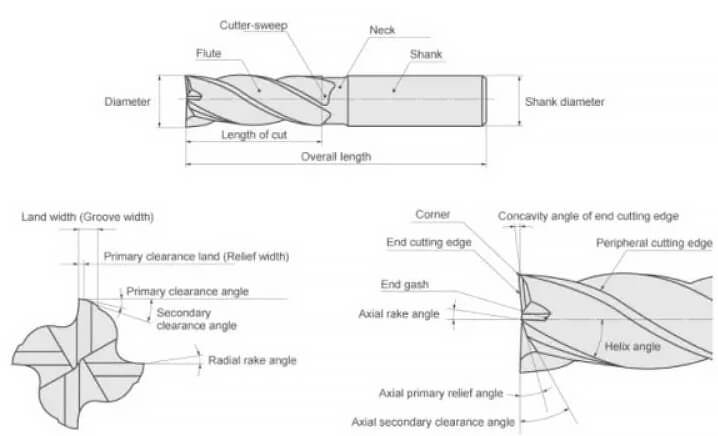
A milling cutter is a rotating tool used in milling operations, featuring one or more cutting edges, primarily used for machining planes, steps, grooves, forming surfaces, and cutting workpieces on milling machines. Based on different classification standards, milling cutters can be divided into various types.
Firstly, categorized by use, milling cutters can be divided into three major types: milling cutters for machining planes, for machining grooves, and for machining forming surfaces. This classification focuses on the application fields of the milling cutters.
Secondly, from a structural perspective, milling cutters can be divided into cylindrical milling cutters, face milling cutters, three-face cutters, integral welded tooth type, and indexable type, among others. These categories reflect the different structural features and manufacturing processes of milling cutters.
Furthermore, based on the tooth form of the milling cutter, it can be divided into straight teeth and spiral teeth. This classification is based on the distribution shape of the cutter teeth, which affects the cutting efficiency and the quality of the workpiece during the milling process.
Additionally, there are milling cutters specially designed for specific processing requirements, such as gear milling cutters. They are special tools for milling involute gears, and according to their shapes, they can be divided into disc-type gear milling cutters and finger-type gear milling cutters. This showcases the professionalism and diversity of milling cutters in specific processing fields.
Classification Standards for Milling Cutters
The classification standards for milling cutters mainly include the shape of the blade, the direction of the teeth, the form of the tooth back, and the structure. The following sections detail these classifications and their advantages and disadvantages.
By the shape of the blade:
Based on the shape of the blade, milling cutters can be classified into flat milling cutters, ball-end milling cutters, and circular milling cutters. This classification method facilitates the selection of the appropriate type of milling cutter for different machining requirements.
By the direction of the teeth:
They are classified into straight-tooth milling cutters and spiral-tooth milling cutters. Straight-tooth milling cutters are suitable for machining flat surfaces or grooves, while spiral-tooth milling cutters are more suited for complex profile machining as they provide better curvature adaptability.
By the form of the tooth back:
They are classified into pointed-tooth milling cutters and shovel-tooth milling cutters. Pointed-tooth milling cutters are suitable for high-speed machining due to their lower cutting resistance; shovel-tooth milling cutters are suitable for heavy-duty cutting as they can withstand higher cutting forces.
By structure:
They are classified into integral, welded, carbide inserted, and indexable types. Integral milling cutters have a simple structure and lower cost, but their durability is not as good as other types; welded milling cutters perform better in terms of durability and strength, but at a higher cost; carbide inserted milling cutters prolong their lifespan by replacing the teeth, making them suitable for mass production; indexable milling cutters offer the highest flexibility and economy as they allow users to replace specific teeth as needed.
Types of Milling Tools
To make milling a versatile machining process, there is a wide variety of milling cutters available on the market. These cutters come in different sizes, shapes, and materials. Some milling cutters are made of high-speed steel (HSS), while others are made with carbide tips.
1. End mill:
The end mill is a cutting tool that has teeth on both sides. This tool is versatile and can be used for a variety of drilling operations. The term “end mill” is commonly used for flat-bottomed tools.
