Have you ever wondered how intricate metal designs in cars and airplanes come to life? This article explores the fascinating world of sheet metal bending and grooving techniques, revealing how these processes shape the complex, smooth, and precise metal parts we see every day. Get ready to uncover the secrets behind flawless bends and stunning metalwork!
Sheet metal fabrication is an essential aspect of mechanical processing, particularly in industries such as aviation, household appliances, automobiles, elevators, and others. Sheet metal parts are widely utilized in these industries.
Bending is one of the most crucial processes in sheet metal fabrication and is considered a single forming process.
The quality of the bending process significantly affects the size and appearance of the final product.
Therefore, ensuring the forming dimensions and angles of the workpiece during the bending process is a crucial area of research in bending technology.
As the economy develops and people’s living standards improve, their sensory pursuits become more elevated.
The more intricate the shape of metal sheet decorations, the more it reflects the designer’s level of skill and fashionable style, thereby attracting the attention of the majority of customers.
Additionally, the workpiece must meet technical requirements such as having a minimal circular arc radius on the bending edge, no bending marks on the surface, and no indentations on the decorative surface.
The traditional press brake machine has fallen short in meeting specific technical requirements, leading to the emergence of grooving bending technology in sheet metal.
This article focuses on the characteristics of grooving technique, methods for grooving sheet metal, and ways to ensure accuracy in size and angle during the bending process.
Traditional Bending Methods and Their Limitations
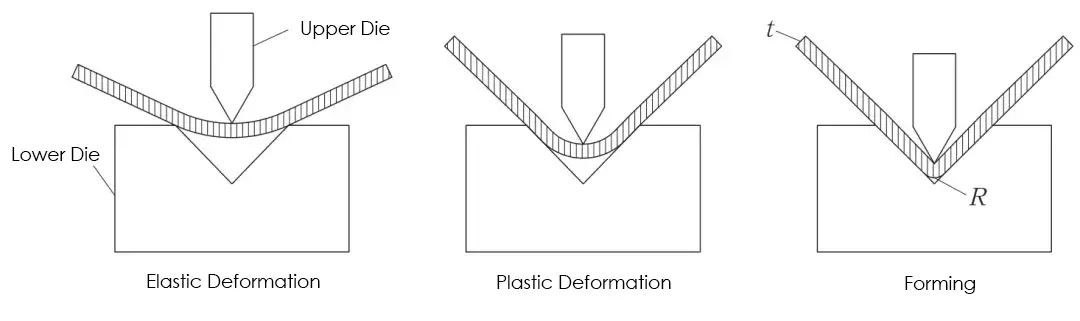
Fig.1 Bend forming process
The traditional bending method in sheet metal fabrication involves using pressure from the upper and lower dies of a press brake machine.
Sheet metal is bent through the opening of the lower die and the top edge of the upper die.
The metal plate undergoes a transformation from elastic deformation to plastic deformation.
The bending angle is determined by the depth of the upper die into the lower die, and the bending radius (R) must be greater than or equal to the plate thickness (t), as shown in Figure 1.
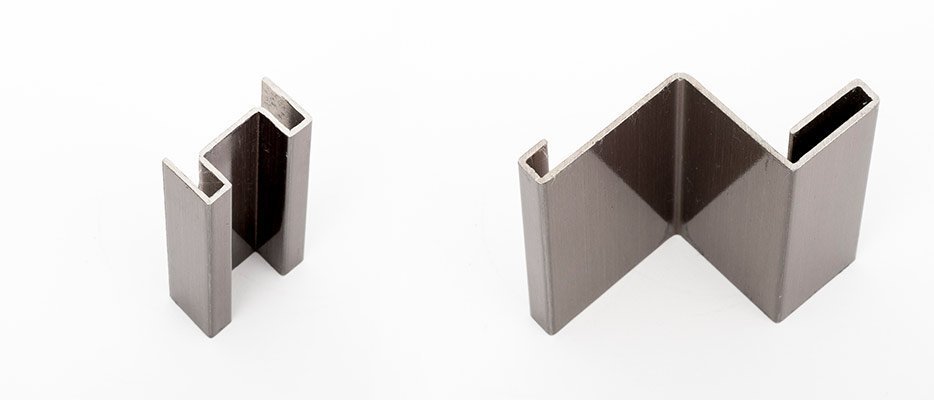
However, current demands for workpiece shapes are becoming increasingly high. For some pieces with complex shapes (as shown in Figure 2), traditional bending techniques are insufficient, and the traditional method cannot control the bending radius, making it challenging to meet the technical requirements for non-indentation bending.
