During the fabrication of stainless steel parts, deformation of the parts is a common issue that occurs as a result of welding. This deformation is only a surface phenomenon, caused by overheating of the weld metal and the heat affected area due to the welding heat source. This overheating often results in coarse grain structures in the weld metal and the heat affected zone, which can lead to defects and negatively impact the metal’s performance.
To prevent these negative effects and control the temperature of the parts, it is important to regulate the temperature of the parts. However, waiting for the parts to cool before proceeding with the next welding process can be time-consuming and negatively impact work efficiency.
To address this issue, several solutions have been proposed. In specific welding processes, the volume of the parts is closely related to the density of the weld bead and the welding feet. For example, in the processing of stainless steel sheet parts, the heat source (arc) melts the base metal (parts) during welding, forming a molten pool. After natural cooling and crystallization, the weld seam is formed.
However, when the parts are too small, the welding heat cannot be distributed quickly, leading to distortion of the parts and affecting their appearance and shape. To solve this problem, it is necessary to address several aspects.
Welding Scheme
At present, there are two common welding methods used for stainless steel welding in most factories:
⑴ Welding electrode arc welding
The first welding method is a more traditional method that requires a high level of skill from the welder. This method has a significant impact on the heat of the parts, resulting in a long processing time after welding and poor quality control.
However, the equipment used for this method is relatively simple and can be used to weld various materials with flexible welding rods.
⑵ Gas shielded welding
Gas shielded arc welding can be divided into several methods, including argon arc welding for stainless steel welding, which uses argon or a mixture of gases (MAG welding) as a protective gas. The advantage of gas shielded welding is its fast welding speed, small thermal influence area, and simple post-welding processing.
In order to minimize the thermal influence on the parts during stainless steel welding, it is recommended to use gas shielded welding as much as possible. In the welding design process, it is important to adopt alternating welding methods such as right-left alternating, symmetrical, and back-step welding, following the principles of first inside and then outside, first less and then more, and first short and then long.
The welding parameters, such as welding current and arc voltage, can also impact the welding deformation. As the size of the stainless steel components increases, the welding current should also be increased. However, it is important to strictly control the welding current to ensure even heating of the weldment. If the welding current is too low, it may affect the welding quality, while if it is too high, it may cause more serious welding deformation.
Therefore, the welding parameters such as welding current and arc voltage should be adjusted based on the thickness and welding requirements of the material.
Welding Technology
⑴ Small, simple parts
For instance, in case of the welding method being L-shape, T-shape or overlapping parts in a flat plane, a copper plate (with a thickness greater than 8mm) can be added under the parts, as depicted in Figure 1.
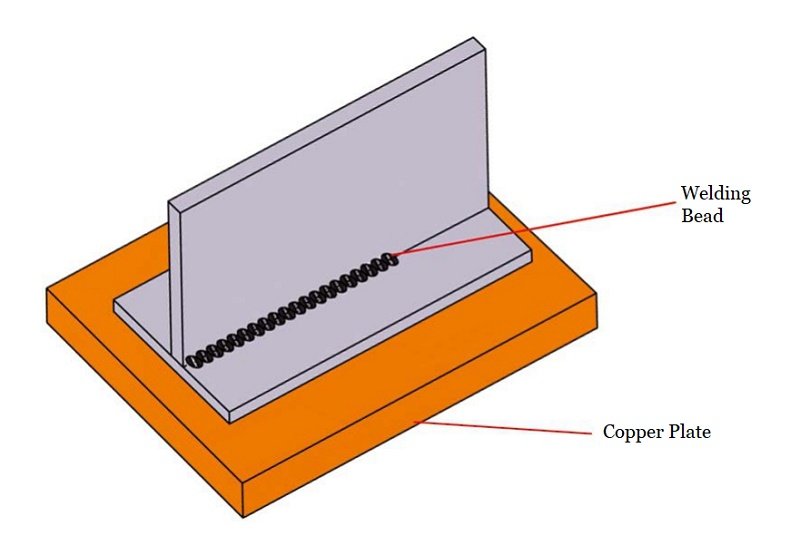
Fig.1 copper plate underparts
The heat transfer efficiency of copper is higher than that of steel, thus the use of a copper plate can facilitate the removal of welding heat and minimize thermal deformation of the parts.
