I. Preface
As an essential sector of the machinery manufacturing industry, engineering machinery boasts multiple categories, complex functions, and high structural strength.
Although it has seldom served as a testing ground for various new manufacturing technologies, the innovative spirit of scientific and technological personnel and their courage to overcome difficulties have ensured the eventual spread of new technologies to the field of engineering machinery manufacturing. These include welding robots, automation, intelligent logistics, and others.
Naturally, the industry also favors laser processing technology, which is a green, environmentally friendly, efficient, and non-contact object processing technology.
II. The characteristics of laser processing
Laser processing originated in Germany in the 1960s and mainly uses high-energy particles produced by lasers to melt and vaporize the surface of the workpiece. This principle is utilized for various derivative processing technologies.
Laser beams offer high stability and anti-interference, and impose fewer restrictions on the workpiece (such as processing shape, size, and environment), allowing for high-quality and precise processing of most metallic and non-metallic materials.
Laser processing technology is known for its high precision and specialization. Its characteristics and advantages can be summarized as “high, fast, good, economical, and versatile” as follows:
(1) High
Laser processing offers high precision, processing efficiency, material utilization, and economic efficiency.
For instance, a laser cutting machine priced at $50,000 can help a company recover the equipment cost and generate profits within one and a half years of normal processing.
(2) Fast
Laser processing boasts a fast processing speed, as the energy medium of the laser is the light source. It can reach speeds of up to 100m/min.
Currently, the most advanced 3G laser cutting machines are over 1.5 times faster than mainstream processing equipment.
(3) Good
Laser processing is highly resistant to interference and is not easily affected by environmental factors. This results in parts of exceptional quality and accuracy, which can be at the same level (micron level) as those produced by ordinary machine tool finish machining.
(4) Save
Laser processing is known for its material efficiency, as it is less material-intensive than other processing technologies. Incomplete statistics suggest that laser processing can save between 10% to 30% of materials.
Moreover, laser processing is a non-contact process, which requires fewer consumables for the equipment. This significantly reduces production costs.
(5) Wide
Laser processing is a versatile technology that can be applied to a wide range of materials, not limited to metallic materials but also to non-metallic materials.
Moreover, laser processing can handle a diverse range of shapes, including straight lines, curves, and shaped patterns, making it a truly barrier-free technology.
III. The application of laser processing technology in engineering machinery manufacturing
In recent years, due to breakthroughs in laser processing technology and equipment, it has become more prevalent in various processes involved in the manufacturing of construction machinery products.
The following is an overview of the current mainstream technology used for construction machinery applications:
3.1 Laser processing technology in the field of sheet metal cutting applications
Laser cutting is a cutting method that utilizes a laser beam produced from a laser oscillator. The beam is focused through a focal mirror to generate high-density energy, which is then directed onto the material, causing it to melt and evaporate.
Compared to other thermal cutting methods like flame and plasma, laser cutting can achieve higher precision with smaller slits due to its large energy output per unit area.
One company’s blanking center, which serves the needs of construction machinery manufacturers such as Carter, Komatsu, and John Deere, as well as local supporting enterprises, has more than 100 pieces of equipment across six categories: fine plasma cutting, fiber laser cutting, flat bevel cutting, pipe intersecting line cutting, integrated drilling and cutting machines, and section steel cutting.
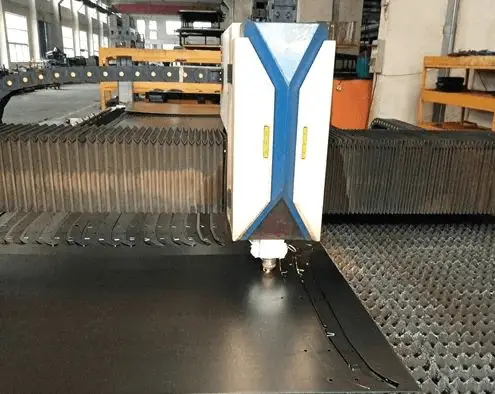
This equipment includes three two-dimensional laser cutting machines (refer to Figure 1) and two three-dimensional laser cutting machines (refer to Figure 2). Laser blanking is used for a wide range of construction machinery parts and components, including hoods, fuel tanks, cabs, and more. The materials being cut range from general Q235A to 1000MPa high-strength plates and profiles, with a thickness of 1 to 25mm. The center has an annual blanking capacity of 20,000t.