As a result, a new bending technique called groove bending emerged.
Fig.2 Sheet metal parts with a complex shape
Characteristics of Groove Bending
Let’s start by defining what groove bending is.
Groove bending is a technique that uses a grooving machine to create a line of V-slot on the sheet metal that needs to be bent, and then bending it on a press brake to meet specific requirements.
The main characteristics of the groove bending process are as follows:
Small Arc Radius and No Bending Marks on the Workpiece
The maximum arc radius of the workpiece edge is directly proportional to the plate thickness after bending. The thicker the plate, the larger the arc radius.
However, after V-grooving the metal sheet, the remaining thickness becomes half of the original, or even smaller. This significantly reduces the arc radius after bending.
Furthermore, the reduced thickness at the bending point after grooving reduces the deformation force during bending, which does not affect the unbending area. This results in no bending marks on the workpiece surface after bending.
This technique can meet the technical requirements of having a small arc radius, no bending marks, and no indentations on decorative surfaces in high-end settings such as hotels, banks, commercial centers, and airports.
Reducing the Tonnage Required for Sheet Bending on a Press Brake
In the bending process, the required force to bend sheet metal is proportional to its thickness. The thicker the sheet metal, the greater the bending force required and the increased tonnage needed on the press brake.
However, by grooving the bending part of the metal plate before bending, the remaining thickness is significantly reduced. This reduction in thickness correspondingly reduces the required bending force, allowing the plate to be bent on a bending machine with a lower tonnage.
This not only reduces the cost of equipment but also saves energy and space.
Bending Complexly Shaped Workpieces and Controlling Resilience
The part shown in Figure 2 cannot be bent and shaped on a standard bending machine, but it can be done manually after grooving a V-shape at the bending point.
Additionally, controlling the remaining thickness of the sheet can be used to manage the spring back force and angle.
If the remaining plate thickness after grooving is kept at around 0.3mm, the spring back angle can be significantly reduced, and the spring back can essentially be ignored.
The V-Grooving Method
In sheet metal production, the gantry planer and metal sheet grooving machine are commonly used for creating V-shaped slots in the metal sheet.
Position the bent plate in the grooving machine for alignment and input the plate thickness for automatic grooving.
During the grooving process, attention should be given to the following two aspects.
Groove depth and remaining thickness
In a given plate thickness, the groove depth and remaining thickness have a corresponding relationship.
As per the bending technique requirements, a residual thickness value is set, which is typically set at 0.8mm by default and should not be less than 0.3mm at minimum.
Then the number of grooves and groove depth are set based on the plate thickness.
To control metal burr and protect the knives, the knife feed should not be excessive.
Typically, the depth of the first grooving cannot exceed 0.8mm and the grooving process should be performed in at least two cuts. One cut is not appropriate.
For instance, when grooving a 1.2mm thick stainless sheet metal, the remaining thickness after grooving is 0.5mm.
If the first grooving feed is set at 0.5mm and the second grooving feed at 0.2mm, the remaining thickness of the sheet is 0.5mm with minimal metal burr, as shown in Figure 3.
Fig.3 Grooving effect
The setting of the grooving angle
It is known from the bending process that sheet metal experiences varying degrees of spring-back deformation during bending, leading to deviations in the bending angle.
