Al 6061 vs 7075: Understanding the Key Differences
Ever wondered which aluminum alloy suits your project better, 6061 or 7075? Both are popular choices, but they have key differences. In this article, you'll discover the distinct properties of…
What’s the difference between 6061-T6 and 7075-T651 aluminum alloys, and which one should you choose for your project? This article dives into the properties, applications, and key distinctions between these two popular alloys. From their strength and hardness to their corrosion resistance and workability, you’ll learn how each alloy’s unique characteristics make it suitable for different uses. By the end, you’ll be equipped to make an informed decision about which aluminum alloy is best for your specific needs.

In mechanical design, we often use aluminum alloys. For example, 6061-T6 and 7075-T651 are the two most commonly used aluminum alloys.
Because they have a good strength-to-weight ratio, meaning that they are lightweight but also strong, they are popularly used in weight-sensitive areas such as high-speed platforms, aircraft structures, and bicycle frames.
So, the question is: What is the difference between 6061-T6 and 7075-T651? What do the designations “6xxx” and “7xxx” mean? And what does “T6” and “T651” indicate?
Speaking of this, we must mention the classification and naming method of aluminum alloys.
(1) Forged and cast aluminum alloys:
We know that aluminum alloys are based on aluminum and added with one or two main alloying elements that have metal characteristics.
In most aluminum alloys, the content of aluminum is between 90% to 96%, and other alloying elements include copper, zinc, manganese, magnesium, silicon, etc.
According to the production process type, aluminum alloys can be classified into forged aluminum alloys and cast aluminum alloys.
Forged aluminum alloys are produced in the form of ingots or billets and then processed through various processes such as rolling, extrusion, deformation, drawing, etc., to produce alloys that can be machined into parts by end-users.
Cast aluminum alloys are made by casting methods to produce ingot alloys.
| Wrought aluminum alloys of different grades | ||||||
| Grade | Main alloy elements | Strengthening method | Strength | Corrosion resistance | Processability/formability | Connection/welding performance |
| 1xxx | Non alloy (99% AI) | strain hardening | 5 | 1 | 1 | 3 |
| 2xxx | copper | heat treatment | 1 | 4 | 4 | 5 |
| manganese | strain hardening | 3 | 2 | 1 | 1 | |
| 4xxx | silicon | Strain hardened magnesium containing heat treatable | 3 | 4 | 1 | 1 |
| 5xXx | magnesium | strain hardening | 2 | 1 | 1 | 1 |
| 6xxx | Magnesium, silicon | heat treatment | 2 | 3 | 2 | 2 |
| 7xxx | zinc | heat treatment | 1 | 1 | 4 | 3 |
| 8xxx | Lithium, tin | heat treatment | ||||
| Cast aluminum alloys of different grades | ||||||
| Grade | Main alloy elements | Strengthening method | Cracking sensitivity | Corrosion resistance | Finishing performance | Welding performance |
| 1xx.x | Non alloy (99% A) | strain hardening | — | 1 | 1 | 1 |
| 2xx.x | copper | heat treatment | 4 | 4 | 1-3 | 2-4 |
| 3xx.x | Silicon, magnesium, copper | heat treatment | 1-2 | 2-3 | 3-4 | 1-3 |
| 4xx.x | silicon | strain hardening | 1 | 2-3 | 4-5 | 1 |
| 5xx.x | magnesium | strain hardening | 4 | 2 | 1-2 | 3 |
| 6xx.x | nothing | nothing | — | — | ||
| 7xx.x | zinc | heat treatment | 4 | 4 | 1-2 | 4 |
| 8xx.x | Tin, copper, nickel | heat treatment | 5 | 5 | 3 | 5 |
| Note: Cells without numbers are often left unspecified or difficult to summarize. Level 1 indicates a very good rating while level 5 indicates a poor rating, and levels 2-4 fall within the intermediate range. | ||||||
Forged aluminum alloys and cast aluminum alloys.
