Sheet Metal Laser Cutting: Training Tutorial & Fundaments
Imagine effortlessly slicing through thick metal sheets with the precision of a scalpel. This blog post unravels the essentials of sheet metal laser cutting, a revolutionary method that combines high precision, speed, and flexibility. Discover the inner workings of laser cutters, their key components, and various cutting techniques. By the end, you’ll understand how this technology can optimize manufacturing processes and achieve superior quality in metalwork. Dive in to see how laser cutting could transform your approach to metal fabrication.
(1) It is mainly used for cutting the plate into the required shaped workpiece.
(2) The equipment that uses the thermal energy of a laser beam to cut is achieved by melting and evaporating the workpiece when the laser beam is directed onto the surface. This results in the cutting and engraving of the workpiece.
Laser cutting has several advantages, including high precision, fast cutting speed, flexibility in terms of cutting patterns, automatic typesetting, material savings, smooth cutting edges, and low processing cost. As a result, it is gradually improving or replacing traditional cutting equipment.
2. Main components of sheet metal laser cutting machine
The fiber laser produces a laser that is not only easy to control but also has good directivity, monochromaticity, and coherence. As a result, it is widely used in mechanical manufacturing and sheet metal processing.
(2) Main machine
There are two types of relative movement between the cutting head and the workbench:
(1) Only the cutting head moves during the cutting process, while the workbench remains stationary.
(2) Only the workbench moves during the cutting process, while the cutting head remains fixed.
Other components of a cutting system include:
(3) Cooling system, which uses water for cooling.
(4) Air supply system, which can use bottled gas (oxygen, ammonia) or compressed air (air compressor, filter, dryer).
(5) Power supply, which requires a three-phase voltage stability of ±5% and a power imbalance of no more than 2.5% (calculated as the highest voltage in three phases minus the lowest voltage in three phases, divided by the average voltage of the three phases).
High-performance refrigerated air dryer is selected.
Dryer processing capacity: 2.0 m³/min.
Dryer inlet pressure: 1.2 MPa.
3: Filter:
High-performance multi-stage precision filter.
Filtering level is divided into four levels: QPSC level.
Self-configurable filter accuracy:
0.3 µm x 1 piece
0.01 µm x 1 piece
0.001 µm x 2 pieces
(6) Control System:
Light Guide Focusing System:
According to the performance requirements of the workpiece to be processed, the beam is amplified, shaped, and focused to act on the processing part. The device from the laser output window to the workpiece to be processed is called the light guide focusing system.
