Reducing Burr in Aluminum Plate Fiber Laser Processing
Ever wondered why burrs appear on aluminum plates during fiber laser cutting? This article dives into the factors causing burrs and how to minimize them. By adjusting laser power, gas type, and nozzle height, you can achieve smoother cuts. The latest laser technology advancements also offer new solutions. Learn practical tips to enhance your cutting process and improve product quality.
With the growing market competition and demand, aluminum products have become widely utilized in various industries, such as the automotive, electronics, precision hardware, and mechanical equipment sectors.
The optical fiber laser processing machine is crucial for efficient aluminum plate cutting production.
As a result, improving the section cutting quality of aluminum plates has become a widely discussed topic of concern.
Main influencing factors of burr in aluminum plate cutting
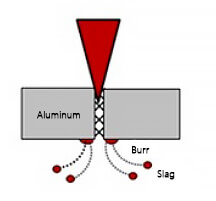
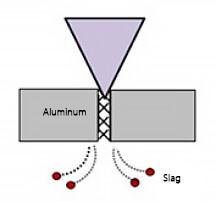
Compared to CO2 lasers, optical fiber lasers have higher concentration and a narrower cutting gap. As a result, during processing, the air flow rate is high and burrs tend to occur at the bottom of the material. For high-quality cutting, a carbon dioxide cutting machine is recommended.
Table 2. Recommended thickness of aluminum plate for different optical fiber output power
Optical output power
Recommended plate thickness
2KW
T1.0mm-2.3mm
4kW
T2.3mm-3.0mm
6kW
T3.0mm-4.0mm
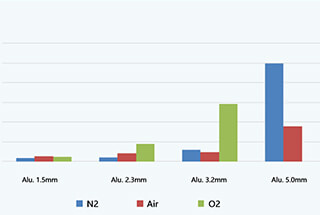
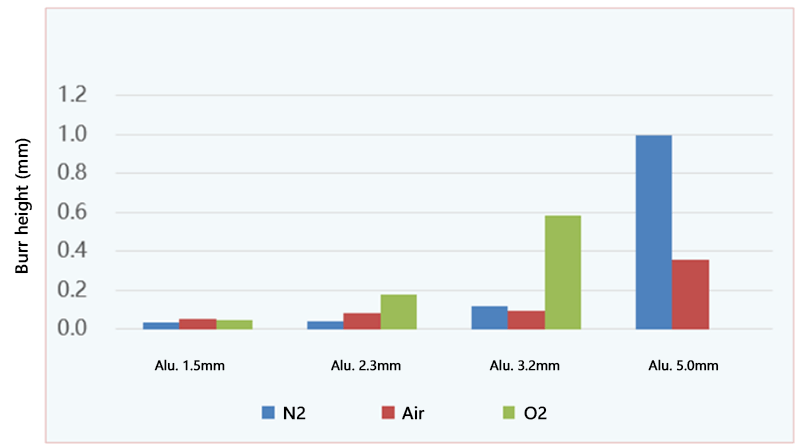
3. Influence of processing gas type on burr of aluminum plate
The burrs resulting from aluminum plate processing with nitrogen are small, soft, and easy to remove, but the operation cost is high.
On the other hand, air cutting results in larger burrs that are difficult to remove, but the operation cost is low. The burrs produced from oxygen cutting are the largest and the least practical to use.
To ensure the desired quality of the aluminum plate sections, the processing gas should be chosen judiciously based on the quality requirements.
Fig. 3 Comparison of processing gas types
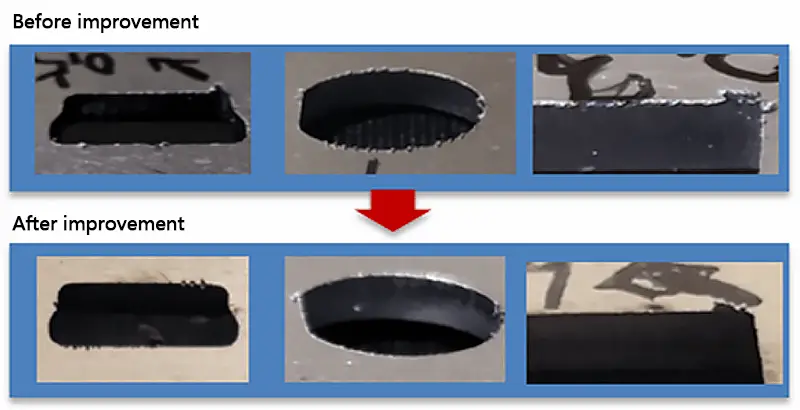
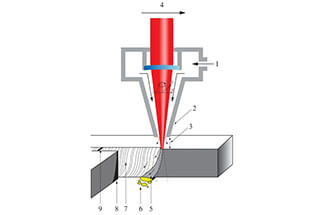
4. Effect of machining gas flow on burr (nozzle height)
To reduce burrs, the height of the nozzle can be reduced and the gas flow increased during the cutting of holes and corners. When cutting the periphery, the nozzle height should be returned to normal.
When cutting small holes and corners, lowering the nozzle height can also help reduce burrs.