Forged aluminum alloys contain no more than 4% alloying elements, while cast aluminum alloys have an alloy composition greater than 10%.
This is because the higher content of alloying elements leads to lower ductility, which can hinder later processing.
Therefore, in practical engineering, most cases use forged aluminum alloys such as commonly used 6061, 7075, 5083, 1100, and even AL-Li8090-T8771.
(2) Heat-treatable aluminum alloys and non-heat-treatable aluminum alloys.
Aluminum alloys can also be classified into heat-treatable and non-heat-treatable categories based on whether they can undergo heat treatment. Heat-treatable aluminum alloys rely on the main alloying elements (and some minor ones) to provide significant solid solution and precipitation hardening during the aging process, thus improving the strength and hardness of the alloy.
This involves several concepts such as solid solution heat treatment and aging. Later, we will touch on other concepts related to alloy strengthening such as cold working and strain hardening.
Cold working refers to plastic deformation that occurs in metals at a certain temperature and rate, which achieves strain hardening—for example, through rolling or drawing—to increase strength.
The principle behind cold working is that it creates dislocations and vacancies in the microstructure, which suppresses relative motion between atoms and ultimately increases the strength of the alloy.
Strain hardening is a way to modify the metal structure by cold working, which increases strength and hardness but decreases ductility. Please see Figure 4 in this article for a better understanding of strain hardening.
Solid solution heat treatment is a method of heating a product to an appropriate temperature and holding it there for a sufficient amount of time to allow solutes to enter solid solutions, followed by rapid cooling to maintain solute elements in the solid solution.
For aluminum alloys, solid solution heat treatment involves heating the alloy to a high temperature of 440℃-530℃ (specific temperature depends on the alloying elements), which aims to dissolve the alloying elements into the aluminum to soften it.
The material is typically then quenched in water to maintain the distribution of solute elements within the alloy.
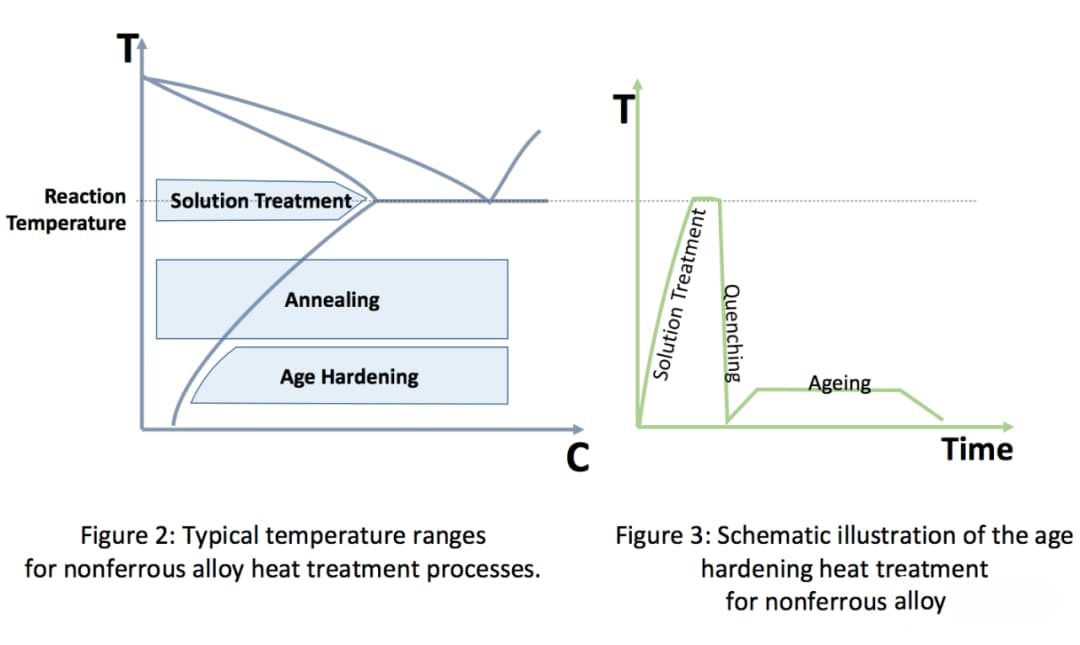
Aging refers to the precipitation of solute atoms from a supersaturated solid solution after solid solution heat treatment. This can occur naturally at room temperature or artificially in a low-temperature furnace, resulting in finer atomic precipitation and thus improving the strength of the alloy.