The laser processing system mainly includes the machine bed, workbench that can move within the three-dimensional coordinate range, and the electromechanical control system. With the advancement of electronic technology, many laser processing systems use computers to control the movement of the worktable and achieve continuous laser processing.
Note: Cutting accuracy is dependent on sheet thickness, sheet tension, and tensile force.
2. Laser cutting method
Laser cutting can be classified into three types: laser metal cutting, laser flame cutting, and laser vaporization cutting.
2.1 Laser melting cutting
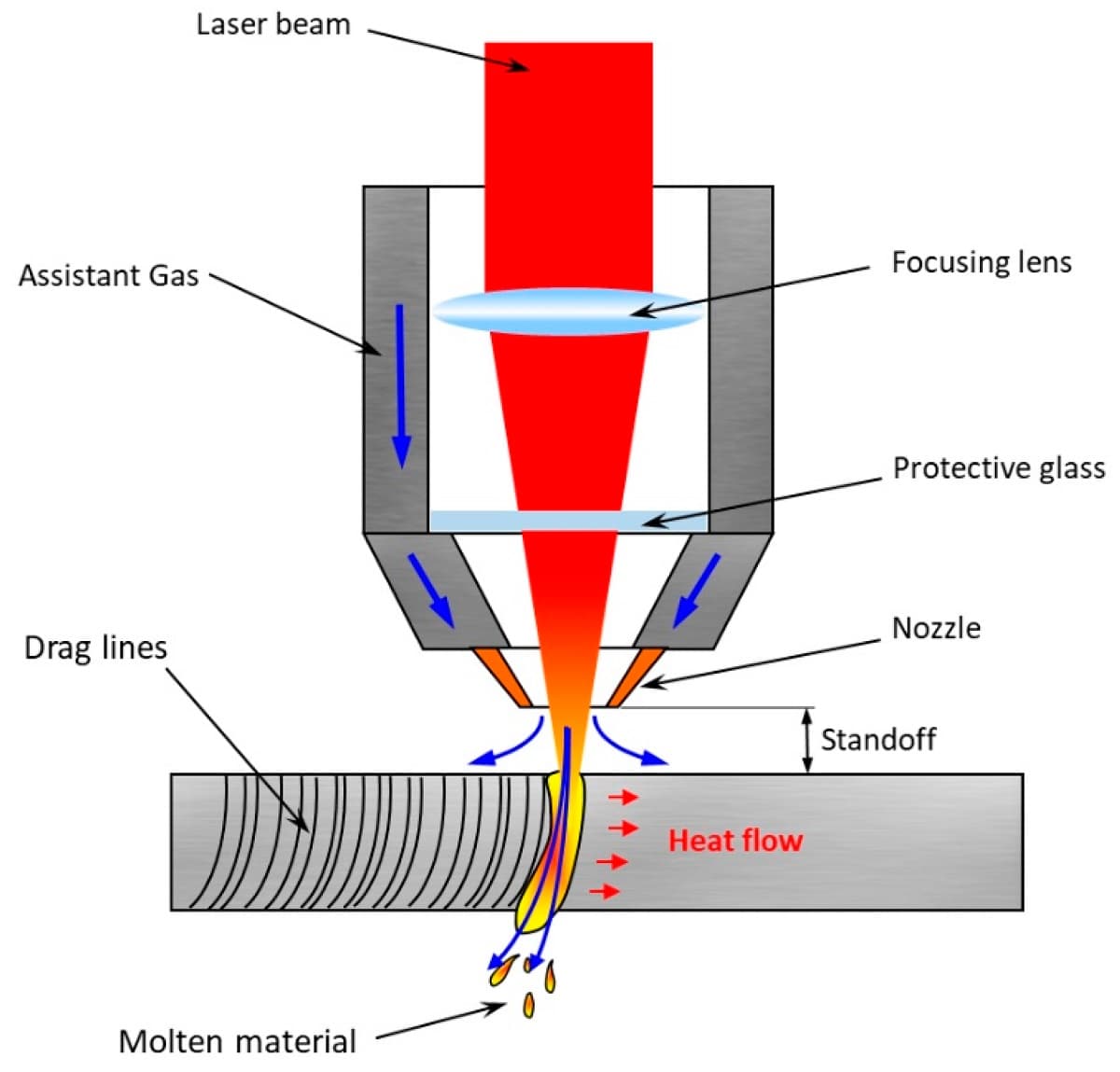
In laser melting cutting, after the workpiece is locally melted, the melted material is expelled by an air flow. This process is referred to as laser melting cutting because material transfer only occurs in its liquid state. The laser beam, combined with high-purity inert cutting gas, causes the molten material to flow out of the cut, while the gas itself does not participate in the cutting.
The maximum cutting speed increases with the increase in laser power and decreases almost proportionally with the increase in plate thickness and material melting temperature. When the laser power is constant, the limiting factor is the air pressure at the cut and the thermal conductivity of the material.
Laser melting cutting can produce oxidation-free cuts for iron materials and titanium metals.
2.2 Laser flame cutting
The difference between laser flame cutting and laser melting cutting is that oxygen is used as the cutting gas in laser flame cutting. A chemical reaction is generated between the oxygen and the heated metal, which further heats the material. This results in a higher cutting rate for structural steel of the same thickness compared to laser melting cutting.
However, laser flame cutting may have a worse notch quality than laser melting cutting. It can produce wider cuts, roughness, an increased heat-affected zone, and poor edge quality. Laser flame cutting is not suitable for machining precision models and sharp corners as there is a risk of burning.
A pulse mode laser can be used to reduce the thermal effect. The cutting speed is determined by the laser power used.
When the laser power is constant, the limiting factor in laser flame cutting is the supply of oxygen and the thermal conductivity of the material.
2.3 Laser gasification cutting
In the process of laser gasification cutting, a high-powered laser is used to cause the material to gasify at the point of cutting. This method of cutting is only appropriate for applications where the presence of molten material must be avoided, and is therefore limited to a small range of iron-based alloys.
The maximum cutting speed is determined by the gasification temperature of the material, and is inversely proportional to the plate thickness. In order to prevent the material vapor from condensing on the slit walls, the thickness of the material must not exceed the diameter of the laser beam.
