How does a machine achieve high precision and efficiency in metal bending? Discover the secrets behind the Electro-Hydraulic Servo Press Brake. This article delves into the intricate mechanics, setup procedures, and operational guidelines of this advanced machine, providing essential knowledge for maximizing performance and safety. Learn how to maintain and troubleshoot this equipment to ensure optimal operation in various industrial applications.
The Electro-Hydraulic Servo Numeric-Control Press Brake is known for its high efficiency and precision in bending sheet metal.
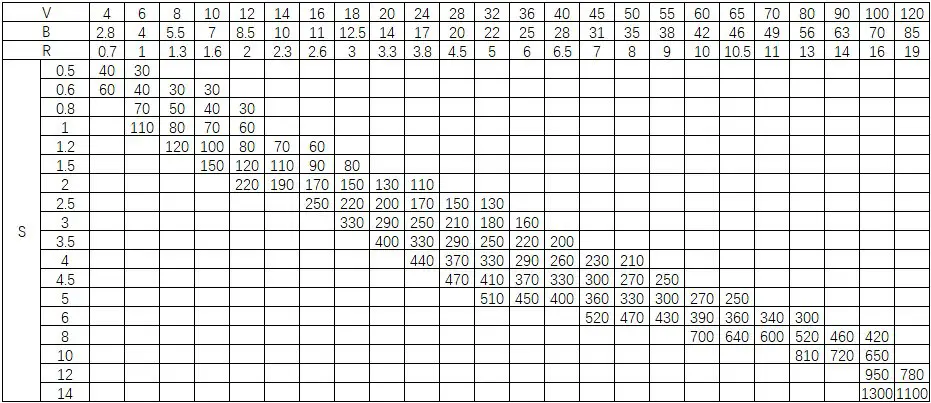
The size of the V-groove on the lower die should be adjusted according to the thickness of the sheet. It is typically larger than 8 times the thickness of the sheet.
By using different types of upper and lower dies, a wide range of workpieces can be bent.
For desired bending force, refer to the Sheet Metal Bending Chart on the body of the press brake machine or use the bending formula to calculate it.
One pass of the slider results in a bend in the sheet, and complex shapes can be achieved by bending the workpiece multiple times.
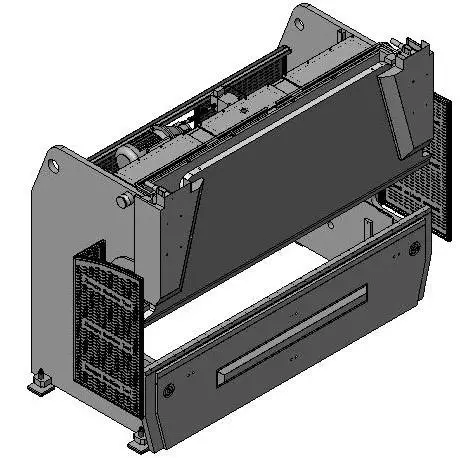
The Hydraulic Press Brake is constructed with steel plates, providing the necessary strength and rigidity.
Its hydraulic drive prevents the machine from experiencing serious overload accidents, even with changes in sheet thickness or incorrect lower die selection.
In addition, this press brake is known for its stability during operation, ease of use, and reliable safety features.
The connection to the upper die includes a compensation device, which compensates for any deflection in the worktable and slider during bending, ensuring high precision.
It is equipped with hydraulic electric control and adjustable slider travels, making it convenient for trial and adjustment purposes.
This press brake machine is advanced in technology and reliable in performance, making it an ideal shaping tool.
It is widely used in the plane, automobile, shipbuilding, and machinery industries due to its high production efficiency.
