JH21 Pneumatic Power Press Manual (PDF)
Have you ever wondered how a massive machine can precisely punch and shape metal sheets with ease? In this blog post, we’ll explore the fascinating world of the JH21 power…
Choosing the right punch press can be daunting with the array of options available. Do you need a mechanical or hydraulic press? How about the type of drive mechanism or frame design? This article breaks down the essential factors to consider, ensuring you make an informed decision for your specific manufacturing needs. From understanding pressure capacities to evaluating material handling, find out what you need to know to select the perfect punch press for optimal efficiency and performance in your production line.

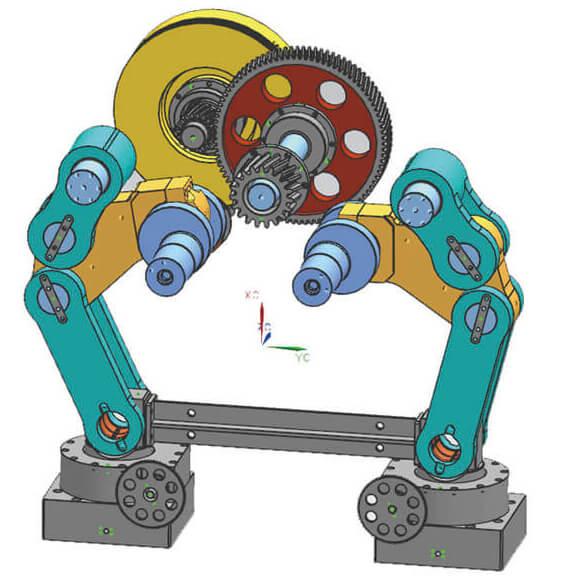
The design of a punch press is based on the principle of converting circular motion into linear motion. The flywheel is powered by the main motor, while the gears, crankshaft, or eccentric gear, and connecting rod are driven by the clutch to produce the linear motion of the slider.
The motion from the main motor to the connecting rod is circular, so there must be a point of transfer between the connecting rod and the slider to accommodate both circular and linear motion.
There are two main types of mechanisms in the design of punch presses: ball type and pin type (cylindrical type). These mechanisms convert the circular motion into a linear motion of the slider.
During punching, the press applies pressure to the material, causing it to deform plastically. To achieve the desired shape and precision, a set of molds (upper and lower molds) must be used. The material is placed between the molds and deformed by the pressure of the punch press machine.
The force exerted on the material during processing generates a reaction force, which is absorbed by the mechanical body of the punch press.
The driving force behind the slider can be either mechanical or hydraulic, resulting in two different types of punch presses:
(1) Mechanical punch press (Mechanical Power Press)


The majority of general sheet metal stamping processes utilize mechanical presses. In terms of hydraulic presses, there are two types: oil-based and water-based. Currently, oil-based hydraulic presses are the most commonly used, while water-based hydraulic presses are mainly used for large or specialized machines.
Based on the movement mode of the slider, there are three types of punch presses: single-action, double-action, and triple-action. Currently, single-action punching machines, which have one slider, are the most widely used. Meanwhile, double-action and triple-action punching machines, which are mainly used for drawing automobile bodies and large machined parts, are relatively rare.
(1) Crank Press

A press that utilizes a crank mechanism is referred to as a crank press. This type of press is favored for several reasons, including ease of manufacturing, accurate determination of the bottom end of the stroke, and the fact that the slide movement curve is generally suitable for a variety of processes.
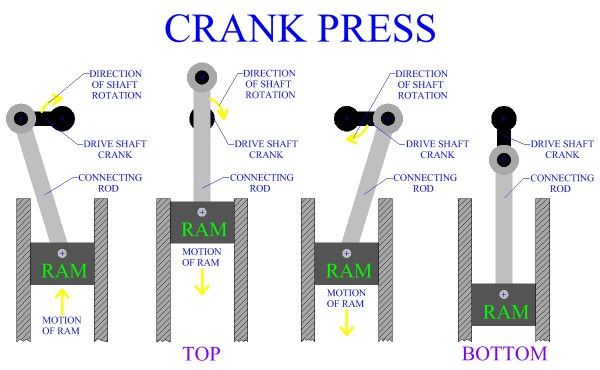
As a result, the crank press is suitable for a wide range of press operations, including punching, bending, drawing, hot forging, warm forging, cold forging, and many others.
(2) Crankless Press

