Have you ever wondered how modern technology is revolutionizing the metal fabrication industry? In this blog post, we’ll explore the game-changing impact of tube laser cutting machines. Discover how these innovative tools are transforming the way manufacturers cut, shape, and process metal tubes, unlocking new possibilities for design and efficiency. Join us as we delve into the world of advanced laser technology and its far-reaching implications for the future of metal fabrication.
The laser has three characteristics: good monochrome, coherent and parallel.
Therefore, it is particularly suitable for material processing.
The traditional domestic tube cutting methods are mainly hand saw cutting, sawing machine cutting, roller extrusion, abrasive wheel cutting, and gas welding cutting, etc.
These processing methods basically have the disadvantages of low cutting efficiency and high labor intensity, while laser cutting is widely used in the industrial field due to the advantages of faster processing efficiency and good processing effect.
With the development of science, technology and industry, tube manufacturing parts have been widely used in industrial sectors such as aircraft manufacturing, engineering machinery, transportation, petrochemical, and farm and animal husbandry.
In actual production, the tube has the advantages of low production cost, good formability, the light weight of structural parts and material saving, so tube cutting has an important position in the industrial field.
Like the shape, size and application of tube are different, and the cutting of the tube is subject to factors such as processing quality, it is crucial to select reasonable machining equipment, processing methods and technological measures.
However, there are many inconveniences in tube cutting. Even if the traditional cutting methods can achieve the application effect, the processing efficiency is low and the processing efficiency is poor.
Therefore, the combination of tube cutting and laser technology will make the tube cutting field have a broader development prospect.
What is tube laser cutting machine?
The tube laser cutting machine is mainly used to cut various metal hollow round pipe materials, such as stainless steel pipe, carbon steel pipe, galvanized pipe and other industrial and civil metal pipes.
This kind of pipe is generally used in building materials, industrial pipes, office furniture, sports and fitness equipment and so on.
The tube laser cutting machine adopts fiber laser and is the preferred cutting machine for small and medium-sized enterprises.
With the maturity and rapid development of laser technology, it has begun to be widely used in various industries.
The laser cutting technology has also developed from sheet metal cutting to metal tube cutting.
The birth and application of the professional laser tube cutting machine have greatly improved the processing efficiency of the metal tubes.
Parts and components of tube laser cutting machine
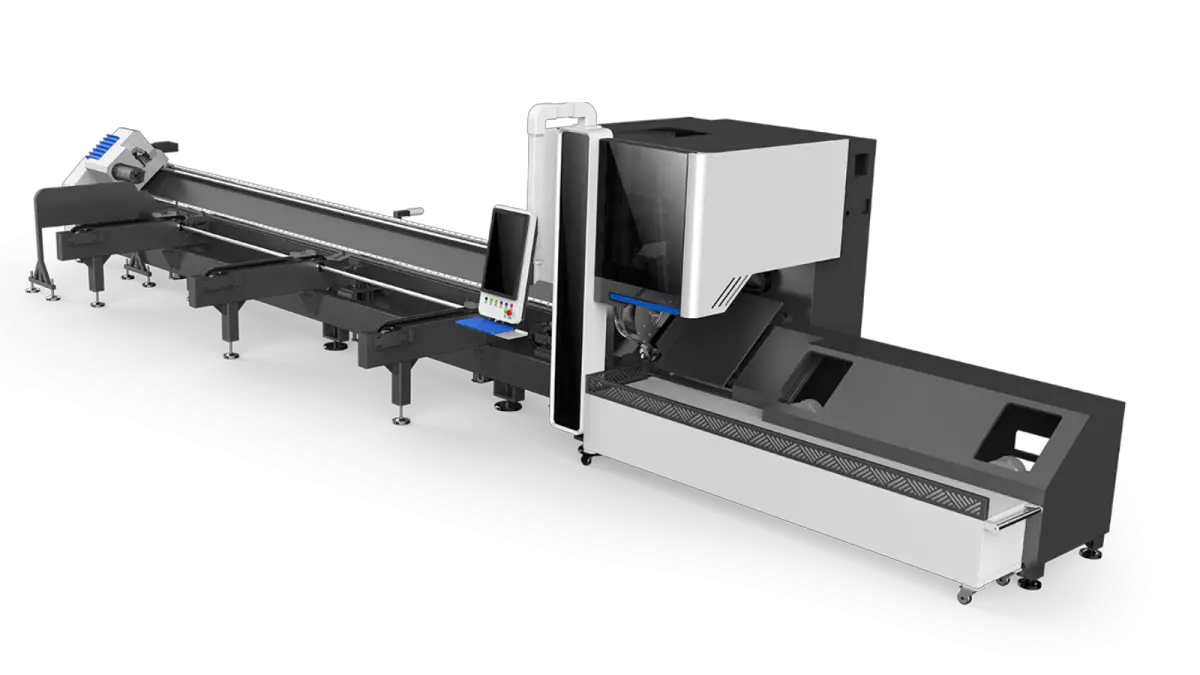
Tube laser cutting machine is a high-end mechanical equipment for precision processing and cutting of pipe raw materials. It is generally composed of laser generator, load-bearing bed, cutting head, pipe clamping chuck, cooling device and control system.