The laser power density required for this process is significant, exceeding 108W/cm2, and depends on the material being cut, the cutting depth, and the position of the laser beam focus.
When the plate thickness is constant, and there is sufficient laser power, the maximum cutting speed is limited by the speed of the gas jet.
Laser cutting technology
Several key technologies in laser cutting are a combination of light, machinery, and electricity.
The parameters of the laser beam, the machine’s performance and accuracy, and the numerical control system directly impact the cutting efficiency and quality.
Focus Position Control Technology: One of the advantages of laser cutting is its high energy density of the beam. Currently, a focal length ranging from 120 to 200mm is widely used in industrial fiber laser cutting applications.
Laser Perforation Technology: With any thermal cutting technology, except in rare cases where it can start from the edge of the plate, a small hole is generally required on the plate. There are two primary methods for laser cutting machines: blasting and progressive drilling.
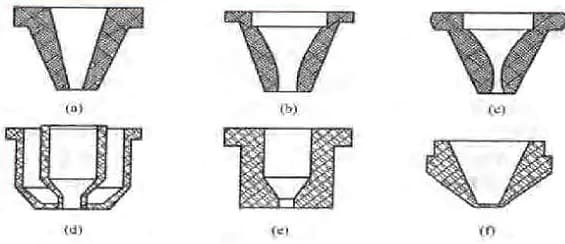
Nozzle Design and Air Flow Control Technology: Currently, the nozzle used for laser cutting has a simple structure, consisting of a conical hole with a small circular hole at the end. The design is usually determined through trial and error.
Various common concentric nozzles
Process analysis of laser cutting
Laser cutting is a process that involves both melting and vaporization.
There are many factors that can impact the quality of the cutting.
In addition to hardware factors, such as the machine tool and processing materials, software factors also play a significant role in affecting the quality of the laser cutting process.
Computer-aided process design is the fundamental approach to study the impact of these software factors on the quality of the cutting process. This includes:
① Punching Point Selection: The position of the punching point is determined based on the specific situation.
② Auxiliary Cutting Path Setting:
③ Laser Beam Radius Compensation and Empty Stroke Processing:
④ Plate Layout Optimization: The utilization rate of the plate is improved by saving materials.
⑤ Parts Set Path Selection:
⑥ Processing Factor Influence Consideration: The path is selected taking into account the effects of factors such as thermal deformation.
3. Laser cutting process
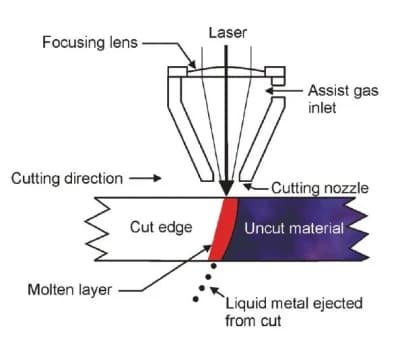
Laser cutting process “refers to the interaction between laser beam, cutting gas and workpiece.
3.1 Laser cutting process
The process of laser cutting occurs before the actual cutting takes place. The laser heats the workpiece to the necessary temperature to melt and vaporize the material. The cutting plane is made up of a nearly vertical plane that is heated and melted by the absorbed laser radiation.
In laser flame cutting, the melting zone is further heated by the flow of oxygen entering the slit, reaching a temperature close to the boiling point. The resulting gasification removes the material, and the liquefied material is expelled from the bottom of the workpiece through the use of processing gas. In laser melting cutting, the liquefied material is expelled with the gas, which also protects the slit from oxidation.
The continuous melting zone moves along the cutting direction, producing a continuous slit. Many critical aspects of the laser cutting process take place in this area, and analysis of these activities can provide valuable information about laser cutting. This information can be used to calculate the cutting speed and explain the formation of traction line characteristics.
3.2 Material characteristics
The outcome of cutting operations on a workpiece can result in either a clean cut or, on the other hand, a rough or burnt edge.
The key factors that impact cutting quality include:
Alloy Composition
The alloy composition can affect the material’s strength, specific gravity, weldability, oxidation resistance, and acidity to a certain extent. Some crucial elements in ferroalloy materials include carbon, chromium, nickel, magnesium, and zinc. The higher the carbon content, the more challenging it becomes to cut the material (with 0.8% being considered the critical value). Some types of carbon steel that are well-suited for laser cutting include Q235 and SW22 (low silicon low carbon aluminum killed steel).