The v-grooving process can be carried out properly by ensuring the grooving angle matches the required bending angle of the workpiece.
Typically, the v-grooving angle is 1-2° greater than the bending angle.
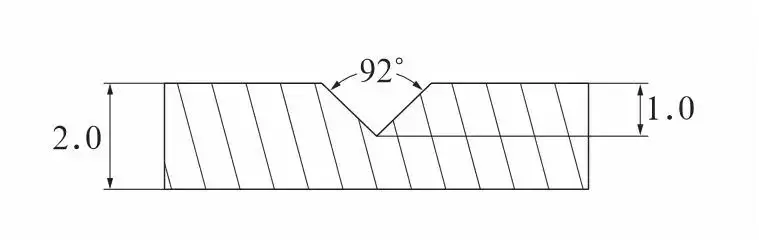
For instance, when bending a workpiece at an angle of 90°, the v-grooving angle can be set to 92° (see Figure 4).
In this manner, the angle error caused by spring-back during bending can be effectively addressed (see Figure 5).
Fig.4 Grooving angle and depth
Fig.5 Forming and control rebound effect
Selection of Grooving knives and Quantity Setting
The grooving knives types and selection
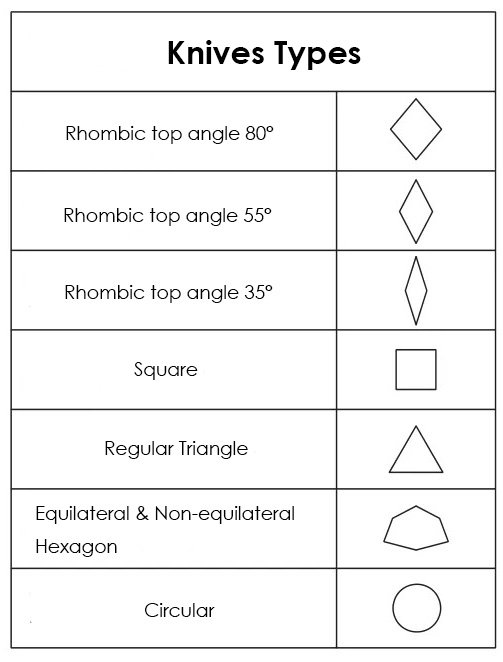
The types of grooving knives are mainly classified into rhombic top-angle grooving knives, square grooving knives, triangular grooving knives, and circular grooving knives, among others (see Figure 6).
Appropriate knives can be selected based on the shape and angle of the v-groove.
When forming a standard v-groove, the angle of the knives should be less than the angle of the v-slot.
For instance, if the v-groove angle is between 45° and 60°, rhombic knives with a 35° top angle should be used.
For v-grooving between 60° and 80°, triangular grooving knives are the preferred option.
When v-grooving between 80° and 90°, rhombic knives with a 80° top angle should be used.
If the v-grooving angle is greater than 90°, square knives are the recommended choice.
Additionally, circular knives should be used for grooving round shapes.
Fig.6 Knives types and shapes
The setting of knives’ quantity
When grooving long sheets of metal with a deep depth, continuously using only one knife can lead to damage from excessive heat. This can also result in poor grooving quality, increased metal burrs, and other issues.
For example, when grooving a 2m-long stainless steel plate with a 2mm depth, setting the initial knife feed amount to 0.5mm and grooving continuously will cause the knife to generate a lot of heat and become soft, leading to decreased grooving quality after 1.5m and larger burr size.
If the knife feed amount is set to 0.2mm, 10 cycles of grooving will be required to complete the 2mm metal sheet, which greatly affects the fabrication efficiency.
Therefore, when grooving longer plates, it is important to consider not only the knife feed amount but also the number of knives working simultaneously.
Typically, 3 to 4 knives are used at the same time (see Figure 7).
Each knife has a slightly different feed amount, for example, if the first feed is 5mm, the second, third, and fourth feeds are 7mm, 9mm, and 11mm, respectively.