Working principle of tube laser cutting machine?
Laser pipe cutting machine is a high-efficiency metal pipe cutting machine. The main principle is to use laser irradiation to cut various graphics on pipe fittings and profiles.
It is a processing method that does not touch the surface of the workpiece.
Tube laser cutting machine is a high-tech product integrating numerical control technology, laser cutting and precision machinery.
With the characteristics of professional, high speed, high precision, high efficiency and high cost performance, it is the preferred equipment in the non-contact metal pipe processing industry.
The tube laser cutting machine has great freedom and strong compatibility to the material, shape, size and processing environment of the pipe.
The new pipe laser cutting machine can even cut metal materials with strong symmetry such as I-beam and angle steel.
It has excellent spatial controllability (direction change, rotation, scanning, etc.) and time controllability (on, off, pulse interval) and is easy to control.
Because of the high precision and less burr of laser cutting, the time consumed by subsequent processing is greatly reduced.
When changing the diameter or shape of the pipe, it only needs to modify the program.
Therefore, the development of the pipe cutting software is of great research value.
The combination of laser cutting system and computer numerical control technology can form an efficient automatic equipment, which is a high-quality, efficient and low-cost processing technology.
Advantages of tube laser cutting machine
The cutting principle between laser cutting machine and plane laser cutting machine is not much different.
As a special laser cutting machine, tube laser cutting machine is mainly used for the standard metal tube (round tube, rectangular tube, oval tube, etc.), profiles (channel steel, angle steel, etc.) and part of the shaped tube.
The advantages over traditional processing techniques are the following:
It has high cutting accuracy and the contour accuracy can reach ± 0.05mm.
The kerf is flat, with no burr, fine slit and less material loss.
It is non-contact processing and laser cutting of the heat-affected zone is very small, with almost no deformation.
It has high cutting efficiency, which can achieve mass production.
It has good flexibility, it can change or replace the product at any time with the use of the professional CNC system and suite of material programming software.
Thus, laser tube cutting machines can replace mechanical drilling, milling, sawing, punching or cleaning of burrs and other processes that require equipment and hard tools for processing different metal tubes.
It can realize cutting, chamfering, grooving or hole cutting, scoring and other possible size and shape features of complex tube structures, etc., which is widely used in sheet metal processing, kitchenware, lighting, automotive, medical equipment, hardware, fitness equipment industries.
Classification and characteristics of laser tube cutting machine
With the rapid growth of metal tube production and consumption, laser tube cutting machine equipment is rapidly popularized.
There is a wide variety of laser tube cutting machines on the market at present, which can be roughly divided into two categories according to the axial feeding method of the tube.
Fixed material cutting type laser tube cutting machine
This kind of laser tube cutting machine only processes fixed length tube, which is mostly used for processing the contour of the tube surface with constant axis and changing cross-section, the two ends of the tube can not be processed.
Although the cut-to-length laser tube cutter has great limitations and low productivity, it occupies a large market share because of its special features.
Figure 1 shows the decorative pattern on the surface of a lamp stem and lampshade processed by a fixed material cutting laser tube cutter.
Fig.1 Lamp shank and lamp shade processed by a fixed material cutting laser tube cutter.