Hoisting and Installation
Hoisting
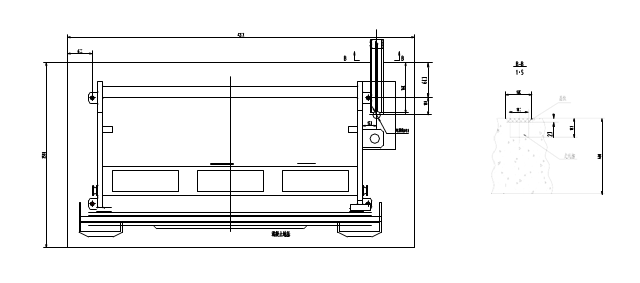
Due to its high center of gravity, the bending brake is heavy in the front and light in the rear. Therefore, care must be taken to ensure the stability of the machine and prevent it from tipping over.
In order to maintain consistency, silk ropes should be used at a narrow angle of incidence.
Fig.1
Fig.2
Clear up
Before running the hydraulic press brake, you must get rid of the rust protection oil on the following moving parts.
—The surface of piston pole
—Surface of slider raster guide rail
—The surface of guide rail, axis, supporting on the bake gauge
—The surface of slider guide rail
—The surface of worktable and mold set
Note: Permit to use gasoline and coal oil to clean, prohibit using the dissolvent wash.
Leveling
Note: The machine should be placed on a level surface before performing precision adjustments. Ensure that all parts of the machine, including electrical components, are properly connected before proceeding.
The process is as follows:
Place the slider block on the upper dead center.
Place a gradienter (precision of ±0.05mm/m) on both sides of the slider blocks.
Adjust the vertical level.
Adjust the horizontal level by placing a gradienter (precision of ±0.05mm/m) in the center of the worktable.
And in all this process, the bottom screw must be connected well.
Note: The level must be check and adjust again after using for 30-50 hours.
The connections of electric
After connecting the main switch (power phases: R, S, T, PE), check the orientation of the hydraulic pump by performing a short test start. If the orientation is incorrect, immediately turn off the power and switch the two phase lines (refer to the hydraulic pump’s directional arrow).
The cable entry can be located at the bottom of the electrical box.
Note:
(1) Ensure that the voltages are consistent.
(2) It is recommended that a trained electrician or someone who is knowledgeable of the manual perform the electrical connection of the machine.
Working theory
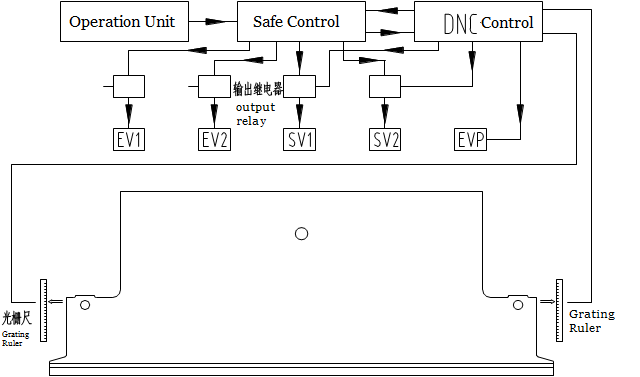
The Electro-Hydraulic Servo Press Brake integrates numerical technology, servo, and hydraulic systems. The movement of the control valve causes the upper crossbeam to move up and down periodically, with the movement measurement taken by the rasters on both sides of the machine.
The DNC controls the opening and closing of the two valves in the left and right oil cylinders. If necessary, the servo can reallocate the flow in the oil cylinder, causing the upper crossbeam to move vertically. The movement measurement is determined by the new pulse count. (Figure 3)
Fig.3
The signal from the DNC controller is transmitted to the servo valve, which converts it into a hydraulic pressure signal and controls the movement of the valve. Each cylinder in the hydraulic system has its own independent control loop, which includes the servo valve and the filling valve.
Backgauge Axis
The definition of axis
The DNC controls the following axes:
The left oil cylinder of the slider block is the Y1 axis.
The right oil cylinder of the slider block is the Y2 axis.
Surface of worktable(and the lowest spot of back gauge)
The distance between the surface of the worktable and the lowest spot of back gauge
Z1 the left of the back gauge
〔left to right〕
Left of machine body
The distance between the most left side of the machine body and left the end of the back gauge
Z2 the right of the back gauge
〔right to left〕
Left of machine body
The distance between the most left side of the machine body and left the end of the back gauge
Note:
(1) Follow the instructions in the DNC manual to program the axes.