For aluminum alloys, aging is the process of precipitating a portion of the alloying elements or compounds from the supersaturated solid solution to produce the desired mechanical properties.
After solid solution heat treatment and quenching, the material is relatively soft, making it suitable for stretching to strengthen the material.
If the material is left to age naturally in air after quenching, it will gradually become harder. However, this change occurs very slowly, and some alloys may take several years to reach their maximum hardness.
Alternatively, if the material is immediately subjected to artificial aging, whereby it is heated again to 100-200°C and held for a certain amount of time, it will harden due to the precipitation of hardening compounds and its strength will be greatly increased.


In the aging process, it is crucial to control the temperature and time properly. A high temperature with a long aging time can result in the formation of larger precipitation elements and greatly reduce the precipitation hardening effect.
On the other hand, a too low aging temperature will consume too much precipitation time to produce good strengthening effects. A longer time means lower efficiency and higher cost.
Annealing: heating and slow cooling to eliminate internal stress and improve toughness.
Tempering: reheating after quenching. The English word “temper” also means getting angry. When someone is calm, their temper is small, but when they get angry, their temper flares up. It can be understood that when someone gets angry, their temper comes back, hence the term “tempering” (just for ease of memory).
Now that we have explained a bunch of concepts, let’s continue.
Non-heat treatable aluminum alloys cannot provide significant solid solution and precipitation hardening effects with their primary alloying elements during solution heat treatment and aging processes. Therefore, their strength can only be improved through strain hardening methods such as cold rolling or drawing.
For example, class 1, 3, and 5 forging aluminum alloys are non-heat treatable, while classes 2, 6, and 7 can be heat treated.

For cast aluminum alloys, types 1, 4, and 5 are non-heat-treatable, while types 2, 3, 7, and 8 can be heat-treated.
Non-heat-treatable aluminum alloys can only have their strength increased through work hardening processes such as rolling and drawing, which create dislocations and vacancies in the structure, inhibiting relative atomic motion and thus increasing alloy strength.
Heat-treatable aluminum alloys can have their strength increased through both heat treatment and work hardening.
In other words, whether or not an aluminum alloy can be heat-treated determines its method of strengthening.
| Strength of wrought aluminum alloys | ||||
| Grade | Main element content (%) | Strengthening method | Tensile strength (MPa) | Yield strength (MPa) 0.2% |
| 1xxx | Aluminum: 99.00-99.99 | Cold working | 75-175 | 28-152 |
| 2xxx | Copper: 2.2-6.8 | heat treatment | 170-520 | 76-345 |
| 3xxx | Manganese: 0.3-1.5 | Cold working | 140-280 | 41-248 |
| 4xxx | Silicon: 3.6-13.5 Copper: 0.1-4.7 Magnesium: 0.05-1.3 | Cold working, some can be heat treated | 105-350 | 45-180 |
| 5xxx | Magnesium: 0.5-5.5 | Cold working | 140-380 | 41-345 |
| 6xXx | Silicon: 0.2-1.8 Magnesium: 0.35-1.5 | heat treatment | 150-380 | 55.2-276 |
| 7xXx | Zinc: 0.8-8.2 Magnesium: 0.1-3.4 Copper: 0.05-2.6 | heat treatment | 380-620 | 103-503 |
| Note: The tensile strength and yield strength in the table are average values | ||||
| Strength of cast aluminum alloys | ||||
| Grade | Main element content (%) | Strengthening method | Tensile strength (MPa) | Yield strength (MPa) 0.2% |
| 1xx.x | Aluminum: 99-99.99 | Cold working | 131-448 | 28-152 |
| 2xx.x | Copper: 4-4.6 | heat treatment | 131-276 | 90-345 |
| 3xx.x | Silicon: 5-17 | heat treatment | 117-172 | 66-172 |
| 4xx.X | Silicon: 5-12 | Cold working | 117-172 | 41-48 |
| 5xx.x | Magnesium: 5-12 | Cold working | 131-448 | 62-152 |
| 6xx.x | / | |||
| 7xx.x | Zinc: 6.2-7.5 | heat treatment | 207-379 | 117-310 |
| Note: The tensile strength and yield strength in the table are average values | ||||
Aluminum alloys are represented by four digits followed by some symbols, such as 5083-H112, 7075-T73, etc.
