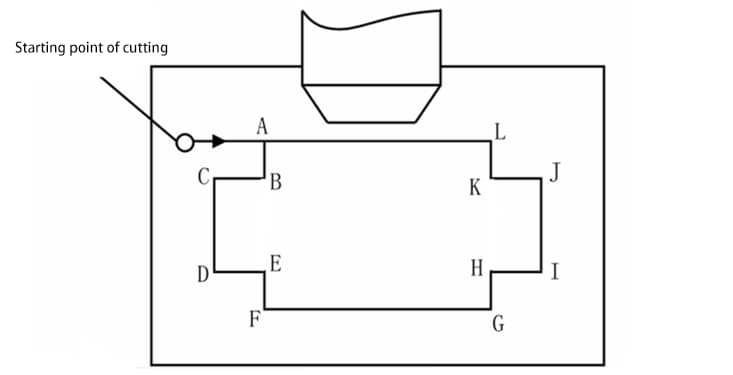
Generally, it’s best to start the cut near the clamping end and arrange the segment separating the workpiece from its clamping part at the end of the machining path, placing pause points near the workpiece’s clamped end.
Unreasonable machining path arrangements can also lead to deformation in wire EDM.
A more rational machining path is: A→B→C→D……→A. If the path is arranged in a clockwise direction: A→L→K→J……→A, cutting off the workpiece from the clamping part at the beginning could directly affect the precision of the protrusion due to unreliable clamping.
Arranging the machining path
4) Multiple cuts
For workpieces still prone to deformation after taking certain measures, changing the traditional habit of cutting to size in one go and using multiple cuts instead can meet the precision requirements.
Multiple cuts in wire EDM, primarily aimed at achieving better surface roughness, also significantly reduce deformation resulting from internal stresses in mold parts.
5) Optimizing the machining process for multi-cavity mold plates
During wire EDM, the interaction of original internal stresses and thermal stresses generated by the cutting process can cause unpredictable and irregular deformations, leading to uneven material removal in subsequent cuts and affecting machining quality and precision.
To address this, for high-precision molds, all cavities can be cut in multiple stages. The first cut removes all waste material from the cavities.
After removing the waste, the machine’s automatic repositioning feature is used to sequentially finish the cavities: main cut for cavity a, remove waste→main cut for cavity b, remove waste→main cut for cavity c, remove waste→……→main cut for cavity n, remove waste→finishing cut for cavity a→finishing cut for cavity b→……→finishing cut for cavity n, completing the process.
This cutting method allows each cavity enough time to release internal stresses, minimizing the mutual influence and slight deformations caused by different machining orders, and ensuring the precision of mold dimensions.
However, this method involves multiple threading operations and is labor-intensive, making it more suitable for slow wire EDM machines equipped with automatic threading mechanisms. After cutting, measurements confirm that the dimensions meet high precision requirements.
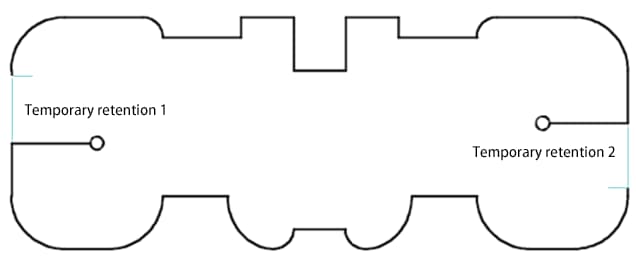
6) Setting multiple allowance segments
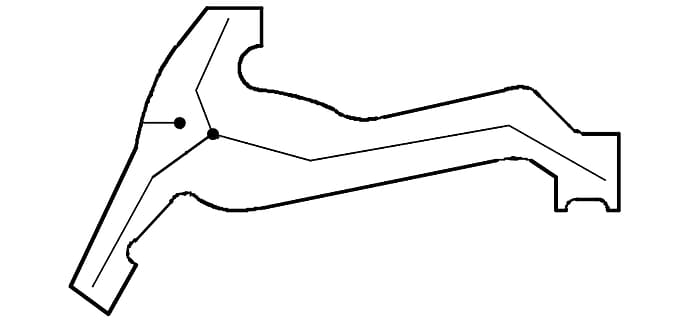
For large, complex-shaped workpieces, setting two or more allowance segments with multiple starting points is advisable, as shown in the illustrations.
During programming, the shape is divided into multiple segments and connected sequentially for machining. The outline is machined first, followed by the allowance segments.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered which companies lead the milling machine industry? This article unveils the top 10 milling machine manufacturers of 2024, highlighting their innovations, global impact, and contributions to…
Ever wondered what powers the precision and efficiency of modern manufacturing? In this article, we explore the top CNC milling machine manufacturers, highlighting their innovations and contributions. You'll learn about…
In this article, we'll explore the world of Japanese machine tool manufacturers, the unsung heroes behind many industrial innovations. Discover their cutting-edge technologies, time-tested expertise, and significant contributions to various…
Have you ever wondered about the giants of the CNC machine industry? In this fascinating blog post, we'll take a deep dive into the world of CNC manufacturing, exploring the…
In the rapidly evolving world of manufacturing, CNC machines have become indispensable. But with numerous manufacturers vying for attention, how do you choose the best? As an experienced mechanical engineer,…
Have you ever wondered how we can precisely cut through tough materials like glass and ceramics? In this article, we explore ultrasonic machining, a fascinating technology that uses high-frequency vibrations…
Ever wondered how the machines that shape our world are made? This article explores the top CNC lathe manufacturers, revealing the secrets behind their cutting-edge technology and global impact. Discover…
How does modern manufacturing achieve nearly perfect precision? Ultra-precision machining techniques enable astonishing accuracy, reaching sub-micron and nanometer levels. This article explores methods like ultra-precision cutting, grinding, lapping, and special…
Have you ever thought about how intricate parts are made with precision? This article explores four fascinating methods: Electrical Discharge Machining (EDM), Electrochemical Machining (ECM), Ultrasonic Machining (USM), and Laser…