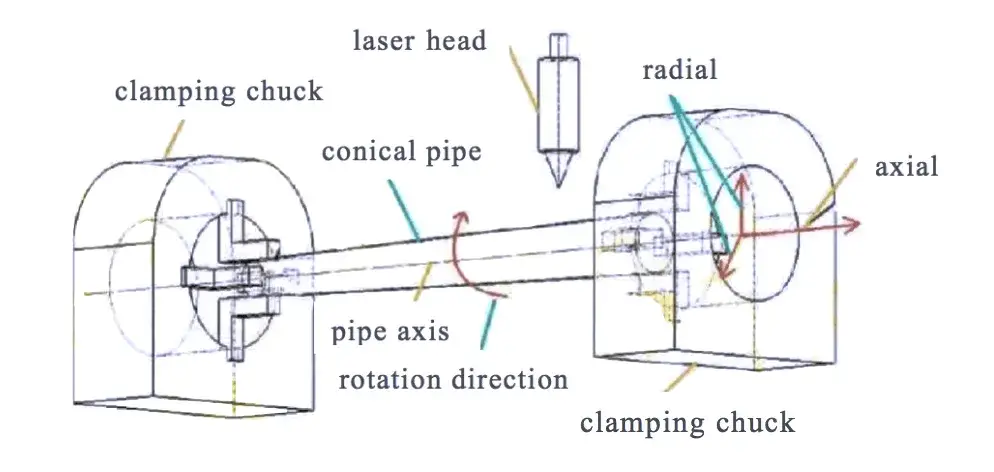
Working Principle
As shown in Fig. 2, the fixed material cutting laser tube cutter consists of two clamping chucks that hold the tube in place, the chuck makes a synchronized rotational motion around the tube axis and the laser head makes axial and radial feeds of the tube for cutting.
Figure 2 Working principle diagram
Feed cutting laser tube cutter
This type of laser tube cutting machine is mainly used for the processing of coaxial tube of the same cross-section, which not only can process various contour shapes on the surface of the tube, but also can cut according to the designed length of the tube part within the designed stroke of the machine.
Compared to the fixed material cutting laser tube cutter, it is more flexible, scalable and higher cutting efficiency, which currently occupies the majority market share of the professional laser tube cutter.
As shown in Figure 3, the feed cutting laser tube cutter can be used to batch process various profiles of standard metal tubes such as square and round tubes, and cut off.
Fig.3 Square and round tubes processed by a feed cutting laser tube cutter.
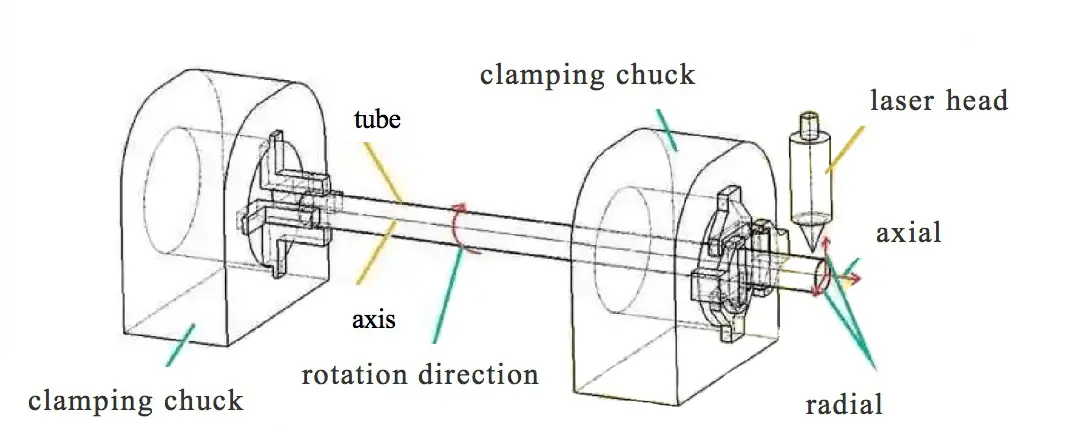
Working Principle
As shown in Figure 4, the tube is held by a clamping chuck, the support chuck holds the tube radially.
All the chucks around the tube axis synchronous rotary movement, clamping chuck fixed tube to do axial feed, the laser head to do the tube radial feed and cutting.