The representation method also clearly distinguishes between forged aluminum alloys and cast aluminum alloys.
There is a decimal point in the first 4 digits of cast aluminum alloys, while there is no decimal point in forged aluminum alloys.
For example, 1xxx, 3xxx, 5xxx, 7xxx represent forged aluminum alloys, while 1xx.x, 3xx.x, 5xx.x, 7xx.x represent cast aluminum alloys.
Because forged aluminum alloys are more commonly used in actual engineering, I will mainly focus on forged aluminum alloys below.
The first digit represents the type of aluminum alloy, consisting of digits 1-9, with different digits representing different alloy compositions.
The second digit represents the modification of the alloy composition, where 0 represents the original composition, 1 represents the first modification, 2 represents the second modification, and so on, indicating the differences in the content of different alloy elements. For example, 7075 represents aluminum-zinc original alloy, while 7175 and 7475 represent aluminum-zinc modified alloys. 7175 and 7475 are modified grades of 7075.
The third and fourth digits represent specific alloys in the alloy series. The values of these digits have no special meaning.
1xxx Series
The 1xxx series of aluminum alloys is not actually true aluminum alloy, as their aluminum content is 99%, which makes them commercially pure aluminum.
In terms of mechanics, this type of alloy has good ductility. For example, 1100 is commonly used for sheet metal forming and for common pharmaceutical and food aluminum foil packaging, which is also made from 1xxx series alloys.
In addition, 1xxx series alloys have good corrosion resistance, processability, and can be hardened by processing to increase their strength.
Due to their excellent conductivity and thermal conductivity, these alloys are widely used in the field of power transmission.
2xxx Series
The main alloying element of the 2xxx series is copper, with a small amount of magnesium.
Because copper can dissolve in aluminum at high temperatures, this type of alloy reacts to solid solution strengthening and is called heat-treatable aluminum alloy.
After heat treatment, it can have excellent strength, comparable to low carbon steel.
Of course, due to the presence of copper, it is also more susceptible to corrosion.
2024 is a typical and widely used 2xxx series aluminum alloy.

3xxx Series
The primary alloying element of class 3 aluminum alloys is manganese.
These alloys have moderate strength and excellent workability.
For example, the 3003 aluminum alloy in this class is commonly used for heat dissipation devices due to its good formability.
Another example is the 3004 aluminum alloy, which has good ductility and workability and is often used for manufacturing beverage cans.
4xxx Series
The primary alloying element of class 4 aluminum alloys is silicon.
The addition of silicon can lower the melting point without affecting ductility. Therefore, these alloys are usually used as welding wires to connect other aluminum materials.
In addition, the oxide layer of class 4 alloys is aesthetically pleasing, making them popular in building applications. The most representative alloy in this class is 4047, which has good thermal and electrical conductivity, as well as corrosion resistance.
These alloys are usually non-heat treatable, but depending on the silicon content and other alloying elements, some can be subjected to a certain degree of heat treatment.
5xxx Series
The primary element of class 5 aluminum alloys is magnesium, with a small amount of manganese in specific alloys.