A crankless press is also referred to as an eccentric geared press.
The structure of an eccentric gear press has several advantages over the crankshaft structure in terms of shaft rigidity, lubrication, appearance, and maintenance. However, it is more expensive.
Eccentric geared presses are particularly beneficial for longer stroke lengths.
(3) Knuckle Press

The use of an elbow joint mechanism on the slide drive is referred to as a knuckle press.
This type of punch press has a distinct slider motion curve, where the slider speed slows down significantly near the lower dead center (compared to a crankshaft punch).
It accurately determines the position of the dead center during the stroke.
Therefore, this press is ideal for compression processes such as stamping and finishing, and is primarily used in cold forging.
(4) Friction Press

A press that utilizes a friction drive and screw mechanism in an orbital drive is referred to as a friction press.
This type of press is well-suited for a variety of applications such as forging, crushing, bending, forming, and drawing.
Due to its low cost, it was widely utilized before the war.
However, the friction press has several drawbacks, including the inability to determine the position of the bottom end of the stroke, poor machining accuracy, slow production speed, the risk of overload in case of control errors, and the need for skilled operators. As a result, it is now being phased out.
(5) Screw Press

The use of a screw mechanism on the slide drive mechanism is referred to as a screw press.
(6) Rack Press

The use of a rack and pinion mechanism on the slide drive mechanism is referred to as a rack-and-pinion type press.
Screw presses share similar features with rack-and-pinion presses and have characteristics that are comparable to those of hydraulic presses.
In the past, screw presses were utilized for a variety of purposes such as extruding pressed liners, scraps and other items, oil pressing, bale making, and hot press thinning for shell extrusion. However, rack-and-pinion presses have now been replaced by hydraulic presses and are only used in very specific situations.
(7) Link Press
Linkage presses are punch presses that utilize a range of linkage mechanisms in their slide drive mechanism. The use of linkage mechanisms aims to shorten the cycle time while maintaining the drawing speed within the required limits during the drawing process.
This is achieved by reducing the speed change of the extension machining during the approaching stroke, which increases the speed of the stroke, resulting in shorter cycle times compared to crankshaft presses, leading to increased productivity.
This type of press, which boasts a wider bed table surface, has been utilized for centuries for the deep drawing of cylindrical containers with narrow bed surfaces, and more recently for the deep drawing of automobile body panels.
(8) Cam Press

Cam presses are punching machines that utilize a cam mechanism in their slide drive mechanism. This type of press is distinct by its ability to produce the desired slide motion profile through the proper shaping of the cam.
However, the cam mechanism has limitations in transmitting high levels of force, which results in a low capacity for this type of press.
Classified by body shape, the punch press can be divided into:
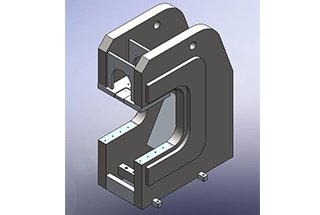
(1) C-frame punch press

(2) H-frame punch press
Currently, the majority of punching machines used in the general stamping industry are C-frame presses, especially for smaller machines (below 150 tons). For larger machines, the majority of them are straight side presses (H-frame).