Unlike a drill bit, which only cuts in the axial direction, the end mill is capable of cutting in all directions. The end mill typically has one or more chip removal slots and is used for various milling operations. It is made of high-speed steel or a hardened material.
There are two variations of the end mill: one with cutting edges on both sides, known as central cutting, and another with a cutting edge on only one side, referred to as non-central cutting edge.
2. Rough milling cutter:
Rough End Mill” cutter is also referred to as a “Pippa” cutter. These end mills offer excellent performance even under harsh operating conditions. They are used for removing a substantial amount of material from the workpiece. These tools typically have more undulated teeth and result in a rough surface finish with the production of smaller chips.
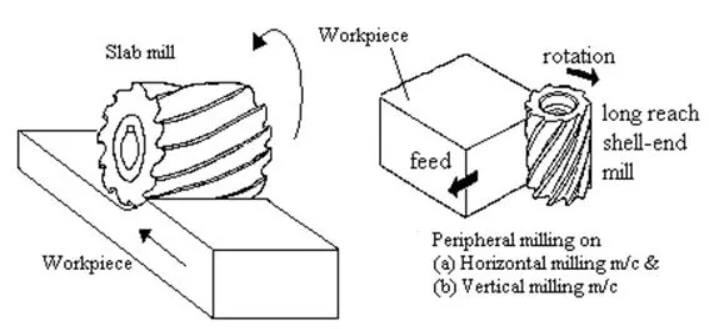
3. Peripheral milling cutter:
When the cutting teeth on the milling cutter are located on the circumference or periphery of the disk, they are referred to as peripheral or circumferential milling cutters. These types of cutters can only be used in horizontal milling machines.
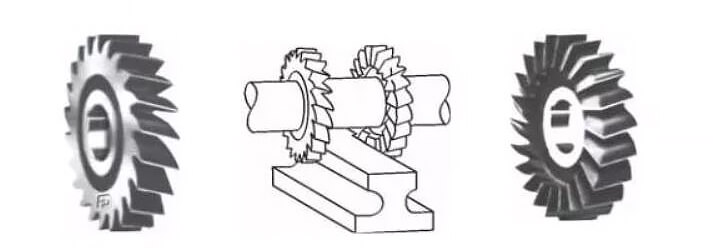
4. Side milling cutter:
The side milling cutter is a type of milling tool with cutting teeth present on both the periphery and the face or end. It is typically used for milling operations on the side, face, and for cutting grooves. They are also effective in creating deep and narrow grooves.
The Face Milling Cutter is comprised of a large-diameter cutting body with multiple blades that are mechanically fixed. Through its cutting stroke and deep radial and narrow axial cuts, it can remove a large amount of unwanted material.
The diameter of the face milling cutter body typically depends on the length of the workpiece and the available clearance on both sides.
This cutting tool can also be used for profiling milling operations and is known for its rigidity. The surface finish produced by the face milling cutter depends on the feed rate and the number of teeth on the tool.
6. Concave milling cutter:
The Concave Milling Cutter belongs to the category of forming cutters. These are specially manufactured tools designed to create specific shapes on the workpiece. The Concave Milling Cutter is specifically designed to correspond to the convex surface of a circular profile, which is usually equal to or less than a semicircle.
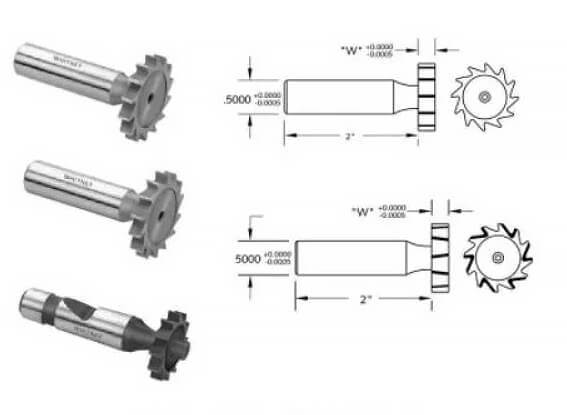
7. Woodruff tool:
“Woodruff” cutting tools are typically used to cut keyways in wood materials. The edge of the tool has a slightly concave shape, and its teeth are not intended for side cutting. The tool has two types of tooth profile: straight teeth and staggered teeth.