If the parts are not flat or are prone to swelling, making it difficult for close contact with the copper plate, a thick cotton material with high water absorption or a soaked mat can be placed under the weld bead of the parts. This will also effectively reduce deformation.
⑵ Large, complex parts
If the shape of the parts is complex or there is no space for a copper plate, the above solution may not be feasible. In such cases, the water cooling method should be employed (as shown in Figure 2).
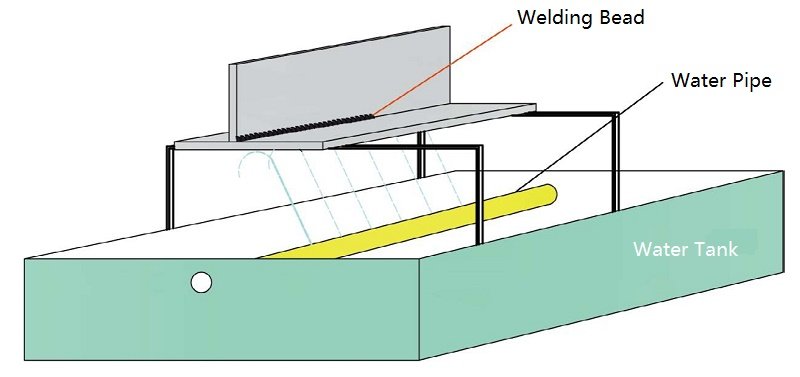
Fig.2 water cooling method
Water cooling is generally classified into two categories:
① Spray cooling:
In this method, water is sprayed on the back side of the weld bead of the parts, which is suitable for parts with larger areas. It is crucial to adjust the water current angle for T-shape or L-shape overlap to prevent water from flowing into the welding position.
The advantage of this method is that it provides efficient cooling and is convenient for mass production. However, the disadvantage is that it requires special equipment and is only suitable for single-type processed parts.
② Wet sand cooling:
The spray cooling method is not applicable for planar joint welding because it cannot ensure that water does not flow into the welding path. The wet sand cooling method can be used instead. This involves filling containers (larger than the welding parts) with sand, fully saturating the sand with water, and placing the parts flat on the wet sand before welding.
This allows the back side of the parts’ weld bead to be in full contact with the wet sand, and welding can then commence. The advantage of this method is its simple operation and suitability for all complex shapes. The disadvantage is that it is not easy to fabricate large parts.
⑶ Welding of large plate parts
This generally refers to welding of parts with a thickness greater than 6mm. Due to the large size of the parts, the long weld length, and high welding height (large molten pool area and extensive hot zone), bending deformation caused by thermal deformation may occur during welding. To address this issue, several measures should be taken:
① Adequate cooling measures should be prepared before welding (refer to the cooling scheme for small parts);
② Welding allowance for deformation:
Since it is difficult to achieve symmetrical welding or simultaneous welding on one side for most parts, and uneven heating will result in bending deformation during welding. To mitigate this, the deformation of the parts should be counteracted in the opposite direction of the deformation, based on the length of the parts, the thickness of the material (height of the welding bead), and the shape.
This requires experienced engineering and technical personnel and skilled workers to make judgments based on experience. Fixtures are used to fix the parts, and after fabricating the first piece, fine adjustments are made based on the actual effect.