Microstructure of Materials
In general, the finer the particle size of the constituent material, the better the cutting edge quality will be.
Surface Quality and Roughness
If the surface has rusty areas or oxide layers, the cut profile will be irregular and will exhibit many damaged points. To cut corrugated plate, select the maximum thickness cutting parameter.
Common surface treatments include galvanizing, focusing galvanizing, painting, anodizing, or covering with a plastic film layer. Sheet metal treated with zinc is prone to slag buildup on the edge. For painted plates, the cutting quality will depend on the composition of the coating.
How to process paint materials:
The first pass involves selecting a set of low-power parameters (for engraving) to pre-burn and mark the treated surface. The second pass involves selecting a set of parameters for cutting the material.
Plates with layered material coatings are highly suitable for laser cutting. In order to ensure the capacitive detection works correctly and for the best adhesion of the layered coating (to avoid bubble formation), the layered edge must always be positioned on the upper part of the cutting workpiece.
Beam Reflection
The way the light beam is reflected on the surface of the workpiece depends on the underlying material, surface roughness, and treatment.
Materials with low thermal conductivity require less power to weld than materials with high thermal conductivity. For example, chromium nickel alloy steel requires less power than structural steel, and generates less heat that is absorbed during processing. On the other hand, materials such as copper, aluminum, and brass absorb most of the heat generated by the laser light. Since the heat is conducted away from the target point of the beam, it becomes more challenging to melt the material in the heat-affected zone.
Heat-Affected Zone
Laser flame cutting and laser melting cutting can result in variations in the material near the edge of the cut material. Quenching in the heat-affected zone is reduced when processing low carbon steel or oxygen-free steel. However, for high carbon steel (60#), the edge area becomes harder.
Melting point
Hot melt
Gasification temperature
3.3 Processability of different materials
Structural steel
When cutting the material with oxygen, better results will be obtained using a continuous mode laser. The small curve control system adjusts the laser power according to the feed rate of the shaft. When oxygen is used as the processing gas, the cutting edge will be slightly oxidized.
For plates with a thickness of less than 3mm, ammonia gas can be used for high-pressure cutting, resulting in a non-oxidized cutting edge.
Complex contours and small holes with a diameter less than the material thickness should be cut in pulse mode to avoid cutting off sharp corners. The higher the carbon content, the easier it is to quench the cutting edge and the more likely the corner is to be burnt. Plates with high alloy content are more challenging to cut than those with low alloy content.
An oxidized or sandblasted surface will result in poor cutting quality, and residual heat on the plate surface can have a negative impact on the cutting results. To eliminate tension, only secondary-treated steel plates should be cut. Impurities in molten steel under boiling conditions significantly affect the cutting results.
For clean surface cuts in structural steel, the following tips must be followed:
S ≤ 0.04%: preferred, laser processing yields good results.
Si < 0.25%: in some cases, slightly inferior incisions may be obtained.
Si > 0.25%: it is not suitable for laser cutting and may result in worse or inconsistent results.
Oxygen can be used when edge oxidation does not matter.
Nitrogen can be used to obtain edges without oxidation and burr, and no further treatment is necessary. With high laser power and high-pressure nitrogen, the cutting speed may be equivalent or higher than with oxygen.
To cut stainless steel with nitrogen without burrs, it is necessary to adjust the focus position. By resetting the focus position and reducing the speed, a clean cut may be achieved, though small burrs cannot be avoided.
For stainless steel, the following should be considered:
Oxygen cutting: for plates thicker than 3mm, reduce the feed speed and adopt a progressive mode for perforation.
Laser Cutting Method:
Continuous Cutting (also known as CW – Continuous Wave Cutting Method): This method cuts by continuously generating an oscillation output. It is the method with the highest cutting speed when cutting low carbon steel.
Pulse Cutting Method: This method cuts by intermittently generating the oscillation output. By reducing the heat input to the material, pulse cutting can produce good cutting quality and dimensional accuracy. When performing pulse cutting, the pulse frequency must be set. The pulse frequency refers to turning the laser beam on and off several times per second, expressed in Hz.
The advantage of continuous cutting is speed, but the cutting quality is not as good. Excessive heat input from the continuous heat input to the material affects the cutting quality and dimensional accuracy. On the other hand, pulse cutting has good cutting quality but is slower than continuous cutting. For example, with a 500W laser generator, the CW cutting speed of 6mm low carbon steel is 800mm/min, but pulse cutting is only 600mm/min. The speed difference increases with thinner plates. Generally, if the steel plate thickness exceeds 3mm, CW cutting is not applicable.