These alloys can be strengthened by strain hardening, are easy to weld, and have excellent corrosion resistance, making them suitable for marine environments, such as ship hulls, gangways, and other marine equipment.
For example, the 5052 alloy has good resistance to seawater corrosion and excellent formability, making it commonly used in marine vessels. The 5083 alloy is suitable for tanks and fighter planes, while the 5005 alloy is often used in building structures.

The 6xxx series
The main alloying elements of the 6xxx series aluminum alloy are magnesium and silicon, which will form Mg2Si during solid solution heat treatment.
This type of alloy can improve its strength through heat treatment. Although it does not have the high strength of the 2xxx and 7xxx series aluminum alloys, it combines good strength, workability, weldability, formability, and corrosion resistance.
The 6xxx series alloy produced by extrusion is the first choice in the mechanical and structural engineering fields.
For example, 6061 aluminum alloy is the most flexible heat-treatable aluminum alloy, which retains most of the excellent characteristics of aluminum. Therefore, it is also the most frequently used aluminum alloy in our designs. This grade has a wide range of mechanical properties and corrosion resistance, excellent workability under annealed conditions, can be processed using conventional methods, and can also be welded.

7xxx series aluminum alloys
The main alloying element of the 7xxx series aluminum alloys is zinc, usually with a certain amount of copper and magnesium.
Because of the use of zinc, this type of alloy is the strongest among all forging alloys, and its strength can even exceed that of some steels.
For this reason, 7xxx alloys are commonly used in the aircraft industry. Although the addition of zinc will reduce its workability, its excellent strength makes up for these shortcomings.
For example, 7075 aluminum alloy, because it has an excellent strength-to-weight ratio, is the ideal choice for high-stress parts. It can be formed and processed according to needs, as well as heat-treated and other operations.

8xxx series aluminum alloys
The 8xxx series aluminum alloys use uncommon elements as their alloying elements, such as lithium, tin, or iron.
This type of alloy is generally used in specific applications, such as high-temperature performance, lower density, higher stiffness, and other requirements.
For example, aluminum-lithium alloy 8090-T8771 is used for high-speed rotating, low moment of inertia, and high rigidity large turntable.
8xxx alloys are also commonly used in helicopter components and other aerospace applications.
Aluminum alloys are grouped and represented by four-digit numbers, with different digits representing different alloy compositions.
For example, the main alloying element of 2xxx alloys is copper, while the main alloying elements of 6xxx aluminum alloys are magnesium and silicon, and the main element of 7xxx aluminum alloys is zinc.
Aluminum alloy heat treatment is represented by uppercase letters and numbers.
Uppercase letters, such as F, O, H, W, T, etc., represent different types of heat treatments.
For example, 6061-T6: This aluminum alloy belongs to the 6xxx series aluminum alloy, which is an aluminum-magnesium-silicon alloy, has undergone solid solution heat treatment, and then artificial aging: T6.
Another example is 7075-T651, which is basically tempered as T6. It means it has undergone solid solution heat treatment, quenching, and then artificial aging. The number 5 represents stress relief, and the number 1 indicates that the elongation after stress relief is between 0.5-2%.