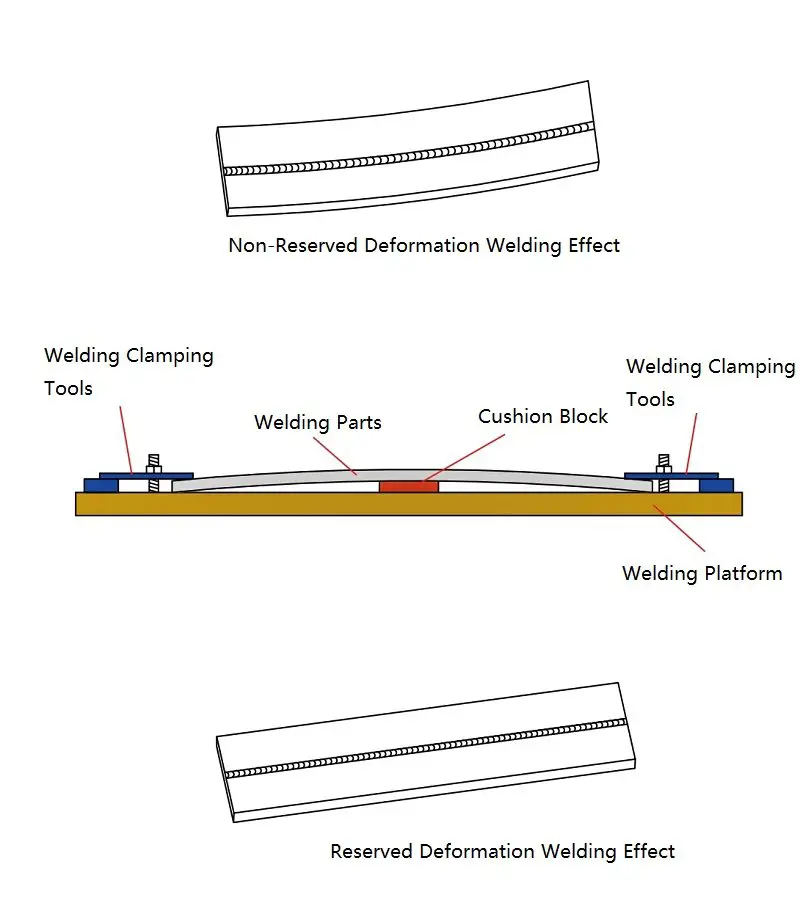
Fig.3 weld allowance for deformation
Stress Relief After Welding of Parts
Compared to ordinary carbon steel parts welding, the thermal conductivity coefficient of stainless steel is lower, and its electric resistance and expansion coefficient are higher. As a result, heat transfer in stainless steel is slower and thermal deformation is greater.
Even if the surface deformation of parts is not noticeable after fabrication, changes may occur during transportation or due to vibration, movement, or temperature changes, which directly impact the appearance, size, and performance of the parts.
Therefore, it is important to relieve stress in large parts after fabrication, especially for thick parts (with high welding height and large molten pool) and parts with multiple welding beads. Stress relief can be achieved through natural aging or artificial aging.
Natural aging is typically used for large castings, but it is not suitable for general welding parts and the aging process is long and difficult to control.
Artificial aging is divided into heat treatment aging and vibration aging.
Heat treatment aging involves heating the parts to a temperature of 550 to 650 ℃ to perform stress annealing. This method is more time-efficient than natural aging, but factories often lack the necessary processing conditions, and outsourcing the process increases transportation costs. As a result, heat treatment aging is not commonly used.
Vibration aging is a widely used method to eliminate residual internal stress in engineering materials. It reduces the plastic deformation of components caused by internal residual stress through vibration, effectively relieving stress.
The principle of vibration aging involves placing a motor system with an eccentric block (vibrator) on the artifact and bearing components with elastic objects such as rubber pads. The motor is started by the controller, and the speed is adjusted to achieve resonance in the artifact.
A vibration treatment of 20 to 30 minutes can effectively adjust the internal stress, and the accumulative vibration time should not exceed 40 minutes.
This method requires low processing site requirements and is simple to operate, making it a commonly adopted method by most factories. The parts’ structure and appearance are not affected by the external environment, ensuring the stability of the parts.
Conclusion
In conclusion, welding deformation is an inevitable occurrence in stainless steel welding, and it can have a significant impact on the machining and practical use of stainless steel components. To minimize these effects, more time and attention should be devoted to welding technology, including the welding method, technical parameters, sequence, component positioning and holding, and post-welding processing, to control welding distortion to the smallest extent possible.
In controlling every fabrication process, engineering and technical personnel and welding operators must work closely together, combining theoretical data with the actual situation, and develop a reasonable construction plan to fully control welding deformation. Only by doing so can a more perfect product be produced.



Good old wet rags do the job too!