The choice of cutting mode is usually made when creating a program or by changing the machine parameters on the machine.
3.4 Gas parameters
Gas parameters include:
Gas type;
Pressure;
Nozzle diameter and geometry.
The air pressure and nozzle geometry play a role in determining the edge roughness and the generation of burrs. The consumption of processing gas depends on the nozzle diameter and air pressure. Cutting air pressure below 1.0mp is considered low pressure, while 1.5mp is considered high pressure.
The most commonly used cutting nozzle has a cone-shaped circular opening. It is important to keep the distance between the nozzle and the workpiece surface as small as possible to maximize the quality of the gas that impacts the slit wall. A spacing between 0.5 and 1.5 is often used.
4. Laser processing
4.1 Laser perforation
The parameter value of perforation is different from that of cutting.
Continuous mode perforation
Advantages: rapid perforation.
Disadvantage: perforation pit is generated.
Pulse mode perforation
Advantages: small through holes.
Disadvantages: time consuming
Note: the plate thickness (mm) approximately corresponds to the perforation time (s).
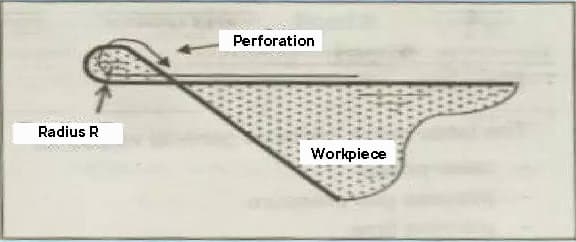
4.2 Lead and overcut
CW mode is commonly used for perforation, which is faster but produces a larger hole than perforation using a pulse. For this reason, the position of the cut-out hole is usually placed outside the contour. The distance between the perforation and the actual contour is known as the lead portion.
Unevenness in the notch edge on the workpiece can indicate a change in the focus of the low light beam from the end of the starting cutting part to the contour. The user should set the lead part on the ideal extension line on one side of the geometric unit as much as possible.
When cutting small inner contours on the surface, it’s important to let the heat generated during the piercing process dissipate before starting the cutting. Avoid setting the perforations in a narrow area and position them at a large angle with respect to the contour, which promotes heat dissipation.
The lead length depends on the thickness of the plate and the diameter of the hole.
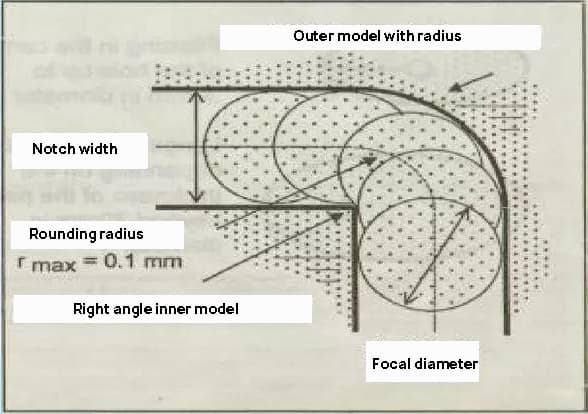
4.3 Corner processing
Machining of obtuse angle with radius
Where possible, avoid throwing angle without radius.
The corner with radius has the following advantages compared with the corner without radius:
The dynamic performance of shaft movement is better;
R optimal = plate thickness (mm) divided by 10, but not less than 1mm;
When no radius corner is required on the inner plate, the maximum radius is:
R edge = half the width of the incision.
With this beam, a radius free corner can still be generated, and now the axis moves dynamically:
For high-speed cutting on thin plates, using the hole technology is recommended. This solution has the following advantages:
The shaft changes direction through a sharp angle in a fixed direction.
The workpiece is cut at a constant speed.
The thermal influence at the corner is reduced.
Assess laser cutting incisions
Structural steel: cut with O2
Defect
Possible causes:
Terms of settlement
No burr, consistent traction line
Proper powerProper feed rate
The traction line at the bottom has a large offset, and the notch at the bottom is wider.
Feed rate too highLaser power too lowThe air pressure is too lowFocus too high
Reduce feed rateIncrease laser powerIncrease air pressureLower focus
The burr on the bottom surface is similar to the slag, in the form of droplets and easy to remove.