Currently, the feed cutting laser tube cutter is mainly based on two chucks on the market, which is cost-effective, but its shortcomings are also obvious.
Fig.4 Working principle diagram
1) Poor stability of cutting accuracy
For the tube with too long parts or poor rigidity, with gravity deformation plus the action of centrifugal force of chuck rotation, even if the increase of servo roller or profiling wheel support, it is difficult to ensure the stability of cutting accuracy.
2) Tail material, even if the laser head can cross the support chuck cutting, but the chuck clamping end is still unable to cut, resulting in tube waste.
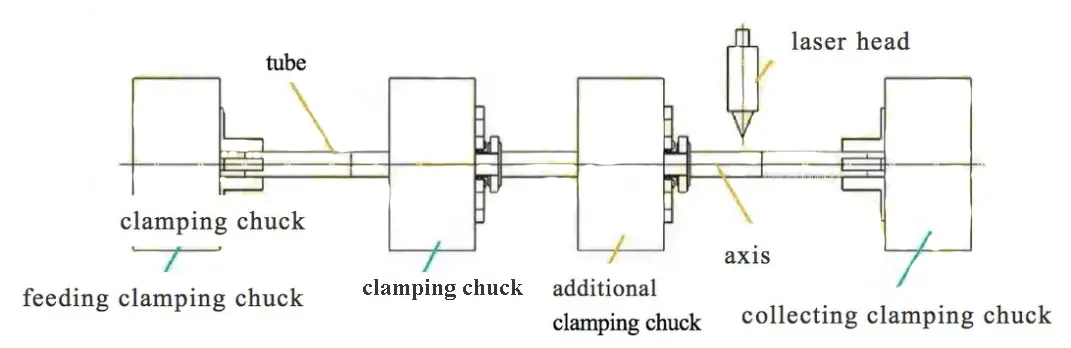
Fig.5 Structure diagram of multi-chuck laser tube cutting machine
To address these shortcomings, some equipment manufacturers use two chuck feed cutting laser tube cutting machines as the basis, expand the design of multi-chuck laser tube cutting machine, as shown in Figure 5.
Among them,
1) It increases a set of support chuck and can ensure that a certain length of tube almost free from gravity deformation and chuck rotation centrifugal force, which can effectively ensure the stability of cutting accuracy and the parts cutting length is not limited in the machine stroke range.
2) It increases a set of clamping chucks for catching material, when the feeding chuck is in the limit position, the tube is clamped by the catching chuck to do axial feeding movement, which can ensure most of the tube zero-tail material cutting.
3) Although the above design can completely solve the shortcomings of the two chuck feed cutting type laser tube cutter, the increased cost of chucks, the number of servo axes and CNC system.
It also explains why the current multi-chuck feeding and cutting type laser tube cutter has not become a mainstream trend.
How to use the tube laser cutting machine?
First, the focused laser beam must be synchronized with the cut pipe on the automatic pipe cutting production line;
Secondly, it is required that the laser focus after focusing can rotate one circle with respect to the pipe to be cut, and the laser beam axis always perpendicularly intersects with the axis of the pipe.
During the cutting process, the laser beam of the pipe cutting production line moves with the pipe to be cut.
These synchronous movements must be controlled by a special control system, so it is of great significance to study the automatic production line for laser cutting of pipes.
Since the laser cutting machine for pipes adopts a non-contact processing method, it will not exert any pressure on the pipe wall during the whole processing process, so it will not cause deformation or collapse of the outer surface of the pipe.
Which auxiliary gas cutting is better for laser pipe cutting machine?
The auxiliary gas is one of the important components of the laser pipe cutting machine.
The main function is to blow away the iron scraps generated by cutting the pipe through the high-pressure auxiliary gas ejected by the laser head when the laser head of the laser pipe cutting machine is cutting the pipe, so as to achieve the ideal cutting effect.
Secondly, it can protect the lens and prevent the iron scraps during cutting from bouncing on the lens to affect the output of the laser beam and the effect during cutting.
At present, there are three commonly used auxiliary gases for laser:
① air ② oxygen ③ nitrogen;
How can we choose auxiliary gas to achieve better cutting effect in daily life?
Air
Air is the lowest cost auxiliary gas among the three common auxiliary gases.
