Choosing Air Compressor for Laser Cutting Machine: A Guide
Laser cutting revolutionized manufacturing, but did you know the air compressor plays a crucial role in its success? In this blog post, we'll dive into the intricacies of choosing the…
Choosing the right high-power fiber laser for your industrial needs can be a daunting task. Does higher power always mean better efficiency? Not necessarily. This guide explores common misconceptions and key factors to consider, such as laser core components, sheet metal thickness, and application types. You’ll learn how to make an informed decision to maximize processing efficiency and cost-effectiveness. Read on to discover the best laser options for your specific requirements.

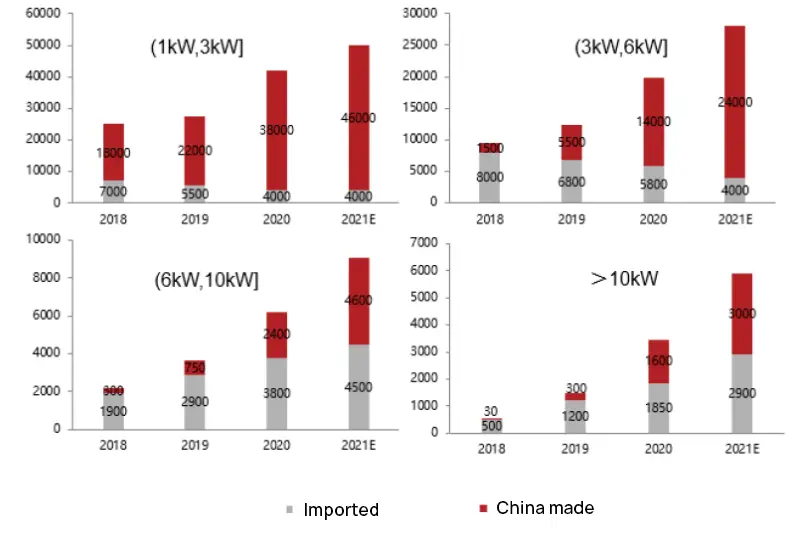
According to the China Laser Industry Development Report, the domestic fiber laser market has seen a steady increase in the power and performance of locally produced fiber lasers. In terms of shipment volume, domestic standard mid to low power fiber lasers have surpassed their foreign counterparts, effectively replacing imports.
Domestic standard fiber lasers with ultra-high power above 10 kW are also nearing the shipment volume of foreign products of the same power range. This indicates that domestically produced fiber lasers are gradually being accepted in the domestic market as their independent research and development capabilities continue to strengthen.
As the industrial market’s processing requirements for laser products become increasingly demanding, the demand for high-power lasers is on the rise. However, with a multitude of kilowatt laser options available on the domestic market, customers often find themselves confused about which equipment is best suited to their needs.
In recent years, high power has indeed become increasingly popular in the laser processing industry. Raycus Laser serves as an example. Last year, sales of lasers with power above 10 kW exceeded 2380 units (with a historical total reaching 3200 units), an increase of 243% from 2020, far surpassing other domestic competitors. In terms of power, Raycus Laser’s continuous fiber laser products have reached as high as 100 kW, which is a first in the country.
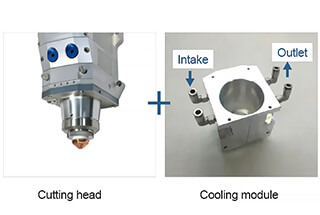
But does higher power necessarily translate to higher processing efficiency for laser products? The answer is not necessarily. This depends on the configuration of the laser’s core components (active fiber, pump source, high power combiner, etc.) and the type and thickness of the sheet metal the customer is processing. Firstly, the configuration of the laser’s core components greatly influences its processing efficiency.
More advanced core components and their matching can result in processing efficiency higher than other brands of lasers of the same power.
Secondly, the type and thickness of the sheet metal processed by the customer must be considered, as well as different applications such as welding and overlaying, which can further influence processing efficiency. Therefore, simply comparing power does not provide a measure of processing efficiency.
Let’s take a look at how 12 kW, 20 kW, and 30 kW Raycus lasers compare when cutting different thicknesses of carbon steel.
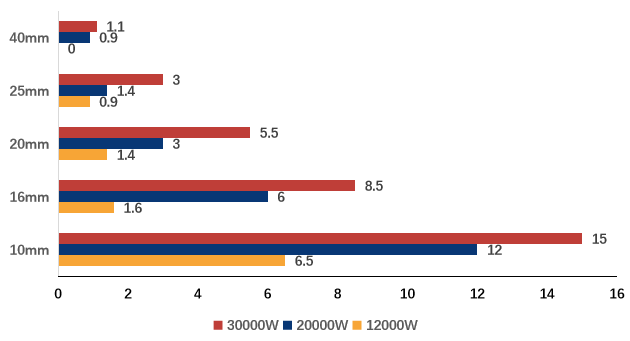

The table shows that a 30 kW laser cutting 10 mm thick carbon steel with air assistance is 25% more efficient than a 20 kW laser. Although there is an increase in efficiency, the advantage is not very significant. However, when cutting 25 mm thick carbon steel, the advantage is clear, with the 30 kW laser 114.3% more efficient than the 20 kW laser (with oxygen assistance).

