The recent years have seen an increasing prominence of laser cutting machines in the growth of the sheet metal industry. The cutting process involves six practical functions, which, when utilized, can significantly enhance the processing efficiency and cutting performance of the laser cutting machine.
1. Leapfrog
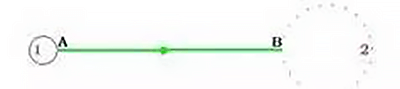
Leapfrog is a term used in laser cutting to describe the movement of the cutting head between cuts. In this process, after cutting hole 1, the cutting head moves from point A to point B to cut hole 2. During this movement, the laser is turned off, and the machine runs without actually cutting, which is referred to as idle running.
The early laser cutters had a specific idle running process, as depicted below. The cutting head performed three sequential actions during idle running: it rose to a safe height, leveled to reach above point B, and then descended.
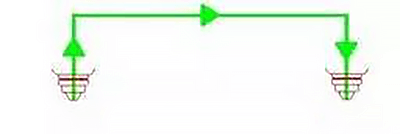
Reducing the idle time can increase the efficiency of the machine. To achieve this, the three idle running actions (rise, level, and descend) can be performed simultaneously. During the movement from point A to point B, the cutting head rises and approaches point B, and at the same time, it descends. This simultaneous performance of actions reduces the idle time, as shown in the figure below.
The idle running movement of the cutting head is similar to an arc drawn by a frog jumping. This is considered as a remarkable technical advancement in the development of laser cutting machines. The frog jumping action only takes the time for the flat movement from point A to point B, eliminating the time for ascent and descent. Just as a frog jumps to capture its food, the “capture” for the frog jumping function in laser cutting machines is high efficiency. Currently, laser cutting machines without the frog jumping function are no longer considered mainstream.
2. Auto Focus
When cutting various materials, it is crucial that the laser beam’s focus falls on different sections of the workpiece’s cross-section. To achieve this, the position of the focal point must be adjusted, which is known as focus adjustment.
Previously, laser cutting machines were primarily focused manually. However, today, many manufacturers offer machines with automatic focus.
Some people may think that adjusting the height of the cutting head is enough to change the focus position. However, this is not the case. The distance between the nozzle and the workpiece (nozzle height) remains constant at around 0.5 to 1.5mm during the cutting process, meaning that the cutting head cannot be raised or lowered to adjust the focus.
Additionally, the focal length of the focusing lens is unchangeable, so it cannot be used to adjust the focus. The only way to change the focus position is by altering the position of the focusing lens. If the focusing lens is lowered, the focus position will also be lowered, and vice versa. This method of focus adjustment is performed by using a motor to drive the focus lens up and down, allowing for automatic focus.
Another way of achieving automatic focus is by using a variable curvature reflector or adjustable lens placed before the beam enters the focusing lens. By changing the curvature of the reflector, the divergence angle of the reflected beam is altered, thus changing the focus position, as illustrated in the figure.
With the auto-focus function, the efficiency of laser cutting machines can be significantly improved. The processing time for thick plates can be greatly reduced, as the machine can quickly and automatically adjust the focus to the most suitable position for workpieces of varying materials and thickness. This results in improved productivity and more precise cuts.
3.Automatic edge finding
As depicted in the illustration, when a sheet is placed on a table, if it’s angled, it can result in waste during the cutting process. However, if the tilt angle and origin of the sheet can be detected, the cutting process can be adjusted to match the angle and position of the sheet, thus reducing waste.
To address this, a feature called “automatic edge finding” has been developed. When activated, the cutting head begins at point P and automatically detects three points on the two vertical sides of the sheet, P1, P2, and P3, and then calculates the inclination angle (A) and the origin of the sheet.
Thanks to this function, the machine’s efficiency is improved as it eliminates the need to manually adjust the workpiece, which is a time-consuming task, especially considering the weight of the workpiece (hundreds of kilograms).
A high-powered laser cutting machine is a complex system that combines light, machinery, and electricity, and it often has subtle intricacies. Let’s take a closer look at these subtle aspects.
4. Concentrated perforation
Concentrated piercing, also referred to as pre-piercing, is a process that is separate from the machine’s functions.
When cutting thicker plates with a laser, each contour of the cutting process goes through two stages: piercing and cutting.