Figure 1 Two-dimensional laser cutting machine

Figure 2 3D laser cutting machine
Currently, there are two main types of laser cutting machines used in the engineering machinery sheet processing industry: CO2 laser cutting machines and fiber laser cutting machines.
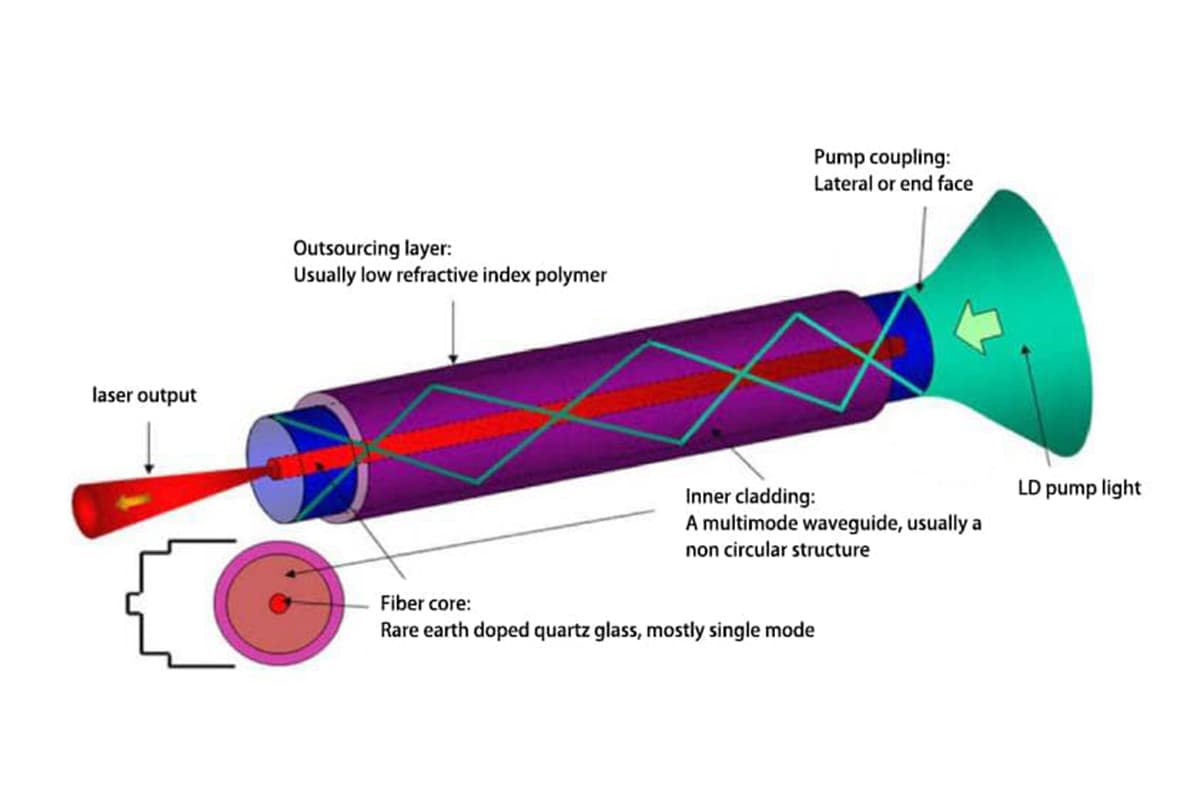
The CO2 laser cutting machine is an earlier product and its technology is not as advanced as the fiber laser. The wavelength of the CO2 laser is about 1/10 of that of the fiber laser, and the propagation is generally carried out in an isolated optical path to protect it from outside air.
On the other hand, the fiber laser propagates in the fiber, providing better beam passability and higher energy, resulting in smaller thermal influence and narrower cutting lines. This is beneficial for improving blanking efficiency, material utilization, and reducing thermal deformation during plate blanking.