Therefore, in practical applications, customers should choose the high-power product best suited to the type and thickness of the sheet metal they are processing. If a customer primarily processes thin sheets, they should choose a kilowatt-level product that best meets their processing efficiency needs.
If they process a lot of thick sheets or have a high volume of work, they should opt for a higher power kilowatt-level laser.
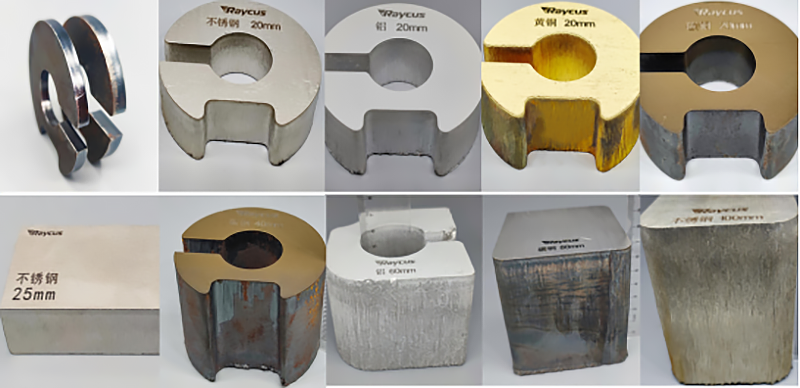
Many customers choose to equip their machines with a 30 kW Raycus laser due to their heavy workload. They appreciate its ability to handle thin, medium, and thick sheets, cutting speed, cross-sectional quality, and other comprehensive requirements.
Especially when cutting medium and thick sheets with air, the advantages are clear, significantly increasing the factory’s processing efficiency, reducing overall operating costs, and achieving a faster return on investment.
It’s well known that higher power and brightness are the current breakthroughs in laser technology. Some laser manufacturers have propagated the belief that a smaller fiber core signifies greater brightness, leading customers to mistakenly believe that the smaller the fiber core, the more powerful the laser. This, however, is a misconception.
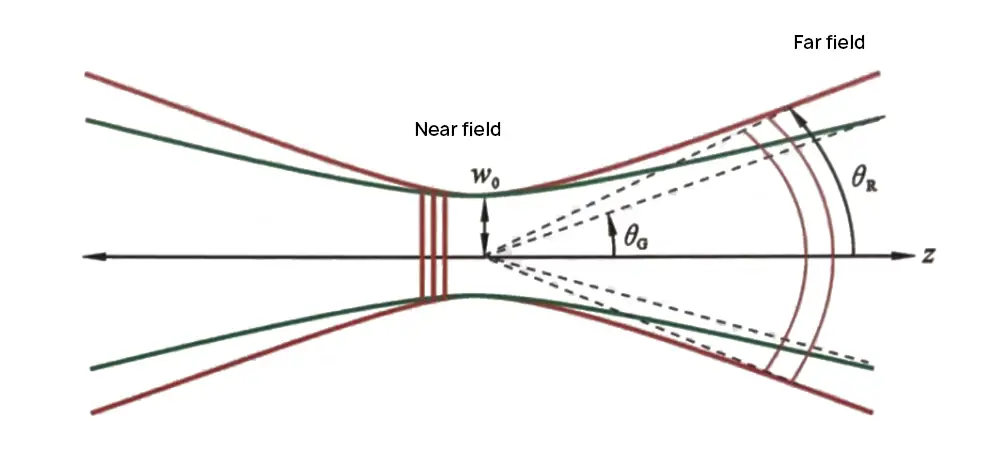
Brightness in lasers is closely related to the Beam Parameter Product (BPP), which is calculated as BPP=ω₀θʀ, where ω₀ is the beam waist radius and θʀ is the far-field divergence angle of the laser beam. A lower BPP value indicates a better beam quality. Brightness is defined as power within a unit area and unit solid angle, with brightness Br=P/(πBPP)².
Two prerequisites for achieving high brightness are enhancing the power of the laser and improving the beam quality. Either a single or combined improvement in these two aspects can increase the brightness of the laser. While there are quite a few ways to increase power, improving beam quality doesn’t necessarily mean using a fiber with a smaller core diameter.
This is because the fiber core diameter cannot be equated with beam waist diameter. To reduce the BPP value and achieve better beam quality, it’s important to minimize the fiber core without increasing the far-field divergence angle.
In scenarios involving ultra-high power fiber lasers, what customers seek is an increase in efficiency. This can be achieved in two ways: firstly, by enhancing the electro-optical conversion efficiency of the fiber laser, leading to energy and cost savings; and secondly, by improving the overall processing efficiency, thereby increasing profitability. Laser processing is a systems engineering task.
It’s only by achieving a multi-dimensional match and mutual enhancement among the machine tool, system, gas path, processing head, laser source, sheet metal, and processing technology that the system utilization can truly be improved, generating optimal returns.
The kilowatt series of fiber lasers by Raycus Laser boasts an electro-optical conversion efficiency of over 40% and optimizes the divergence angle to a large extent, enabling a better match with cutting heads and systems of different optical configurations from all brands on the market. This caters well to customers’ cutting needs for thin, medium, and thick plates.
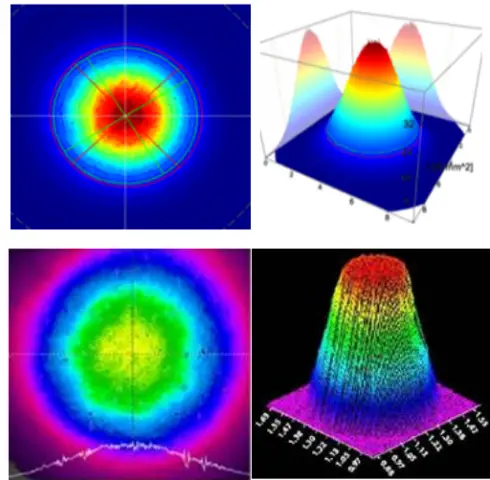
Fiber laser modules are divided into single-module and multi-module. In cutting applications, the focused light spot greatly affects the quality of the cut. A single-module kilowatt laser uses single fiber amplification to reach kilowatt levels, with the beam being nearly Gaussian distributed, and the energy is relatively concentrated.
It usually uses mode conversion to achieve beam homogenization, but the effect is subject to considerable fluctuation due to device consistency.
A multi-module kilowatt laser typically uses multiple 2000~6000 W light modules to form a combined beam, achieving the overlay of multiple beams and naturally forming a homogenization effect with better consistency.
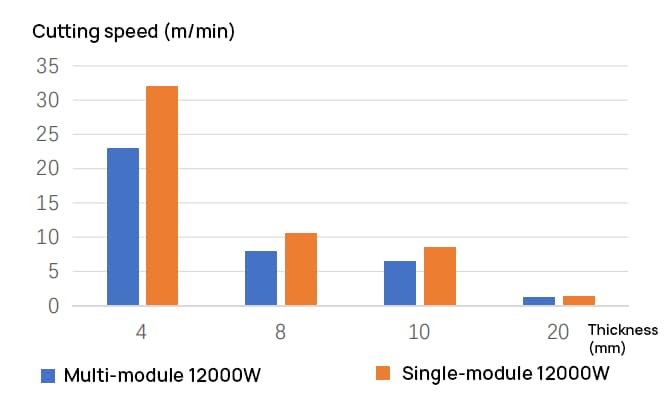
The advantage of single-module kilowatt lasers lies in their speed in cutting medium-thin plates. Compared with the multi-module 12000 lasers, the single-module 12000 laser has superior efficiency in cutting stainless steel of various thicknesses under 20 mm with nitrogen or air assistance.