Punching machines that utilize a C-frame body are referred to as C-frame presses, while those that use a straight frame body are called straight side presses or H-frame presses.
(1) C-frame Press
The asymmetrical body of a C-frame punch press leads to deformation of the front and back openings of the body during punching, which affects the parallelism of the tooling. This is the major drawback of C-frame presses.
As a result, C-frame presses are typically used at only about 50% of their nominal capacity. Despite this limitation, C-frame presses remain popular due to their excellent operability, easy mold accessibility, and convenient mold change process.
In addition, the cost of a C-frame press machine is relatively low, making it the dominant type of press machine. However, its capacity is limited to 300 tons or less.
(2) Straight Side Press
Due to its symmetrical body, the straight side press is capable of handling eccentric loads during operation, but it has limited accessibility to the die during operation. This type of press is generally used for large machines with a capacity greater than 300 tons, and features an integrated body and three-stage construction.
When selecting a punch press, it’s crucial to have a clear understanding of its intended use. This requires a comprehensive understanding of the processing methods, work methods, press functions, and technology trends, as well as a sound grasp of market trends and situations.
However, the complexity of the processing method and press function often makes it difficult to fully comprehend, leading to selections that are not based on a thorough understanding of the intended use.
Particular care should be taken when choosing a punch press for rationalization, as even a small mistake can have significant consequences. The wrong choice of press can result in decreased efficiency and wasted investment in equipment.
The punching capacity of a punch press has three main components: pressure capacity, torque capacity, and working capacity.
Correctly determining processing methods and work methods
(1) Correct Determination of Processing Methods and Engineering
There are various stamping methods, and sometimes they are combined with machining. When choosing a press, it’s important to assess whether the desired processing method is suitable for the target product and if it is the optimal number of processing operations. The type of press to be selected is largely determined by the processing method chosen.
(2) Production Volume
For production runs exceeding 3,000 to 5,000 pieces, it’s advisable to use automatic feeding. When the production volume is high due to multiple processes, continuous processing and transfer processing should be considered, including high-speed automatic punching and transfer processing. In addition, it’s necessary to consider using automatic machines such as high-speed automatic presses and transfer presses.
The choice between a universal or automatic press depends on the production volume, but the necessary quantity should be considered when necessary. It’s important to maintain appropriate inventory levels, taking into account not only current but also future production levels, market conditions, and technological trends.
(3) Relationship between Shape, Quality, and Size of Materials
The processing method, crop yield, and material utilization rate determine the shape and quality of the material. The shape of the material depends on whether it is a roll, a fixed-size material, or a semi-processed product, and the size of the material, which affects the method of operation.
(4) Material Handling: Supply, Output, and Waste Management
Material handling encompasses the operations of supplying materials, removing products, and disposing of waste. In production plants, material handling constitutes a significant portion of overall operations. As a result, material handling should not be considered just a part of production but must be evaluated in terms of the rationalization of the entire plant. The functions required in a press machine vary based on material handling considerations.
(5) Using the Die Cushion
For single-action presses in drawing operations, additional die cushions should be considered. The die cushion provides high performance, making it possible to perform complex drawing operations without using a double-action punch press. To enhance the performance of the die cushion, a locking device is required as an auxiliary device.
Select the capacity of the punching machine suitable for processing.
(1) Determine the Machining Pressure and Pressure Stroke Curve
Calculate the maximum pressure required for machining and the variation in pressure during the machining cycle.
For multi-processing, it is important to calculate the pressure stroke curve for each process, and then combine them to obtain the composite pressure stroke curve.
Establish the maximum pressure required for processing and the pressure stroke curve to select the appropriate pressure capacity.
The selection of the work capacity should be based on the processing frequency (number of cycles per minute).
Punch presses that are equipped with an automatic feeding device should ideally have a motor with an increased power output of one horsepower.
It is advisable to select a press capacity that is not just above its maximum limit for continuous use, but rather a more common capacity of 75-80% of the nominal capacity.
(2) Eccentric Load and Concentrated Load
Eccentric load is commonly present in stamping processes, including those involving multiple dies or a continuous punching die on a single punching machine.
It’s important to keep in mind that the design of punching capacity is usually based on a center load, and therefore the pressure capacity may be reduced if there is an eccentric load. To account for this, select a punching capacity with sufficient margin for eccentric load work.
Many cold forging processes involve extreme concentrated loads. For such work, it’s advisable to choose a press with as small a die space as possible.
(3) Reduction in Effective Capacity of the Die Cushion
When a die cushion is installed, the press’s extension capacity is equal to its capacity minus the cushion. The cushion’s capacity is typically 1/6th of the press’s nominal capacity.