This not only ensures the quality of grooving but also improves work efficiency.
Fig.7 Knives amount and installation method
How to Avoid Bending Angle and Size Deviation
In the bending process, the quality of bending is largely dependent on two critical parameters: the bending angle and size.
To ensure accurate bending size and angle, the following considerations should be taken into account:
(1) If the top punch and bottom die are not aligned, it will result in errors in the bending size. To prevent this, the upper and lower dies should be centered before bending.
(2) The relative position of the plate and the lower die may change after the back stopper moves left or right, affecting the bending size. To address this, the position distance of the back stopper should be re-measured before bending.
(3) Lack of parallelism between the workpiece and the lower die will cause spring-back during bending and impact the bending angle. The parallelism should be measured and adjusted before bending.
(4) If the angle of the first bend is insufficient, it will affect the subsequent bend. The accumulation of bending errors will result in an increase in the error of the workpiece’s forming size and angle. Therefore, it is crucial to ensure the accuracy of each bend.
(5) In bending, the size of the V opening in the lower die is inversely proportional to the bending force. When processing metal plates of different thicknesses, the appropriate V opening of the lower die should be selected based on regulations. Typically, 6-8 times the thickness of the plate is the best choice.
(6) When bending the workpiece on a press brake after v-grooving, it is necessary to ensure that the upper ambiguous edge, the V-shaped bottom edge of the workpiece, and the V-shaped bottom edge of the lower die are all on the same vertical surface.
⑺ When bending the workpiece after grooving, the angle of the upper die should be controlled at around 84° to avoid clamping.
Calculation of Sheet Metal Unfolding Length
I presume most of you are already familiar with calculating the unfolding length before grooving.
But are you aware of how to calculate the unfolding length after grooving?
Allow me to demonstrate this with an example.
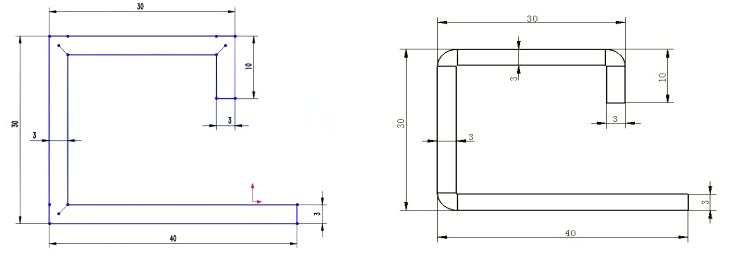
The picture below depicts the dimensions of each edge of the workpiece. The sheet metal has a thickness of 3mm.
Bending after Grooving:
If the customer requests a smaller radius and the remaining sheet thickness is 0.5mm, the unfolding length L = (40-0.5) + (30-2×0.5) + (30-2×0.5) + (10-0.5) = 107mm.
Direct Bending without Grooving:
If the bending is done without grooving, and a K-factor of 0.25 is selected, the unfolding length L = (40-3+0.25) + (30-6+2×0.25) + (30-6+2×0.25) + (10-3+0.25) = 93.5mm.
Conclusion
Grooving is a new type of bending technique that has been selected by the market.
To produce high-quality products, it is essential to have mastery over various processing techniques.
Continuously exploring and adopting new techniques is crucial for producing even better products.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Ever wondered how to accurately calculate the unfolded length in groove bending? This guide breaks down the differences between grooved and non-grooved bending calculations, complete with practical examples for square…
Ever wondered how to perfect the art of using a grooving tool? This article covers the 10 essential tips to optimize your grooving process, from selecting the right tool and…
Curious about how a V-grooving machine can transform your metalworking process? This article guides you through essential steps and safety precautions for operating the machine effectively. From preparation and equipment…
Ever wondered how metal sheets achieve those precise, flawless bends? This article unveils the magic behind V-grooving machines. Learn how they transform metalworking, enhancing precision and aesthetics in industries from…