Multi-module kilowatt lasers perform better in beam homogenization, making them more advantageous in terms of cut quality for thick plates. Some customers have very high requirements for the machining section, so they still prefer multi-module fiber lasers.
In conclusion, a simple comparison between single-module and multi-module is not feasible. They are both configurations of fiber lasers, like a car, where a sedan is suitable for roads, and an off-road vehicle is suitable for mountains. But a sedan can still cross mountains, and an off-road vehicle can run on roads.
Therefore, the choice between multi-mode and single-mode fiber lasers depends on the customer’s actual processing needs.


The choice of product should be based on market application needs. For most business users, it is paramount to choose a cost-effective laser based on specific application scenario requirements. Customers can comprehensively weigh their needs from processing, cost, and service aspects.
Firstly, in terms of processing needs, different users have different requirements for the thickness, speed, and efficiency of plate cutting. Therefore, when choosing laser products, it is necessary to consider the actual processing needs of daily factory cutting plates and thicknesses.
Secondly, while maximizing the current processing needs, the cost of using the product is also a major factor to consider. The cost of using the laser can be compared from multiple aspects such as the product’s electro-optic conversion efficiency, downtime cost, and purchase price.
Lastly, lasers are high-cost bulk commodities with a long service life. Besides the product’s performance parameters (beam quality, electro-optic conversion efficiency, stability, etc.) and plate cutting requirements, users also need to consider the product’s warranty and after-sales service. From this perspective, opting for a well-known laser brand seems a better choice.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.