8. Thread milling cutter:
A thread milling cutter is a cutting tool used for cutting the external and internal thread tooth profile of a workpiece. It is capable of processing both single and variable pitch threads ranging from M2 to 1mm nominal diameter.
9. Ball end milling cutter:
Ball end mills, also known as ball nose mills, are named for their hemispherical cutting ends. They are used to reduce stress concentration during operation and are typically suitable for machining three-dimensional surface shapes of workpieces.
10. Flying Cutter:
The flying cutter is made up of a main body with one or two inserted cutter heads. As the cutter head rotates, it can make narrower or wider cuts. While face milling cutters are more commonly used in various cases, they are also more expensive.
Flying cutters, on the other hand, can accomplish the same processing tasks as face milling cutters but at a lower cost. However, their cutting efficiency is significantly lower compared to face milling cutters.
What Is a Milling Tool?
The milling cutter plays an important role in the milling machine. It is a rotary tool with one or more teeth for milling.
During operation, each tooth of the cutter cuts away a portion of the workpiece in turn.
The milling cutter is primarily used for tasks such as milling flat surfaces, steps, grooves, forming shapes, and cutting workpieces.
Significance of Milling Tools
In typical milling operations, the tool in the milling machine moves perpendicular to its own axis, thereby removing excess material from the workpiece around the tool.
The milling machine is a widely used device capable of performing a variety of machining operations. It is used to process and manufacture parts of various shapes and sizes, with the milling cutter being a crucial tool in accomplishing these tasks.
Material Considerations
When selecting a milling cutter, it is crucial to consider the material from which it is made. Different materials suit varying applications and have their unique properties. The following discuss four main materials commonly used in milling cutters: High-Speed Steel, Carbide, Cobalt, and Diamond.
High-Speed Steel
High-speed steel (HSS) is a widely used material for milling cutters. HSS offers reasonable wear resistance and cutting speeds for a variety of applications. Due to its versatility, lower cost, and ease of manufacture, HSS milling cutters are a popular choice, particularly for less-demanding applications or small-scale operations.
Carbide
Carbide milling cutters are composed of a hard compound, usually tungsten carbide, and a metallic binder. They offer increased wear resistance and cutting speeds over HSS. Although carbide cutters tend to be more expensive, their durability and efficiency make them suitable for high-volume production and machining of harder materials. Some key properties of carbide cutters include:
- High wear resistance
- Faster cutting rates
- Longer tool life
- Improved surface finish
Cobalt
Cobalt milling cutters contain a significant amount of cobalt, increasing their hardness and wear resistance compared to standard HSS cutters. These cutters are suitable for machining tougher materials, such as stainless steel and high-temperature alloys. While cobalt milling cutters are not quite as wear-resistant as carbide, they offer an excellent balance between performance and cost, making them a reliable choice for many applications.
Diamond
Diamond milling cutters are another high-performing option, made from polycrystalline diamond (PCD) or natural diamond. These cutters exhibit exceptional hardness and wear resistance, allowing them to sustain sharp cutting edges for an extended period. Diamond milling cutters are ideal for:
- Machining highly abrasive materials
- Providing a superior surface finish
- Achieving tight tolerances
However, diamond milling cutters come at a higher cost compared to other materials and generally do not perform well while machining ferrous materials. This limitation is due to the carbon found in ferrous materials, which forms hard carbides and reduces the cutter’s effectiveness.
By understanding the qualities of different materials, an informed decision can be made when selecting milling cutters for specific applications.
Selection Principle of Milling Cutter
1. Selection of milling cutter diameter
The selection of the milling cutter diameter can vary greatly based on the specific product and production batch. The choice of the diameter of the tool is mainly dependent on the specifications of the equipment and the size of the workpiece being machined.