| Tempering and Strengthening Methods for Aluminum Alloys | ||||
| F | – | F=As Fabricated, indicating a product made through a molding process. For example, forged or cast alloy products are manufactured by processes such as rolling, extrusion, forging, drawing, or casting, which do not have special control over thermal conditions during processing or strain hardening. For example, 2014-F represents the processed product form of 2014 aluminum alloy, which can represent any product process or product form, such as products produced using rolling, extrusion, forging processes, or combinations of these processes. | ||
| O | – | Annealed. This symbol indicates forged or cast alloy products made by certain forming processes, such as rolling, extrusion, forging, drawing, or casting. Used to achieve the minimum strength state of the relevant alloy, improve subsequent machinability, or improve ductility and toughness. | ||
| H | – | Strain hardened by cold work. For non heat treatable aluminum alloys, the strength is usually improved by strain hardening at room temperature. H is usually followed by two or three symbols to indicate the amount of cold work and subsequent heat treatment. | ||
| H1 | Strain hardening. Applied to products that do not undergo heat treatment but only obtain the required strength through strain hardening. The number after H1 indicates the amount of strain hardening. | |||
| H2 | Strain hardening and partial annealing. When using this type of tempering, the alloy is intentionally overstrained and then partially annealed to reduce its strength to the required value. The number after H2 indicates the remaining strain hardening amount after partial annealing. | |||
| H3 | Strain hardening followed by thermal stabilization treatment. It is applied to products that undergo strain hardening and then stabilize the tissue by heat generated by low-temperature heat treatment or processing. Stabilization treatment can generally improve ductility. H3 tempering is only used for alloys that undergo natural aging at room temperature and thus soften, such as magnesium containing alloys. The number after H3 indicates the remaining strain hardening amount after stabilization. | |||
| H4 | Strain hardening and painting. Apply to products that are painted after strain hardening. During the painting process, some heat is introduced, which can reduce the residual hardening amount in the alloy and improve the stability of the alloy. | |||
| The number after H4 indicates the remaining strain hardening amount after painting. | ||||
| HX2 | 2/8=1/4 times strengthening, with a tensile strength increase of 25% of the total hardening amount compared to annealing | |||
| HX4 | 4/8=1/2 times strengthening, with a tensile strength increase of 50% of the total hardening amount compared to annealing | |||
| HX6 | 6/8=3/4 times strengthening, tensile strength increased by 75% of the total hardening amount compared to annealing | |||
| HX8 | Fully hardened. Use 8 for basic reinforcement. | |||
| HX9 | Extremely reinforced, usually 14 Mpa higher than the HX8, or more | |||
| H111 | Indicates that after annealing, slight strain hardening is performed during stretching, and is typically applied to extruded profiles that must be straightened after annealing to achieve a straightness tolerance. | |||
| H112 | Used for products that have achieved a small amount of tempering through a high-temperature molding process and have no special control over strain hardening and heat treatment, but have certain requirements for mechanical properties or mechanical testing. | |||
| HX11 | Suitable for products that can produce sufficient strain hardening after final annealing. | |||
| T | Heat treatment | |||
| T1 | After high-temperature molding (rolling or extrusion) and cooling, naturally aging to a stable state. | |||
| T2 | High temperature molding and cooling, followed by cold processing, and natural aging to steady-state. | |||
| T3 | Solution heat treatment followed by cold processing followed by natural aging to a stable state. Widely used in 2 series aluminum alloys, such as 2024. | |||
| T4 | After solution heat treatment, naturally age to a stable state. It is mainly used for 2 series alloys. | |||
| T5 | After high-temperature molding and cooling, artificial aging is performed. | |||
| TX51 | Stress is released by stretching, typically between 1% and 3%. Suitable for extruded products of rolled plates and rods, occasionally used for die or ring forgings. | |||
| TX510 | ||||
| TX511 | ||||
| TX52 | “Stress relief through compression is commonly used for hand and die forgings.”. | |||
| TX54 | Relieve stress by stretching and compressing. | |||
| T6 | After solution heat treatment, artificial aging is performed to achieve precipitation hardening. | |||
| T651 | After T6 treatment, internal stress is eliminated by stretching 0.5% – 2%. | |||
| T7 | Solution heat treatment followed by aging in a furnace to an overaged state (or steady-state state). | |||
| T8 | Solution heat treatment, cold work hardening, and then artificial aging treatment. | |||
| T9 | Solution heat treatment, artificial age hardening, and cold working enhance strength. | |||
| T10 | After high-temperature molding and cooling, cold processing is performed, and then artificial aging is performed to achieve precipitation hardening | |||
| W | – | Solution heat treated | ||
Tempering and Strengthening Methods for Aluminum Alloys
The specific meanings of different letters are as follows:
F = As Fabricated, representing products made through forming processes.