Feed rate too high·The air pressure is too lowFocus too high
Reduce feed rateIncrease air pressureLower focus
The metal burrs connected together can be removed as a whole.
The focus is too high.
Lower the focus.
Metal burrs on the bottom surface are difficult to remove
Feed rate too highThe air pressure is too lowImpure gasThe focus is too high.
Reduce feed rateIncrease air pressureUse purer gasLower focus
There are burrs on one side only
Incorrect mouth alignment.Defective nozzle mouth
Centering nozzleChange nozzle
Structural steel: cut with O2
Defect
Possible causes:
Exclude
Material discharged from above
Power too low, feed rate too high
In this case, press the pause button immediately to prevent the slag from splashing onto the focusing lens.And then increase the power;Reduce the feed rate.
Inclined surface cutting, good on both sides, bad on both sides.
Improper, incorrect or defective polarization mirror; the polarization mirror is installed at the position of deflection mirror
Check polarizing mirror;Check deflection mirror.
Blue plasma, workpiece not cut through
Process gas error (N2);The feed rate is too high; Power too low
In this case, press the pause button immediately to prevent the slag from splashing onto the focusing lens;Using oxygen as a processing gas; Reduce the feed rate; Increase power
Inaccurate cutting surface
The air pressure is too high; The nozzle is damaged; The nozzle diameter is too large; The material is not good.
Reduce the air pressure;Replace the nozzle;Install appropriate nozzles;Use a material with a smooth and uniform surface.
There is no burr and the traction line is inclined;The incision becomes narrower at the bottom.
Feed rate too high
Reduce the feed rate.
Crater generation
The air pressure is too high; The feed rate is too low; The focus is too high; There is rust on the plate surface; The processed workpiece is overheated; The material is not pure.
Reduce the air pressure;Increase the feed rate;Lowering the focus;Use better quality materials.
Very rough cut surface
The focus is too high;The air pressure is too high;The feed rate is too low; The material is too hot.
Lowering the focus;Reduce the air pressure;Increase the feed rate;Cooling material.
Stainless steel: cut with N2 high pressure
Defect
Possible causes:
Terms of settlement
Producing fine regular burrs in the form of drops;
The focus is too low; The feed rate is too high.
Raise the focus; Reduce the feed rate.
Irregular filamentous burrs grow on both sides, and the surface of large plates changes color.
The feed rate is too low; The focus is too high; The air pressure is too low; The material is too hot.
Increase the feed rate; Lowering the focus; Increase the air pressure; Cooling material.
Irregular burr growing only on one side of the cutting edge
The nozzle is not centered; The focus is too high; The air pressure is too low and the speed is too low.
Centering nozzle; Lowering the focus; Increase the air pressure; Increase speed.
Cutting edge yellowing
The atmosphere contains oxygen impurities.
Use nitrogen with good quality.
Plasma is generated on a straight section.
The feed rate is too high.
If this happens, press temporarily.
Generating plasma on the straight-line surface
The feed rate is too high;The power is too low;The focus is too low.
In this case, press the pause button immediately to prevent the slag from splashing onto the focusing lens;Reduce the pick-up speed;Increase power;Raise the focus.
Beam dispersion
The feed rate is too high; The power is too low;The focus is too low.
Reduce the feed rate; Increase power;Raise the focus.
Generate plasma at the corner
The angle tolerance is too high;Modulation is too high; The acceleration is too high.
Reduce the angle tolerance;Reduce modulation or acceleration.
The beam diverges at the beginning
The acceleration is too high;The focus is too low; Molten material failed to be discharged
Reduce acceleration;Raise the focus and pierce the circular hole.
Rough incision
The nozzle is damaged; The lens is dirty.
Replace the nozzle;Clean the lens if necessary.
Material discharged from above
Power too lowExcessive feed rateThe air pressure is too high
In this case, press the pause button immediately to prevent molten tears from splashing onto the focusing lensIncrease power and decrease feed rateReduce air pressure
5. Sheet metal laser cutting precautions
In order to achieve the best processing quality, please follow the following instructions:
Precision adjustment machine tool;
Maintain according to the maintenance plan;
Processing according to the above requirements;
The surface of the workpiece shall be free of rust or scale (pickled or smooth)
Parameters match with material and plate specifications;
Preset interrelated parameters.