(2) The terms “left” and “right” in the table refer to the front of the machine when facing it.
Warning:
(1) The operator should be cautious of the position of the back gauge. If it moves into the area of the mold, it may cause damage to the machine.
(2) When adjusting the Z-axis manually, only do so from the back of the machine.
(3) Take care when adjusting the back gauge to avoid hitting the lower die.
The back gauge is composed of a beam that extends from one side of the machine to the other, supported by straight-line guides and ball bearing lead screws. The guides for the back gauge are located on both sides of the machine body, leaving ample room for movement. The X axis controls the movement of the back gauge through the DNC control, and it is driven by a servo motor.
Press brake hydraulic parts
Hydraulic pressure oil box
The hydraulic pressure oil tank is welded inside the body of the machine. The intake is located within the tank, while the motor, oil pump, high-pressure valve, control valve, and electronic system are located outside. The filtering core and valve pedestal are placed at the top, and the oil discharge screw is located at the bottom of the tank.
Electric motor
3-phase four-grade motor
Oil pump
The high-pressure gear pump and the main motor are connected by a flexible coupling shaft.
The inhaler
The level of filtration is 10μm and the maximum pressure is 400 bar. If the filter becomes clogged or if the oil needs to be changed, the filter must be replaced.
Synchro servo valve
The servo valve is mounted on the top of the oil cylinder. Its flow is regulated by the DNC numerical control system and servo amplifier, allowing for control of the slider block’s speed throughout its entire travel range. The position and manner of control are as follows:
Quick movement
Bending speed
Lower dead spot
Return travel
Upper dead spot
Fill in valve
The servo valve is located on top of the oil cylinder. When the slider moves quickly, oil flows into the cylinder from the oil box through the fill-in valve. The valve is closed during the bending process.
Pressure valve
The pressure valve is in the servo valve, back pressure when adjustable return travels.
Safeguard
The overtravel protection is controlled by the DNC. At startup, the DNC checks the time and pressure of the oil path for overtravel, also known as oil pressure leak checking.
NC system parameters
Note:
1st, before ordering the machine tool, all parameters must be established by the manufacturer to ensure operational safety.
2nd, changes to the machine tool parameters can only be made after obtaining the manufacturer’s approval.
3rd, if the 2nd requirement is not met and changes are made to the machine tool parameters, it can result in equipment accidents.
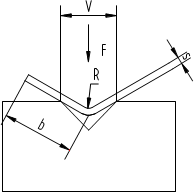
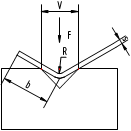
The selection of lower die (See Picture 4)
Fig. 4 The sketch map o the lower die
F: The requiring bending force (KN/m) of per meter when the material tensile strength is 400 N/mm.
If the material tensile strength is 800N/mm, the requiring bending force (KN/m) of per meter doubles. S: Plate thickness (mm)
S: Plate thickness (mm)
B: Minimum bending width (mm)
V: The width of lower die opening (mm) R: The bending half diameter (mm)
V: width of V lower die, must determinate according to the material thickness S and the general formula is: S<3mm V=(6~8) ×S
S<3mm V=(6~8) ×S
S>3mm V=(8~12) ×S
Only by changing the minimum bending width and bending angle can the overall dimension of the lower die’s limit be scientifically determined.