These alloys have no special requirements for strain hardening and heat treatment, and may receive some temper during the forming process. There are no limitations on mechanical properties.
For example, 2014-F represents a formed product of 2014 aluminum alloy, which can be formed by rolling, extrusion, forging, drawing, or casting, and these processes do not have special control over the thermal conditions.
O: Annealed
The main purpose of annealing is to improve workability, ductility, and elongation, and to bring aluminum alloys to their lowest strength state.
For example, 5083-O represents any product form of 5083, whose most recent treatment was heating to high temperature of 345°C, and then natural cooling to room temperature.
H: Strain Hardened
For non-heat-treatable aluminum alloys, strength is usually increased by strain hardening at room temperature. H usually has 2 or 3 symbols, indicating the amount of cold working and subsequent heat treatment.
For example, the first number after H, H1 represents only strain hardening, H2 represents strain hardening and partial annealing, H3 represents strain hardening followed by low-temperature stabilization, and H4 represents strain hardening and painting.
The specific meanings of H1-H4 are as follows:
H1: No heat treatment process, only strain hardening to increase strength. The numerical value after this code represents the degree of hardening.
H2: Strain hardening and partial annealing. Used for products that have undergone excess strain hardening and then partially annealed to reduce strength to the required level. The number after H2 represents the remaining strain hardening after annealing.
H3: Strain hardening and low-temperature stabilization. Used for products that have undergone strain hardening and then stabilized at low temperature to reduce strength and increase ductility. The number after this symbol represents the remaining hardening after strain hardening and low-temperature stabilization.
The second number after H, such as X in H1X, represents the actual strain hardening level of the alloy.
For example, X in H2X represents the effective cold working amount remaining after exceeding the required amount of cold working and partial annealing.
X in H3X represents the effective cold working amount remaining after cold working and temperature stabilization treatment.
X in H4X represents the effective cold working amount remaining after cold working, subsequent forming, and painting processes involving heat exposure.
As mentioned above, the second digit after H represents the degree of strain hardening. If a number follows HX (X = 1, 2, 3, 4), the specific meaning is as follows:
2: 1/4 hardening amount.
4: 1/2 hardening amount.
6: 3/4 hardening amount.
8: Full hardening amount.
9: Excess hardening amount.
In summary, the second digit after H represents the remaining amount of cold working.
The third digit after H, such as HXX1, is a variation of two-digit tempering, which is used to control mechanical properties or precision machining, but the differences are usually not significant.
For example, H111 represents annealing followed by slight strain hardening during stretching, which is usually used for extruded profiles that must be straightened after annealing to achieve straightness tolerance.
H112 is used for products that have undergone slight tempering through high-temperature forming processes and do not have special control over strain hardening and heat treatment amounts but have certain requirements for mechanical properties.
H111, H311, and H321 are used for alloys with less hardening than H11, H31, and H32.
W: Solution Heat Treated
This is an unstable temper and is only applied to alloys that have undergone solution heat treatment and then natural aging at room temperature. This symbol is only used when a specified natural aging period is required.
T: Thermal Treated, Heat Treated
T represents heat treatment, which produces stable tempering other than F, O, or H after heat treatment.
T is the most widely used symbol in heat-treatable alloys, and can be used for any heat-treatable alloy.
After solution heat treatment, heat-treatable alloys are usually quenched rapidly and aged naturally or artificially.
There is always one or more numbers after T to define the subsequent different treatments.
T1: After high-temperature forming and cooling, natural aging to basic stabilized state.
Used for products that undergo high-temperature forming (such as casting or extrusion) process, and then room-temperature aging treatment according to a cooling rate sufficient to increase strength.
Applicable to products that have not been cold-worked after high-temperature forming and cooling, or products whose effect on mechanical properties, such as flattening or stretching, is not significant.
T2: After high-temperature forming and cooling, cold working, and natural aging to stabilized state.