While this may seem small, it’s a significant value when compared to the effective drawing capacity near the center of a punch press. However, care should be taken when a high cushioning capacity (one-third of the press capacity) is required for processing. This can significantly reduce the effective extension capacity near the midpoint of the stroke, and in extreme cases, the ability to push the cushion may be lost.
Therefore, for such a high cushioning capacity, the press’s torque capacity should also be selected as high. If the buffering capacity is too high, the structure may become uneconomical due to the mismatch of torque capacity, so a double-acting press should be considered if necessary.
Clarify the dimensional accuracy of processed products
The accuracy of the processed product is determined by its intended use and its impact on subsequent processes.
There are numerous factors that can result in poor machining accuracy, such as variations in the thickness of the material being processed, the volume of the raw material block (in the case of extrusion processes), the material’s properties in relation to its resistance to deformation, the level of lubrication being used, and the wear on the die, among others, depending on the specific production process.
If a high level of processing accuracy is required, it is recommended to choose a press with high rigidity or a press with a large capacity that can provide sufficient pressure for the processing needs.
However, it should be noted that C-frame presses may not be as effective, even with large capacity presses, and it is important to carefully select a press with high rigidity for optimal results.
Fully understand the function of the punch press
(1) Thorough Evaluation of Press Specifications
Press specifications provide information about the main capacity and size of the press and are crucial in determining the right press for your needs.
It is important to note that the indication of press capacity typically only reflects pressure capacity, and a comprehensive evaluation should include both torque capacity and working capacity.
When using the press for blasting, it is recommended to choose one with a shorter stroke and a higher SPM.
Several factors, such as the height of the die, the width of the working surface, the T-groove for die assembly, and the pin hole for the buffer, should be considered in relation to the die to be used.
Please keep in mind that pushing the specifications of the press to the limit due to constraints in the plant may negatively impact its performance.
Therefore, it is recommended to choose a punch press with standard specifications that has a proven track record and a reliable functioning history.
(2) Choosing Press Attachments
It is also important to carefully evaluate press attachments as their proper use can significantly enhance productivity.
To maximize production, consider installing an automatic feeder for continuous processing.
If continuous processing is challenging due to the complexity of material supply and product extraction, using a timer can help improve productivity.
Incorporating conveyors or UNLOADER units can also contribute to increased productivity.
For instance, if the die needs to be changed frequently, a quick change (Q.D.C.) device for the die and die holder can be useful.
Consider attachments such as slow running devices, material changeover systems, and product stacking devices.
Punch presses with roller feed should be equipped with a variable speed device.
It is also important to prepare for the potential future need to install buffers, feeders, or rotary cams.
However, having too many complex attachments may increase the failure rate and maintenance troubles, so it is crucial to choose the appropriate attachments for your press.
(3) Verify the Flexibility of the Function
To sustain an optimal yield, the press function must be in sync with the market trend of replacing old machines with new ones. This requires examining functions that can accommodate both high and low production volumes and those that can be updated with future models.
For instance, the automatic feeder’s driving force is often derived from the punch crankshaft for seamless synchronization. However, if a standalone drive feeder is utilized, it offers added flexibility as it can be easily relocated due to its independent power source, can be paired with any press, and can adapt to changing work conditions.
(4) Select a Reliable and Easy-to-Maintain Punch Press
Stamping products are often produced in high quantities and involve multiple processes, so any breakdown in a press machine can have a significant impact on overall production. It is crucial to choose a press that is easy to maintain, inspect, and has a high degree of reliability, particularly in regards to the stability and durability of the clutch, brake, and electrical system.
(5) Ensure Safety Measures are in Place
Punching work can be highly hazardous, so it is important to consider safety measures and equipment when selecting a punch press. The press should be equipped with interlocking devices, shear plate and hydraulic overload safety devices, and safety devices for two-hand operation, linear and mechanical operations to ensure safe operation even in case of a malfunction.
(6) Consider Noise and Vibration Limits
Noise and vibration levels in stamping plants are regulated by law for public health reasons. The operating environment is a crucial factor to consider, so it is necessary to check for noise and vibration countermeasures in the press equipment.
(7) Automation is Key
With the changing production pattern, the lot size has decreased, resulting in an increase in the frequency of mold and material changes. Automation is essential to save labor and time, and to streamline the automatic stamping and processing line, including the selection and configuration of dies and materials, adjustment of punching machines, production operation, and production volume management. With advancements in technology, it is now possible to have an unmanned press line produce the desired product with accuracy, controlled by remote instructions.
<End>

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.