Aluminum plate: t 2.0mm
Fig. 4 quality comparison of changing nozzle height
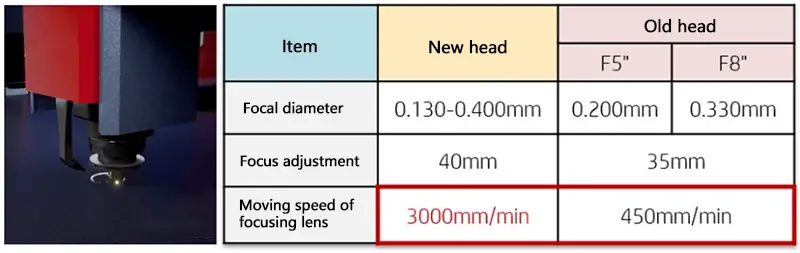
5. The help of the latest processing head for aluminum plate processing
The zoom speed of traditional processing heads is slow, making it impossible to adjust the nozzle height during processing.
However, the latest cutting heads have fast zoom speed and can maintain the set focus position even as the nozzle height changes. This ability to adjust the nozzle height can help improve the burr of aluminum plates.
Figure 5 new cutting head
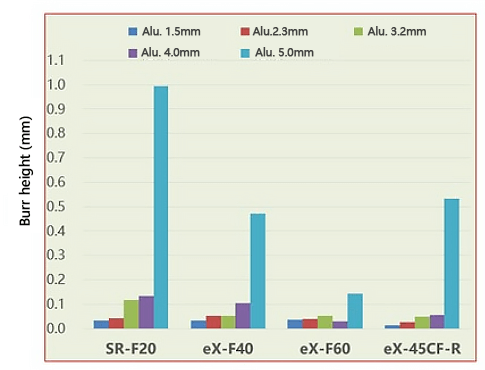
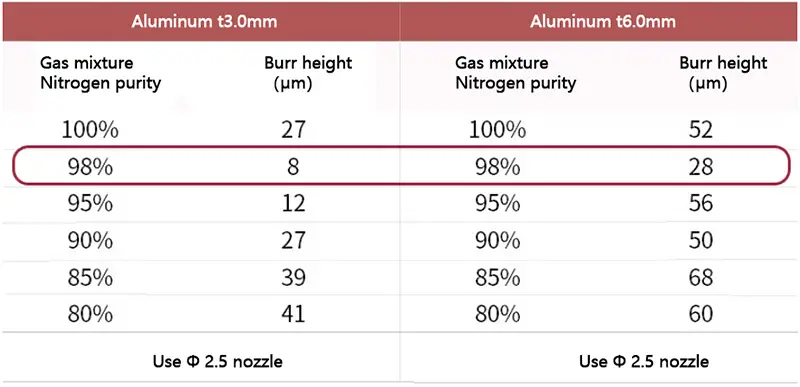
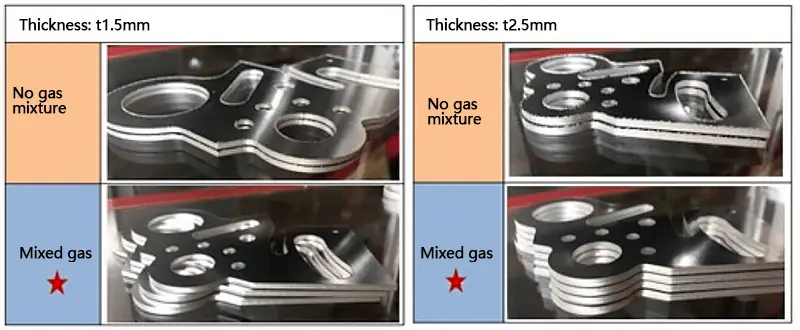
Improvement of burr of the aluminum plate by mixed gas
As we have seen, the type of processing gas can affect the height of the burr. How will using an appropriate mixture of gases affect the burr height?
Fig. 6 Effect of mixed gas purity on burr
By using an appropriate mix of nitrogen and oxygen, the burr issue of aluminum plates processed by fiber laser cutting machines can be significantly improved.
This post has outlined the major factors that impact burr in the daily production of aluminum plates processed by fiber laser cutting machines, as well as methods for adjusting them.
We hope this information will be helpful in your future aluminum processing endeavors.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Ever wondered why laser-cut metal sometimes has rough edges? This article dives into the causes of burrs in laser cutting and offers practical solutions to achieve smoother, high-quality cuts. Learn…
Have you ever wondered how manufacturers achieve precision and efficiency when cutting stainless steel? This article dives into six advanced techniques for stainless steel cutting, highlighting their benefits and applications.…
In the rapidly evolving world of metal cutting, a battle rages between laser and plasma. As technology advances, the landscape shifts, challenging long-held assumptions. Join us as we explore the…
Imagine a future where laser cutting technology revolutionizes the manufacturing industry, boosting efficiency and precision like never before. This article explores how advancements in laser cutting are reshaping sectors from…
Have you ever wondered how different laser cutting machines meet the diverse needs of industries today? This article breaks down the various types of laser cutting machines, from those designed…
Are you deciding between turret punching and laser cutting for your next project? Understanding their unique benefits and limitations is crucial. This article delves into the capabilities of both techniques,…
How can we ensure our laser cutting process for stainless steel is flawless every time? This article explores essential techniques and adjustments to optimize laser cutting quality, focusing on issues…
Have you ever wondered how a laser can cut through metal like a hot knife through butter? In this fascinating article, we'll explore the science behind fiber laser cutting technology.…
Why is laser cutting revolutionizing the shipbuilding industry? As shipbuilders face intense market competition and increased quality demands, laser cutting technology offers a solution with its high efficiency, precision, and…