T3: Solution heat treated, then cold worked, and finally naturally aged to stable state. Used for products that can be strengthened by cold work, such as flattening or stretching.
T4: Solution heat treated, then naturally aged to stabilized state. Used for products that have not been cold-worked after solution heat treatment, or products whose cold work cannot increase strength.
T5: After high-temperature forming and cooling, artificially aged. Used for products that undergo high-temperature forming (such as casting or extrusion) and cooling, and then artificially aged to improve mechanical strength and dimensional stability.
T6: Solution heat treated, then artificially aged. Used for products that have not been cold-worked after solution heat treatment or for products whose cold work cannot increase strength.
T7: Solution heat treated, then aged in the furnace to stabilize. The purpose of stabilization is to increase its tensile strength.
T8: Solution heat treated, then cold worked to harden, and finally artificially aged. Used for products that can be strengthened by cold work, such as flattening or stretching.
T9: Solution heat treated, then artificially aged to harden, and finally cold worked to increase strength.
T10: After high-temperature forming and cooling, cold worked, and then artificially aged to achieve precipitation hardening.
Okay, at this point, we have a global understanding of aluminum alloy systems.
So now, let’s talk about 6061 and 7075, which should be relatively easy to understand.
Let’s first present the results and then delve into specifics.
| Comparison of material properties between 60617075 aluminum alloys | ||
| 6061-T6/6061-T651 | 7075-T6/7075-T651 | |
| Yield strength (Mpa) 0.2% | 276 | 503 |
| Tensile strength (Mpa) | 310 | 572 |
| Shear strength (Mpa) | 207 | 330 |
| Modulus of elasticity (Gpa) | 68.9 | 71.7 |
| Brinell hardness (HB) | 95 | 150 |
| Elongation (%) @ 24 ℃ | 17 | 11 |
| Density (g/cm3) | 2.7 | 2.81 |
| Processability | good | Slightly poor (harder) |
| Weldability | Weldable | Non weldable |
| Heat treatment performance | Heat treatable | Heat treatable |
| Corrosion resistance | High corrosion resistance, resistant to stress corrosion | Slightly lower. Prone to stress corrosion and cracking. |
| application | Sports platform, bicycle frame, building and other structures. | Aviation gears, rods, and other high stress applications. |
| Thermal expansion coefficient (um/m/C) @ 20-100 ℃ | 23.6 | 23.4 |
| Thermal conductivity (W/m/K) | 167 | 130 |
| Melting point (C) | 582-652 | 477-635 |
| Resistivity (ohmcm) | three point nine nine × 10-6 | 515×10-6 |
Comparison of performance between aluminum alloy 6061 and 7075.
6061-T6: This aluminum alloy belongs to the sixth category of aluminum-magnesium-silicon alloys and has undergone a solution heat treatment and artificial aging treatment: T6.
T6″ indicates that the aluminum alloy has undergone tempering heat treatment.
This heat treatment is divided into two steps. In the first step, the alloy is heated to a constant temperature of about 527℃ and held for about 1 hour to dissolve the alloy elements in the aluminum and distribute them evenly in the aluminum.
Then, the alloy is removed and quickly quenched in cold water to retain the alloy elements such as magnesium and silicon in a fixed position. If the part is cooled slowly, alloy element precipitation usually occurs.
The second step, aging treatment, is to reheat the workpiece to 177℃ and keep it warm for 1-18 hours (the specific holding time is determined according to factors such as the size, shape, and application of the workpiece). The purpose of this step is to precipitate and strengthen the hardening element Mg2Si in the aluminum alloy.
7075-T651: This is a typical 7-series alloy, which is an aluminum alloy with zinc as the main alloying element.
Its heat treatment type is similar to 6061-T6, and the basic tempering is T6, indicating solution heat treatment, followed by quenching, and finally artificial aging. The strengthening elements of aging are Mg and ZnAlCu2.
One difference is that “5” indicates that it has been stretched to release stress, and “1” indicates that the amount of stress released by stretching is 0.5-2%.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.