Conventional process (point A perforation → cutting profile 1 → point B perforation → cutting profile 2 → …).
Centralized perforation involves performing the perforation process on the entire steel sheet in a centralized manner before proceeding with the cutting process.
Concentrated piercing process (complete piercing of all contours → return to starting point → cut all contours).
The total path length of the machine is longer when using concentrated piercing compared to traditional machining methods.
So, why is centralized piercing used? One of the reasons is to prevent overheating.
During the piercing process on a thick plate, heat accumulates around the piercing point. If cutting is performed immediately after piercing, overheating can occur.
With the centralized piercing process, the heat has enough time to dissipate before cutting is performed again after all the piercing is completed. This helps to avoid the overheating phenomenon.
Centralized piercing can enhance processing efficiency. Currently, there are still many laser cutting machines that don’t have automatic focusing.
When cutting thick plates, the process parameters (such as laser mode, power, nozzle height, auxiliary gas pressure, etc.) are different during the piercing and cutting stages. The nozzle height is higher during piercing than during cutting.
With traditional processes (e.g., profile 1 piercing, then profile 1 cutting, then profile 2 piercing, then profile 2 cutting, and so on), the laser beam focus must be adjusted manually to the optimal position for cutting in order to ensure quality and efficiency. This manual adjustment can be a nightmare because the focus must be changed from the piercing position to the cutting position multiple times throughout the process. As a result, the piercing time is longer because the focus is not in the optimal position.
However, with centralized piercing, the focus can be adjusted to a suitable piercing position first. After piercing is complete, the machine can be paused, and the focus position can be changed to the optimal cutting position. This can reduce piercing time by more than half, significantly improving efficiency. If necessary, other process parameters can be adjusted or changed between centralized piercing and cutting (e.g. air and continuous wave can be used for piercing, while oxygen can be used for cutting, with enough time to complete the gas changeover in between).
The focus drive lens is often referred to as the F-axis. It’s possible to call it the H (Hand) axis “zoom” if manual zoom is used for centralized piercing and cutting.
Centralized piercing also has risks. If there’s a collision during cutting that causes the sheet to shift, the uncut portion may be wasted. This process requires the support of an automatic programming system.
5. Micro-connection
During the laser cutting process, the sheet is secured in place by a serrated support bar. If the cut parts are too small, they may not fall through the gap in the support bar. If they are too large to be supported by the support bars, they may become unbalanced and warp. This can result in a high-speed cutting head collision, causing a stoppage or damage to the cutting head.
This issue can be addressed through the “bridge (micro-joint) cutting process.” When programming laser cutting on graphics, the closed contour is intentionally broken in several places so that after cutting, the parts remain attached to the surrounding material without falling. These breaks are known as “bridge locations.”
This process is also referred to as “breakpoints” or “microjoints” (a term derived from a literal translation of MicroJoint). The distance of the break, which is around 0.2 to 1mm, is inversely proportional to the thickness of the sheet.
Different terminology is used based on different perspectives:
- Based on the contour, if it is broken, it is called a “breakpoint.”
- Based on the part, if it adheres to the base material, it is called a “bridge location” or “micro-connection.”
Bridges connect the part to the surrounding material, and advanced programming software automatically adds the appropriate number of bridges based on the length of the profile.
It is possible to differentiate between internal and external contours and determine whether to add bridge locations. Internal contours (scrap) without bridge locations will fall off, while external contours (parts) with bridge locations remain attached to the base material and do not fall off, eliminating the need for sorting.
6. Common edge cutting
If the contours of adjacent parts have straight edges and the same angle, they can be combined into a single straight line and cut only once. This is known as a “common edge cut.”
Common edge cutting reduces the length of the cut and significantly improves the efficiency of the process. It doesn’t require the parts to be rectangular in shape, as shown in the illustration below.
The blue lines in the illustration are common edges.
Common edge cutting not only saves time during the cutting process, but also decreases the number of piercings. The benefits are evident.
For example, if common edge cutting saves 1.5 hours per day, that’s approximately 500 hours per year. At a combined cost of $100 per hour, this would equate to an additional $50,000 per year.
Common edge cutting requires the use of intelligent automatic programming software.