S
V
F
R
B
0.5
–
–
–
–
–
–
–
–
-8
-28
-1
-4
1
8
110
1
4
8
80
1.2
5
10
70
1.5
6
1.2
8
120
1.2
5
10
100
1.5
6
12
80
1.8
7
1.5
10
150
1.5
6
12
130
1.8
7
16
90
2.4
9.5
2
12
220
1.8
7
18
170
2.4
9.5
20
130
3
12
2.5
18
250
2.5
9.5
20
210
3
12
24
130
3.6
15
3
20
300
3
12
24
250
3.6
15
32
190
4.8
20
4
24
440
3.6
15
32
340
4.8
20
40
270
6
25
5
32
550
4.8
20
40
420
6
25
50
320
7.5
32
6
40
600
6.5
25
50
480
8
32
60
400
9.5
38
8
50
880
8
32
60
720
10
38
80
530
12.5
51
10
60
1100
10
38
80
850
13
51
100
570
16
62
12
80
1200
13
51
100
960
16
62
120
800
19
73
14
100
1310
15
62
120
1090
18
73
140
980
21
85
15
100
1500
15
62
120
1250
18
73
140
1070
21
85
16
120
1420
18
68
140
1230
21
79
160
1070
24
90
18
140
1545
21
87
160
1350
24
100
180
1200
27
112
20
140
1900
25
85
180
1700
28
98
200
1350
38
121
25
180
2550
28
100
200
2100
38
121
250
1700
41
131
30
200
3000
38
125
250
2550
41
131
300
2100
53
143
During the bending process, the bending force is concentrated on the worktable surface and acts on the tooling at the same time. Therefore, the load that the tooling can bear should not exceed its capacity.
For example:
S=2mm F=150KN (15t/m)
F=150KN (15t/m)
B min=10mm R=2mm
R=2mm
When selecting the lower die, the options are V12, V16, and V20. When choosing V16, it is best to take the thickness of the plate into consideration.
F=170KN (17t/m)
B min=9.5mm
R=2.4mm
Relatively speaking, the radius is not very significant, and when the bending width (b) is greater than the minimum bending radius, different thickness plates can be processed with the same lower die.
V16 S= 1.5mmm, 2mm, 2.5mm
Note: If it’s a molding tool, the bending force must be two or three times greater.