When a reduction in machining quality is noted, check the following factors:
Parameters;
Machining head;
Beam path;
Laser;
Do not modify the standard parameters set when purchasing the laser cutting machine;
To optimize the parameters, create a new directory for them. If the processing quality deteriorates, compare the standard parameters on the machine to the optimized parameters to determine if any significant changes have been made.
The surface quality of materials greatly affects the quality of laser cutting. Raw materials must be protected from rust and dirt. If the surface is rusty, dirty, or uneven, the material should be treated before being cut on the laser cutting machine.
To achieve the best cutting quality, the operator should follow these principles:
Use standard cutting parameters based on the material thickness and type.
When the cutting quality decreases, adjust using the standard cutting parameters.
The main parameters to adjust are laser power, gas pressure, focus position, and cutting speed.
Instead of rewriting the standard parameter files, the operator should create their own parameter files and parameter file directory to continuously build on their experience.
The low light level mode of operation includes continuous mode and pulse mode. Continuous mode is used for normal cutting, while pulse mode is used for processing small holes and perforations that are smaller than the thickness of the material.
For cutting workpieces that will be reused, pulse perforation can be performed on the graphic contour. Continuous mode perforation is usually used for faster cutting, but it results in a larger hole compared to pulse perforation.
Heat dissipation before and after piercing is crucial when cutting small materials. Avoid connecting the cutting line with narrow parts of the workpiece and make sure there is a sufficient included angle with the figure to allow for heat dissipation.
The maximum cutting size of the laser cutting machine is 3000 x 1500mm. The maximum cutting capacity of a 500W fiber laser cutting machine is 6mm for carbon steel and 4mm for stainless steel.
Do not process a material unless you are sure that it can be irradiated or heated by the laser to avoid the potential danger of smoke and steam.
The operator should not leave the machine unattended while it is in operation. If it is necessary to leave, the machine must be shut down or the power switch must be turned off.
Keep a fire extinguisher within reach. Turn off the laser or shutter when not in use. Do not place paper, cloth, or other flammable materials near the unprotected laser beam.
If there are any problems during the processing, the machine should be shut down immediately to resolve the issue or report it to the relevant personnel.
Keep the laser, the bed, and the surrounding area clean, organized, and free from oil pollution. Store the workpieces, plates, and waste as required.
When using gas cylinders, avoid crushing the welding wires to prevent leaks. Follow the regulations for the use and transportation of gas cylinders. Do not expose the gas cylinder to the sun or heat sources. Stand to the side of the cylinder mouth when opening the valve.
Observe high voltage safety regulations during maintenance. Perform maintenance every 40 hours of operation or weekly, and every 1000 hours of operation or every six months, following the regulations and procedures.
After turning on the machine, manually run the X and Y axes at low speed to check for any abnormalities.
Before using a new workpiece program, run a test operation and check its performance.
During operation, stay alert to the machine’s movements to prevent accidents due to the cutting machine moving outside of its operational range or collision.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever noticed the frustrating ripples on laser-cut sheet metal? These imperfections can ruin precision and increase costs. This article explores the critical factors that lead to cutting ripples…
How has the sheet metal industry transformed with laser cutting technology? This revolutionary process is replacing traditional methods, offering unparalleled precision, efficiency, and versatility. In this article, we'll explore how…
Ever wondered why laser-cut sheet metal sometimes falls short of perfection? This article addresses common laser cutting problems, like burrs on workpieces and incomplete cuts, and offers practical solutions. By…
Imagine a future where laser cutting technology revolutionizes the manufacturing industry, boosting efficiency and precision like never before. This article explores how advancements in laser cutting are reshaping sectors from…
Imagine effortlessly etching intricate designs onto metal surfaces with pinpoint accuracy. This is the magic of metal laser engravers, a technology transforming metalworking. In this article, you'll explore the principles,…
Imagine a machine that can slice through metal with the precision of a surgeon's scalpel. Metal laser cutting machines offer this capability, transforming how industries work with metals. This article…
Is the future of metal cutting set to be revolutionized by high-power laser cutters? As industries demand faster, more precise, and thicker material processing, high-power laser cutting machines are becoming…
Have you ever wondered how a laser cutting machine is set up for optimal performance? In this article, we’ll explore the essential steps for unpacking, inspecting, and installing your new…
Metal is a kind of material with luster and ductility. Therefore, most metals can be made into beautiful and exquisite handicrafts or jewelry, such as gold rings, silver necklaces, iron…