The laser is created by mixing high-purity helium, CO2, and high-purity nitrogen in the gas mixing unit. The laser generator generates the laser and a cutting gas, such as N2 or O2, is added to process the object. The laser’s energy is highly concentrated and can instantly melt and gasify the material.
This method effectively solves the processing difficulties of hard, brittle, and refractory materials, offering high speed, precision, and minimal deformation. It is ideal for processing precision parts and micro components.
Several factors can affect the quality of laser cutting, including cutting speed, focus position, auxiliary gas pressure, laser output power, and other process parameters. Other factors such as external light path, workpiece characteristics (material surface reflectivity and state), cutting torch, nozzle, and plate clamping can also impact the cutting quality.
These factors are particularly significant in the processing of stainless steel sheets, resulting in issues such as large nodules and burrs on the reverse side of the workpiece, poor roundness when the hole diameter is 1-1.5 times the plate thickness, and straight lines that are not straight at the corners. These problems continue to challenge the sheet metal industry in laser processing.
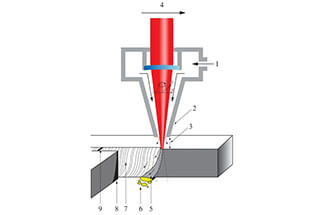
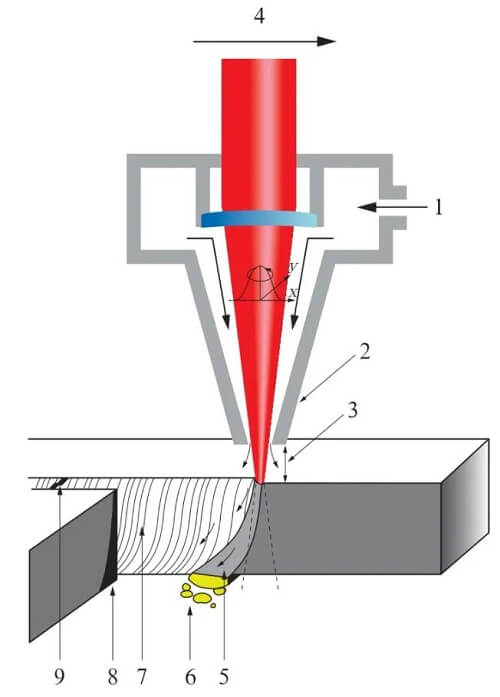
Fig. 1 Melting principle of laser cutting
- Auxiliary Gas
- Nozzle
- Nozzle Height
- Cutting Speed
- Melt
- Slag
- Cutting Roughness
- Heat-Affected Zone
- Slit Width
Tumor accumulation problem
We have conducted repeated tests and found that the cutting support equipped with the laser cutting machine is not suitable for processing sheet metal.
The main reasons are:
(1) If the R angle is large, there will be a large contact area between the top of the support and the processed plate, leading to a higher probability of splash reflection if the laser beam is just cut on the top of the support. On the other hand, if the R angle is small, the splash reflection probability will be low when processing thin plates.
(2) If the distance is small and the inclination is low, the space available for the laser beam to penetrate further is limited. The smaller the reflection space, the greater the reflection force, resulting in the cutting tumor adhering more firmly to the opposite side of the plate.
Fig. 2 Improved support
Based on the above considerations, we have improved the cutting support equipped with the machine by:
(1) Reducing the R angle and increasing the distance from the top of the support to the base surface, as well as increasing the slope. This significantly reduces the spatter and tumor on the reverse side of the workpiece, allowing the tumor to fall off easily with a gentle touch of a tool.
(2) During the cutting process, it was discovered that applying oil on the plate surface reduces the sticking of the cutting spatter. The oil forms a protective film on the plate surface, making it more difficult for the splash to adhere to the plate.
Additionally, the oil film is more effective in guiding the laser beam, especially when machining plates with extremely smooth surfaces like mirror stainless steel. This is because the oil film is easier to absorb the laser beam compared to a smooth plate surface, which makes it easier for the beam to penetrate and be positioned.
Therefore, we have started evenly coating the front and back sides of the plate with metal rolling oil, which has a high ignition point. This has led to a significant reduction in splashing and tumor accumulation on the processed workpiece, particularly on the back side, which is much better than before.
(3) After repeated adjustments to the focus position in the cutting parameters, the technicians found that the best laser focus position for cutting the plate is slightly less than 1/2 of the plate thickness.
However, with deformation of the plate or excessive cutting air pressure, the cutting quality becomes unstable when the thin plate vibrates slightly or is locally affected by high gas pressure.
But, when the focus is adjusted down to about 2/3 of the plate thickness (correcting the focus deviation caused by deformation or vibration), it effectively avoids the formation of fine burrs under the same plate and air pressure conditions.
As a result, the cutting quality of the workpiece has been greatly improved.
Small hole roundness problem
When using a laser cutting machine, it can be challenging to produce high-quality holes that are close to 1 to 1.5 times the thickness of the plate, especially for round holes.
The laser cutting process involves perforation, lead-in, and cutting, which requires changing intermediate parameters. This results in a time lag during the transition, causing the round holes on the finished product to become distorted.
To overcome this problem, we have optimized the time for perforation and lead-in to better align with the cutting process. This eliminates the noticeable change in parameters and results in a higher-quality outcome.
Corner straightness problem
In laser processing, several key parameters (such as acceleration factor, acceleration, deceleration factor, deceleration, and corner residence time) play a crucial role in processing thin plate workpieces, which are outside the conventional adjustment range.
During the machining process of thin plate workpieces with complex shapes, there are often frequent corners. The laser beam must decelerate at each corner, then accelerate again. These parameters determine the pause time of the laser beam at each point.
(1) If the acceleration value is too high and the deceleration value is too low, the laser beam may not penetrate the plate well at the corners, resulting in poor permeation and an increase in scrap rate.
(2) If the acceleration value is too low and the deceleration value is too high, the laser beam will penetrate the plate at the corners, but the low acceleration value causes the laser beam to linger at the acceleration and deceleration exchange point for too long, causing the plate to continuously melt and vaporize under the influence of the continuous laser beam, leading to a non-straight line at the corners. (Other conventional factors affecting cutting quality, such as laser power, gas pressure, and workpiece fixation, are not considered here).
(3) When processing thin plate workpieces, it is recommended to reduce the cutting power as much as possible without compromising cutting quality, so that there is no obvious color difference or burning on the surface of the workpiece.
(4) The cutting gas pressure should be minimized, which can greatly reduce local micro jitters of the plate under strong air pressure.
Based on the analysis above, what values should be set for appropriate acceleration and deceleration? Is there a proportional relationship between the two that should be followed?
To determine the optimal values, technicians continuously adjust the acceleration and deceleration, mark each cut piece, and record the adjustment parameters. Through repeated comparison of samples and careful examination of the changes in parameters, it was found that when cutting stainless steel in the range of 0.5 to 1.5mm, the appropriate acceleration value is between 0.7 to 1.4g, and the deceleration value is between 0.3 to 0.6g. There is a general rule that the acceleration value is approximately two times the deceleration value.
This rule is also applicable to cold rolled plates with similar thickness, but for aluminum plates with similar thickness, the values must be adjusted accordingly.
Conclusion
By successfully addressing the factors affecting cutting quality, the quality of stainless steel sheet products processed by us has significantly improved in terms of reducing cutting tumors and improving cutting finesse.
As modern technical workers, it is important to embrace a commitment to learning, have the courage to explore new solutions, and adhere to the principle of “excellence in manufacturing”. This approach ensures the production of high-quality products and success in intense economic competition.