The selection of the upper die must also be based on the bending force and the load capacity should not be exceeded. Additionally, customers can choose special tooling, but they should be aware of the differing load capacity compared to standard tooling.
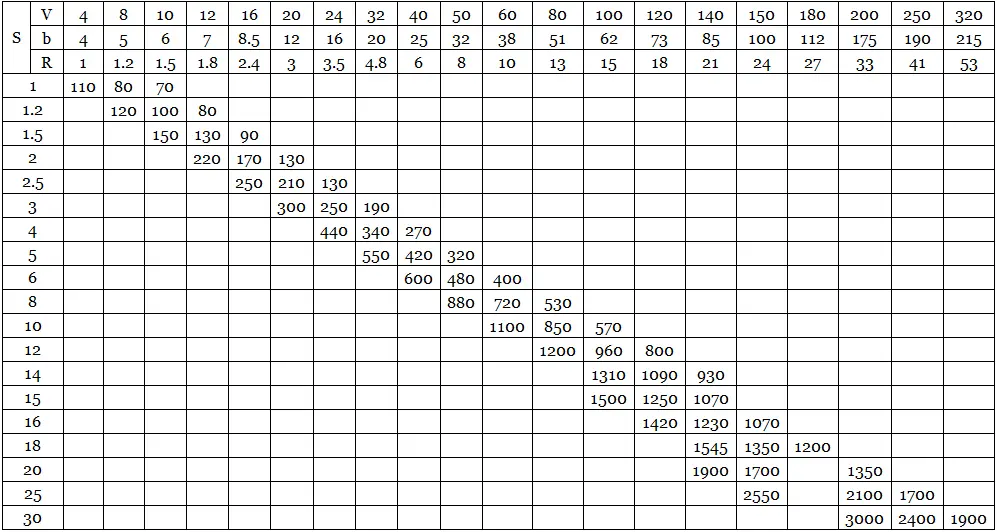
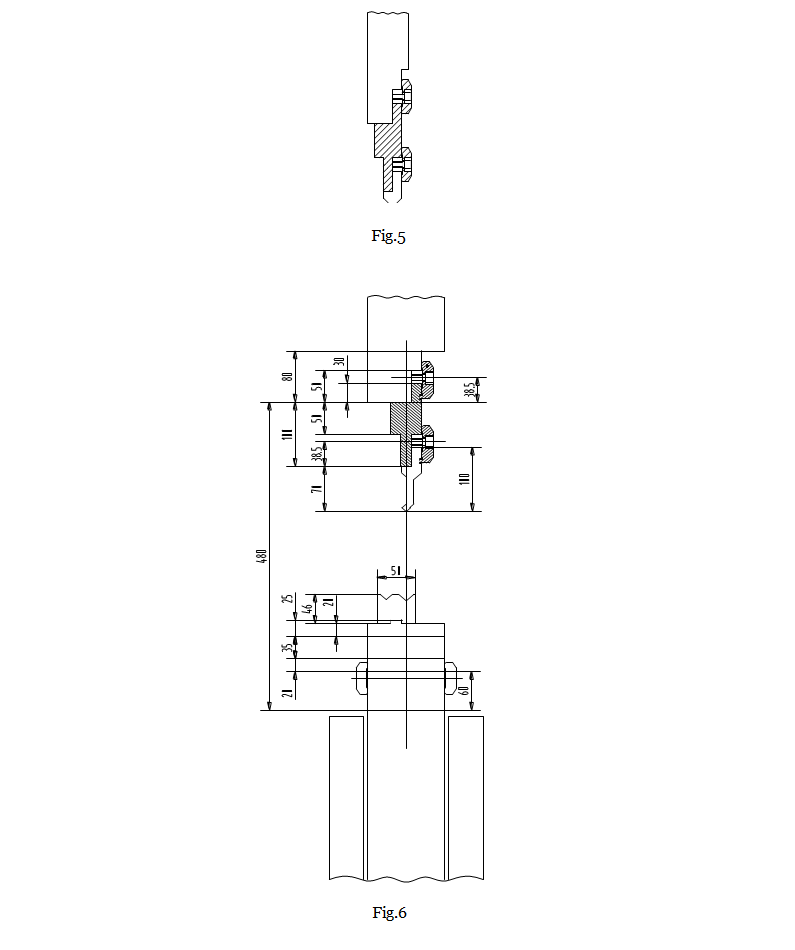
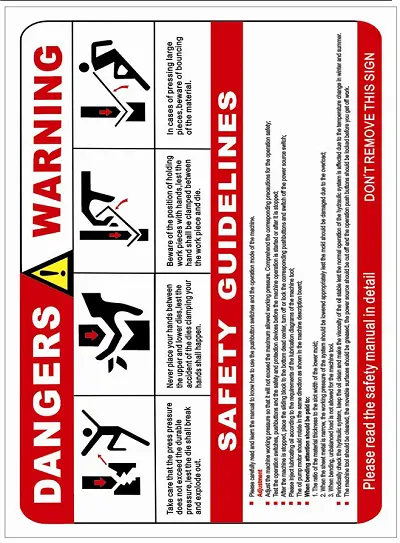
Note: The operator must follow safety principles in dangerous areas of the machine, as shown in Figures 5 and 6.
A. It is forbidden to pass through the tooling.
B. To prevent accidents, before installing the upper and lower dies, the starting button should be set to the second control position and the NC driving button should be set to “axis stop”.
Install the lower die and adjust the clamping bolts.
Slowly move the slider block until the distance between it and the lower die is approximately the thickness of the plate.
Secure the upper die and upper die pedestal, and place it on the slider block. Then, slightly tighten the clamping bolts or close the clamping portion.
Apply a small amount of force to align the mold. The centers of the upper and lower die must be in a straight line. After one edge of the mold is fully connected, tighten the clamping portion.
The material of sheet metal
The table below is for reference only. If there are any questions, please refer to the processing material.
Type
Tensile strength Kg/mm2
Aluminum
Soft rigidity
10.5
Middling
13.3
High
19.6
Brass
Soft
32.9
Mennir high strength resists corrosion the constantan
Middling
42
High
59.5
Copper
Rolled
25.9
Chromeplate Aluminum
Soft
24.5
Heat treatment
38.5
Iron
Wrought iron
35
Steel
0.25%c
46.9
0.5%c
66.5
0.75%c
80.5
1.0%c
91
1.2%c
105
1# Volume steel
52.5
Stainless steel 18-8
66.5
Startup
The impossible faults and resolve methods
Note:
Before starting, ensure that it will not cause any harm.