Plane milling cutter
When selecting the diameter of the face milling tool, it is important to consider that the power required by the tool should fall within the range of the machine tool’s power capabilities. Alternatively, it can be selected based on the diameter of the machine tool’s spindle.
One commonly used method for determining the diameter of the face milling cutter is to use the formula D = 1.5d, where d is the diameter of the spindle.
For mass production, the tool diameter can also be selected based on 1.6 times the width of the workpiece being cut.
End mill
The selection of the end milling cutter diameter should primarily consider the processing size requirements of the workpiece to guarantee that the cutter’s power requirements are within the rated power range of the machine tool.
For small-diameter end mills, the main concern should be whether the machine tool’s maximum revolutions can reach the tool’s minimum cutting speed (60m/min).
For slotting cutters, the diameter and width should be selected based on the size of the workpiece being machined, ensuring that the cutting power remains within the allowable power range of the machine tool.
2. Selection of milling cutter blade
a. For finishing, it’s best to use a grinding blade. This type of blade has good dimensional accuracy, which ensures the positioning accuracy of the cutting edge, leading to better machining accuracy and surface roughness.
b. For rough machining, it’s best to use a pressing blade, which reduces the processing cost. Although the dimensional accuracy and sharpness of a pressing blade are worse than those of a grinding blade, its edge strength is better. It is impact-resistant during rough machining and can handle large cutting depths and high feeds.
c. Sharp, large rake blades are ideal for milling viscous materials such as stainless steel. The sharp blade reduces friction between the blade and workpiece, allowing chips to leave the front of the blade more quickly during the cutting process.
3. Selection of milling cutter blade
(a) The number of teeth must be considered when selecting a milling cutter. The size of tooth pitch will determine the number of cutter teeth involved in cutting at the same time and affect the smoothness of the cutting and the requirements for the cutting speed of the machine tool. Rough tooth milling cutters are mostly used for rough machining due to their large chip removal groove. The cutting load per tooth of a coarse tooth milling cutter is greater than that of a dense tooth milling cutter at the same feed rate.
(b) For finish milling, with a shallow cutting depth of generally 0.25-0.64mm, it is recommended to select a dense tooth milling cutter.
(c) During heavy rough milling, excessive cutting force can lead to chatter in machine tools with low rigidity, causing edge collapse of cemented carbide blades and shortening tool life. Using a coarse tooth milling cutter can reduce the power requirement of the machine tool. Thus, when the spindle hole size is small (such as R8, 30#, 40# taper holes), rough tooth milling cutters can be effectively used for milling.
Latest Technological Trends in Milling Cutters
The latest technological developments in milling cutters primarily focus on the following areas:
Innovation in Material Composition: One of the recent advancements in end mill drill bit technology is the innovation in material engineering, particularly the use of ultra-fine carbide grains. This helps to enhance performance and extend tool life.
Advancements in Coating Technology: Innovations in material selection, tool design, and coating technology will further boost the performance of milling cutters.
Enhancement in Geometric Shapes: The progression of end mill drill bit technology also includes enhancements in geometric shapes to improve performance and prolong tool life.
Application of CNC Milling Machines and Development Towards Intelligence and Digitization: The use of CNC milling machines not only enhances manufacturing efficiency and product quality but also propels the industry towards intelligence and digitization. This suggests that the evolution of milling cutter technology will adapt to these trends.
Market Demand Driven by Rapid Development in New Industrial Fields: The rapid growth in some emerging industrial sectors brings new market demands for milling cutters, prompting constant innovations in milling cutter technology to meet these needs.
Conclusion
When choosing a milling cutter for either a CNC milling machine or a conventional milling machine, it is important to consider various factors such as the material and hardness of the workpiece and the specifications of the milling cutter, such as cutting edge length, tool length, cutting edge diameter, and shank diameter. High-speed steel milling cutters are typically used with conventional milling machines, while cemented carbide cutters are preferred for use with CNC milling machines.