Aside from conventional laser cutting and blanking, laser cutting technology offers advantages in circular hole cutting, reserved process gaps, and process model production. It can be applied to “cutting instead of drilling” for process equipment holes, saving time during the drilling process, improving production efficiency, and reducing the cost of drilling templates.
3.2 Application of laser processing technology in welding
Most traditional welding techniques used in construction machinery involve gas shielded welding, submerged arc welding or argon arc welding. However, these methods often result in quality defects such as excessive splatter and distortion. Additionally, the welding arc light and dust can pose a risk to the operator’s physical and mental health.
With technological advancements, industrial product manufacturers have been working to improve welding quality, efficiency, and reduce manual labor in construction machinery welding processes. They have gradually introduced concepts from the automotive industry such as body-in-white robot welding, assembly lines, and flexible manufacturing.
In the past, laser welding technology was not commonly used in engineering machinery products due to insufficient power and limited capabilities for medium-thick or ultra-thick plates. However, in recent years, renowned universities such as Shanghai Jiao Tong University and Harbin Institute of Technology have conducted extensive research and experiments on medium-thick plate laser welding technology. This has led to the development of high-power laser deep fusion welding, arc composite welding, ultra-narrow gap multi-layer fillet welding, and vacuum negative pressure laser welding, among other welding methods.
The laser arc hybrid welding technology has successfully been applied to the boom of construction machinery cranes. It combines two heat sources with completely different energy transmission mechanisms and physical characteristics to act on a unified welding position. This results in increased weld depth, enhanced gap bridging ability, and improved welding efficiency, creating a 1 +1>2 effect.
For instance, the material of the reach arm of a truck crane is high-strength steel with a yield strength of 960MPa, which is laser-twin wire MAG composite welding (see Figure 3). Compared to traditional welding methods, this approach has strong welding adaptability and can be used for high reflection welding, difficult welding, and dissimilar materials welding. It also improves the stability of the welding process and weld formation while eliminating welding defects to improve the quality of the weld seam, achieving a 100% inspection pass rate. Moreover, efficiency is increased by 300%.
Hybrid welding is also more efficient than single heat source welding, as it can effectively increase the penetration depth by 50%, increase the welding speed, and ensure a smaller heat input. Furthermore, it has higher filling efficiency and saves over 30% of unit wire consumption.
Fig. 3 Example of laser-composite MAG welding application
In recent years, the construction machinery remanufacturing business has developed rapidly. On the one hand, the country strongly advocates green manufacturing, which includes energy-saving and consumption reduction.
On the other hand, the performance of remanufactured products is essentially comparable to that of new products, but at about two-thirds the price of new products. Users are gradually recognizing this, and companies are also willing to do so because only 40% to 60% of the manufacturing costs are involved.
Parts remanufacturing mainly involves replacing worn parts, seals, and repairing wear and tear in mechanisms. The most important technology used in this process is high-efficiency laser welding, also known as laser cladding.
The main principle is to use a high-power, high-density laser beam to form a micro-melting layer on the surface of the substrate, and to add a specific composition of direct-melting alloy powder either simultaneously or preset, in order to achieve the purpose of uniformly repairing worn parts.
This process also belongs to a kind of material augmentation manufacturing technology, providing high-quality and feasible manufacturing solutions for realizing differentiated customization of products.
Laser cladding has high flexibility, optional surfacing area, optional materials, and even optional performance. For example, when the crawler spring barrel of a high-power bulldozer is worn out during use, remanufacturing can adopt laser cladding additive processing for the worn area (see Figure 4).
Tested from multiple dimensions of wear resistance, the surface hardness is qualified, the layer hardness gradient in the cladding layer is reasonable, and the metallographic structure is good. This can increase the life of the spring barrel of the high-power bulldozer by 300%.
Laser cladding is now not only used for remanufacturing but also replaces the original chrome plating and pre-induction heat treatment process on new products. This greatly enhances the competitiveness of the product in the industry.
Fig. 4 Laser augmentation of spring barrel for high power dozers
3.4 Application of laser processing technology in the field of quality management
The ISO 9000 quality management system requires process monitoring of parts and components, and their quality must be traceable. To trace the quality and use of parts and components effectively, construction machinery manufacturers need permanent identification of self-made parts and accessories.
