Mechanical Power Press Maintenance Checklist
Have you ever considered the importance of proper maintenance for your mechanical punch press? In this blog post, we'll explore the key aspects of maintaining these powerful machines, drawing insights…
Ever wondered why your fine blanking dies wear out so quickly? This article delves into the primary factors affecting the lifespan of fine blanking dies, including wear mechanisms and maintenance strategies. By understanding these details, you’ll discover effective ways to extend die life, reduce costs, and improve efficiency in your manufacturing processes. Whether you’re dealing with high-pressure requirements or fine-tuning material choices, this guide offers valuable insights to keep your operations running smoothly. Read on to enhance your die maintenance knowledge and boost your production outcomes.
The characteristics, mechanism, requirements and materials of fine blanking die are preliminarily analyzed, especially the wear mechanism of fine blanking die is carefully analyzed, and the protective measures to reduce the wear of die and the ways to improve the service life are put forward from the aspects of wear form and die clearance.

The proportion of fine blanking in industrial production is getting larger and larger, so the requirements for molds are getting higher and higher.
How to prolong the service life of the mold, reduce wear and tear, reduce costs and increase economic benefits are the most concerned problems of manufacturers.
There are many factors that affect the service life of the die, and wear is the most important factor that affects the service life of the die.
This post attempts to further analyze and discuss the wear mechanism and protection of the die.
Fine blanking technology adopts micro clearance, ring gear pressing plate, and ejector plate in the female die to play the role of anti female die, which can make the stamping parts obtain high dimensional accuracy and surface roughness.
In some industrial developed countries, the machining accuracy of mold industry has reached the micron level, which can replace cutting under certain conditions.
Fine blanking technology has the following advantages.
1) The dimensional accuracy of fine blanking parts can reach IT7 ~ IT8, and the surface roughness of shear section Ra is 2.4 ~ 0.4 μm , with high perpendicularity and parallelism;
2) Compared with cutting, fine blanking technology can generally improve work efficiency by 10 times;
3) It can save a lot of electric energy consumed by cutting machine tools and machining. The surface of the workpiece after fine blanking is work hardened, and the subsequent quenching process can be cancelled;
4) Fine blanking composite process can be used to simplify the forming process, and combined with other forming processes such as bending, extrusion, stamping, etc. for composite or progressive stamping.
The parts produced account for more than 20% of all fine blanking parts.

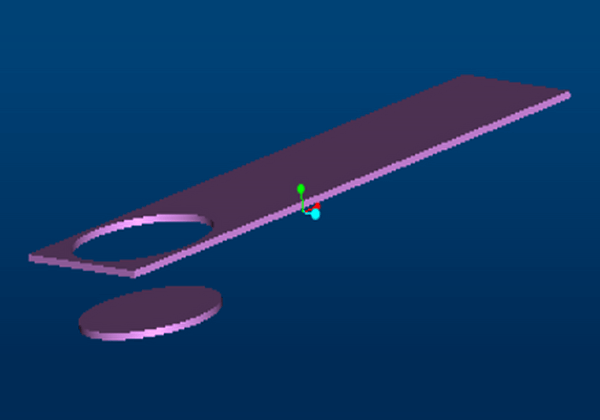
The fine blanking process is to add rounded corners to the die edge and reduce the gap between concave and convex dies.
In addition, the ring gear pressing plate and ejector are also added.
In order to restrain the tearing of materials before blanking and ensure the smooth progress of plastic deformation, metal materials need to be subjected to the static pressure in the blanking deformation area, and the material is in the state of three-dimensional compressive stress (blanking force, blank holder force, back pressure), which is a necessary condition for fine blanking.
During fine blanking, the blank holder presses the material to prevent the material outside the shear deformation zone from flowing with the punch during the shear process.
The supporting effect of blank holder and reverse pressing plate, together with the small gap between convex and concave dies (generally 0.5% of the material thickness and 1 / 10 of the common blanking), makes the workpiece tightly pressed to prevent the tensile stress caused by the warpage of the part, resulting in brittle fracture, thus forming a plastic material shear strip.
If necessary, the three-dimensional compressive stress tensor in the deformation area can be increased to improve the plasticity of the material.
The punching press and the cutting edge of the blanking die can be rounded to reduce the stress concentration at the cutting edge, avoid the generation of cracks, improve the stress state in the deformation area, and obtain bright blanking vertical surface section and blanking parts with small slope, flat surface and high dimensional accuracy.
Because the blanking conditions and material separation of fine blanking are very different from ordinary blanking, there are certain requirements for dies.
1) The fine blanking pressure is large, and the gap between the male and female dies is small. During the manufacturing and assembly of the die, the gap must be evenly distributed and kept neutral.
At the same time, ensure that the die base is precise, the guidance is accurate and reliable, and the fitting gap of each sliding part is 0.002 ~ 0.005 mm.
2) The main parts of the mold should have sufficient strength and stiffness and high mutual matching accuracy.
The working part has high wear resistance, and elastic deformation is not allowed when working.
3) Strictly control the depth of the punch entering the die (generally controlled within 0.025 ~ 0.05 mm) to avoid damaging the cutting edge.
4) Properly consider the exhaust design of the mold, pay attention to the lubrication of the working part of the mold, and extend the service life of the mold.
The fine blanking process is not only a shear process, but also includes the plastic flow and shear composite process of metal, so it is required that the fine blanking material must have good plasticity.
That is, the material should have a low yield strength ratio( σs / σb) materials with high elongation and good microstructure (good dispersion), which meet the above requirements, have large deformation capacity due to early initial plastic deformation under low load, so as not to tear during fine blanking.
About 95% of fine blanking parts are steel parts.
For carbon content less than 35%, tensile strength σb is 300 ~ 600MPa carbon steel, because the ferrite in it has good plasticity, it can obtain satisfactory fine blanking effect.
As carbon steel and its alloy steel with carbon content of 0.35% ~ 0.7%, or even higher, if the cutting edge of male and female dies encounters pearlite flakes that are not easy to deform, the section will be torn, the quality of the section will be reduced, and the wear of the die will be caused.
Therefore, it is necessary to adopt appropriate heat treatment to make the cementite be spherical and evenly distributed in fine-grained ferrite.
In the blanking process, cementite particles can be squeezed into the soft ferrite matrix, so as to avoid the cutting edge and prevent tensile cracking.
Carbon steel and chromium steel after spheroidizing annealing are suitable for fine blanking.
Except for lead brass, most non-ferrous metals and alloys can be suitable for fine blanking.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.