The machine tool must be in a safe and suitable condition to run, with all protective measures and safety devices in place.
Avoid any dangerous operations and follow safety precautions.
If a fault occurs, immediately stop the machine and address the issue.
Fault resolution must be carried out under the supervision of a qualified technician or expert.
Regularly inspect the exterior of the machine for damage or faults and stop it if necessary.
The operator must thoroughly read the operation manual.
Exchange EV1/2 didn’t work, filling in valve V5/6 opened, pressure adjustment damaged, pump wear and tear
The press engine stop at the stopping position for 5-10 seconds then do slow movement
Filling in valve EV5/6 closed, oil position is too low in the oil cylinder
The press head moving back slightly first then start slowly
Single valve V11/V12 opened, the setting parameters wrong
Bending not correct
Control valve failure, basic setting wrong, transducer doesn’t adjust well, or transducer damaged.
The press head can not go back, the press head go back slowly
Control valve SV1/2 damaged, exchange valve Ev1/2 have no response, filling in valve jammed at the closing position, single valve EV9/8 at the closing position, pressure adjustment valve EVP damaged, wrong parameter setting, guide rail move spang, stroke pressure is too low.
The press head stopped at the high position, up to 2-3mm go back, slowly move down and the speed does not exceed 2mm/min
Single-way V7/8 opened, exchange EV1/2 leak or plug
Note: A qualified individual is required to resolve any potential failures and comply with inspection and maintenance procedures. During the warranty period, notify the maintenance personnel. If the failure is due to incorrect operation, the maintenance personnel will not be held responsible.
The maintenance of press brake machine
Note:
before the machine working, it’s important that the tooling match the control program
Stop the machine after working
Two ways of stop:
Stopped at the center of lower dead spot
—Move the slider block to the center of the lower dead spot
—Close the main motor switch
—Set the operation selection switch to “0”
—Set the main switch to “0”
Use two same height wood to stop (Using for maintainance period)
—Place the two pieces of wood on the work table
—Turn the “operation selection” key switch to “2” (for adjustment)
—Operate in “manual” mode
After the machine stopped, move the slider block down manual until it connecting the wood slightly.
—Turn off the main motor
—Change the operation selection switch to “0”
—Set the main switch to “0”
Use the emergency stop button
When activating this button, all axes will stop and the pump will shut down, but the control system will remain active. To restart the machine:
—Release the emergency button
—Press the green “main motor run” button. There is no need to restart the machine tool.
Proofread the slider block
In the event of a stop, if one side of the slider block is tilted or lower than the level position, it can be manually adjusted, but the machine must be turned off and restarted under normal conditions.
Note: If the slider block cannot be corrected or the positioning function fails repeatedly, this may indicate a failure in the control system or hydraulic system.
Maintenance Request
The person responsible for maintenance and testing must thoroughly read the operation manual and have ample experience.
It is recommended to have the manufacturer of this machine conduct a check.
The machine operator should perform a daily inspection for any potential leaks or loose parts.
If the user is unable to resolve a malfunction, they should immediately notify the manufacturer.
The maintenance instruction of the machine parts.
Weekly Maintenance Checklist:
Guideway lubrication
Back gauge lubrication
Inspection of the tightness of the drive belt
Verification of the parallel alignment
Cleaning of the index plate
Inspection of the drive components
Mold cleaning and damage assessment.
The maintenance instruction of hydraulic system
Hydraulic Oil Refilling:
Check the oil level daily when the slider block is at the top. Observe the oil level gauge and refill if necessary.
If the oil level exceeds 10% of the oil tank’s capacity, allow the hydraulic oil to circulate in one direction for a time calculated based on the oil tank capacity and the frequency of the hydraulic pump.
When the slider block is at the upper dead spot, add oil to the middle of the oil level gauge (visible from the back of the oil tank).