This identification includes basic information such as product name, material number, drawing number, manufacturer, production date, and two-dimensional code.
Traditional marking technology uses the continuous mechanical movement of the cylinder to impact the object, leaving a movement track on the surface of the sign. However, this method has disadvantages such as large noise, blurred writing, and deformation of the sign.
Laser marking technology is a contactless processing method that uses the beam emitted by the laser to melt the material on the surface of the workpiece instantly. The path of the laser on the surface of the material is controlled to form a method of graphic marking, as shown in Figure 5.
Compared with traditional methods, it has the following advantages:
- It is faster, with a speed more than double that of traditional methods.
- It produces high-quality fonts, clear handwriting, and can print out complex patterns, symbols, and letters that are incomparable to traditional marking.
- It is environmentally friendly and pollution-free as it is a non-contact processing method. It can be combined with a CNC software system to achieve automatic marking.
a) Pneumatic marking
b) Laser marking
Fig.5 Comparison example of signage coding applications
3.5 Conclusion
As demonstrated by the examples above, laser processing technology has been continuously utilized in various process steps in the engineering machinery manufacturing industry. Laser cleaning technology is particularly gaining attention in aerospace, automotive, construction machinery, and other fields.
This process is capable of removing paint, cleaning molds, and eliminating oxidation layers and coatings prior to welding. It operates at a faster speed and produces less waste, yet it is less commonly used in the current construction machinery industry.
Most construction machinery enterprises have incorporated the above-mentioned laser processing technology into their own corporate process standards to improve the quality and efficiency of their products.
As laser processing technology becomes more localized, small and medium-sized enterprises are also considering purchasing laser equipment to reduce labor costs and enhance product quality.
However, compared to the mature standardized applications abroad, domestic processors still have a long way to go.
IV. Development trend of laser processing technology
The laser processing technology is a complex system that combines various fields, such as mechanical, electrical, numerical control, optical, and hydraulic.
The technical requirements for enterprises to enter this field are relatively high, which is why developed countries such as the United Kingdom, Germany, and the United States have been leading the development direction of the laser processing industry.
Although China entered this field relatively late, with the continuous implementation of the national strategy “Made in China 2025,” Chinese laser equipment manufacturers and scientific research institutions have been working hard, and emerging stars such as Han’s Laser have narrowed the gap in technology with foreign laser equipment.
Furthermore, the development of laser processing technology is a lengthy and challenging process that requires the efforts of all aspects of society.
I believe that the future of laser processing technology will focus on the following areas of development.
(1) Laser miniaturization
As a fundamental component of laser processing technology, the size of the laser determines the size of the entire machine.
In the early stages of development, the size of lasers was relatively large and required a significant amount of space due to the limitations of microelectronics and optical technology.
However, with the continuous progress and development of new laser technology, such as fiber optic technology and UV technology, smaller lasers with high conversion efficiency, good working stability, and good beam quality have been developed. This advancement provides a solid foundation for the miniaturization of laser equipment.
(2) Multi-functional processing
To meet market demands, laser equipment manufacturers are no longer solely focused on single laser processing functions. Instead, they are developing integrated equipment that can perform multiple functions, such as cutting, welding, heat treatment, and spraying. This multifunctional equipment maximizes the value for customers.
(3) Equipment Intelligence
With the emergence of Internet technology, equipment intelligence has become another major trend in laser processing technology.
In a smart factory, various production plans and material processing data will be uploaded to the enterprise cloud. Engineers will be able to remotely control equipment operation status from an office using a remote terminal. This approach enables the digitalization, automation, and informatization of the product manufacturing process.
V. Conclusion
With the implementation of the “Made in China 2025” plan, laser processing technology has become a crucial tool to promote the transformation and upgrading of the construction machinery industry due to its unmatched advantages.
After the widespread adoption of information technology such as Internet+ and 5G, laser processing and manufacturing are also shifting towards intelligent manufacturing.
Given the government’s encouragement of enterprises to pursue technological innovation, domestic laser manufacturers will continue to increase R&D investment to provide the market with laser equipment with higher cost performance.
This drive will fuel the innovation of emerging fields and traditional manufacturing processes, while providing technical support for the wider application of laser processing technology in the construction machinery manufacturing industry in the future.