T = V /Q*5
T——Circulating time (minute)
V——Oil box cubage (litre)
Q—— The circulating frequency of oil pump
High-power filter
Filter Core Replacement Schedule:
Replace the filter core after 200 hours of operation, and then every 6 months or after 1000 hours of operation, or when the yellow “replace filter” indicator light illuminates.
The filter requires a 10 micron rating. After replacing the core, allow the oil to circulate for at least one hour as described above.
Note: If the yellow “replace filter” indicator light illuminates, the core must be replaced within 8 hours of operation.
Back gauge
If necessary, the zero position of all axes on the machine (without a back gauge locator) must be checked weekly or receive compensation from DNC.
Inspection of machine function
Regular Inspection Items:
Carrier measurement system inspection
Machine adjustment component inspection
Screw connection and rail inspection
Transducer signal transfer inspection
Slider block tightening component inspection
Back gauge drive component inspection
Back gauge tightening component inspection
Mold adjustment inspection
Inspection of the thickness of different bending plates.
Inspection of checking valves
Valve Inspection Schedule:
Valves V7, V8, V9, and V10 must be inspected every six months using the following procedures:
Move the slider block to the upper dead spot
Disconnect the single-way pins EV1 and EV2
Operate two manual control switches
The check valve should prevent oil from flowing from the bottom of the oil cylinder to the oil tank through the servo valve (with the slider block at the upper dead spot)
If the slider moves downward, contact the manufacturer for a valve replacement.
Move the slider block to the upper dead spot
Turn off the switch
Operate the single-way valves EV1 and EV2 through the pin on the end cover
The slider block should move at a speed of approximately 10mm/s
If the slider block moves downward quickly, replace the relevant valve
Note: The check valves mentioned above are part of the safety system. Do not start the machine tool before replacing any potentially damaged valves.
Pressure Adjustment Valve Inspection:
The mechanical pressure adjustment valve’s safety seal ring must be inspected annually.
Note: If the above adjustment cannot be performed, any claims for compensation for quality issues during the warranty period will be void.
Replacing the oil
Hydraulic Oil Replacement Schedule:
Replace the hydraulic oil every three years or after 6000 hours of operation.
Move the slider block to the upper dead spot and secure it in place.
Adjust the screw to drain the hydraulic oil.
Fill the new hydraulic oil to the middle level, with the slider block at the upper dead spot.
Before restarting the machine, allow the hydraulic oil to circulate for approximately one hour.
After circulation, insert a 10 micron filter core.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Are you struggling with inconsistent bends on your CNC press brake? This article demystifies the critical adjustments needed for perfect synchronization and precision. From fine-tuning the electro-hydraulic servo system to…
Attention all mechanics and engineering enthusiasts! Have you ever wondered about the ins and outs of operating a press brake machine? In this blog post, we'll dive into the world…
Choosing between an electric and hydraulic press brake can significantly impact your business efficiency and costs. Electric press brakes offer superior energy savings, environmental benefits, and faster operation speeds, while…
Have you ever wondered how a press brake shapes metal with such precision? This article unveils the fascinating parts and functions of a press brake, showing you its essential role…
Have you ever wondered how a flat sheet of metal is transformed into a complex shape? Press brakes are the unsung heroes of the manufacturing world, bending and shaping metal…
Choosing the right hydraulic press brake can be challenging due to the variety of options available. Understanding the distinctions between NC and CNC models is crucial. This guide explains key…
Imagine buying a press brake and realizing it doesn't meet your needs—an expensive mistake! This guide explains the critical principles and factors to consider when purchasing a press brake. From…
Have you ever wondered how a press brake's hydraulic system works? In this article, we'll dive deep into the intricacies of this essential component. Our expert mechanical engineer will guide…
Imagine a machine that shapes metal with precision and efficiency, transforming raw sheets into intricate components. This article explores the press brake, a vital tool in metalworking, and reveals how…












{kind=link}
{kind=link}
{kind=link}