Of course, it can not be used for laser cutting simply by breathing air.
The air used by the laser cutting machine can only be used after the water, oil, dust and other impurities in the air are filtered through the filter and the filtered air is compressed to about 20kg by the air compressor.
It is suitable for aluminum, aluminum alloy, galvanized steel and other thin pipes, as well as in the case where the cutting requirements are not too high.
Oxygen
The oxygen here refers to the gas with a purity of 99.5%.
The laser pipe cutter cuts the metal at the cutting place by melting and evaporating the high temperature generated by the laser focus to perform laser cutting.
While oxygen contributes to the aerobic reaction of laser metal and improves the cutting efficiency.
At the same time, the oxide film of oxygen on the surface of the pipe contributes to the absorption of the light beam by the reflective material.
However, the surface after cutting will be black or dark yellow, which is suitable for cutting thick carbon steel pipes.
Nitrogen
Nitrogen is the most expensive auxiliary gas among the three auxiliary gases.
Since nitrogen is an inert gas, the oxygen reaction on the cutting surface of the pipe is suppressed when cutting with the laser pipe cutter, contrary to the oxygen cutting.
Therefore, the surface of the pipe cut with nitrogen will be bright and white.
However, due to the cost, it is recommended to use nitrogen as the auxiliary gas when the surface of the pipe is relatively strict.
The above three different auxiliary gases have their own advantages.
Therefore, when selecting other auxiliary gases, it is necessary to cut them according to the actual situation.
For those who do not know the technology well, do not arbitrarily set and modify the auxiliary gas cutting, which will easily generate burrs and lead to poor stability of the laser tube machine.
Key technology of tube laser cutting
Light Guiding andFocusing System
In a laser cutting device, the function of the light guiding system is to direct the beam output from the laser generator to the cutting head of the focusing light path.
For tube laser cutting, if want to get high-quality cutting slit, the small diameter and high power of focus spot of focus beam are necessary.
This allows the laser generator to perform the low-order mode output.
In the laser cutting of the tube, in order to obtain a relatively small beam focusing diameter, the laser must have a small transverse mode order time, preferably a fundamental mode.
The cutting head of the laser cutting device is equipped with a focusing lens. After the laser beam is focused by the lens, a small focused spot can be obtained, so that high-quality tube cutting can be performed.
Trajectory Control of Cutting Head
In tube cutting, the tube to be processed belongs to a space curved surface, and the shape of the tube is relatively complicated.
If it is programmed and machining by conventional methods, there will be certain difficulties.
This requires the operator to select the correct machining path and the appropriate reference point according to the machining process requirements, and use the numerical control system to record the feed condition of each axis and the coordinate of the reference point, and then record the coordinates of the machining process and generate a machining program through the linear and circular interpolation functions of the laser cutting system.
Therefore, studying the automatic vertical function of the laser beam and cutting tube is also one of the important technical contents of tube laser cutting.
Automatic Control of Laser Cutting Focus Position
In order to ensure the cutting quality of the laser-cut tube, keep the focus on the vertical direction of the workpiece surface by means of automatic measuring and control devices is the key to tube laser cutting.
At present, we integrate the laser focus position with the direct axis(X-Y-Z) of the laser processing system, which makes the movement of the laser cutting head more light and flexible, and the position of the focus can be well understood, so as to avoid the collision of the cutting head with cutting pipe or other objects during the processing.
Influence of Main Process Parameters
Tube laser cutting is becoming more and more widely used in today’s industrial society, and the tube to be cut are more and more diversified.
Besides, the tube parts themselves have their own complexity.
Therefore, according to the material, shape and processing requirements of cutting pipe, choosing appropriate laser cutting process parameters to obtain the best cutting efficiency and cutting quality has become the most concerned issue for all users of laser cutting system.
Influence of LaserPower
For a continuous wave output laser generator, laser power has an important effect on laser cutting.
In theory, the greater the laser power, the faster the cutting speed.
But considering the features of the pipe itself, the maximum cutting power is not the best choice.
When the cutting power is increased, the mode of the laser itself changes, which affects the focus of the laser beam.
In practical processing, we often choose to get the highest power density in the case of less than the maximum power, so as to guarantee the efficiency and cutting quality of the whole laser cutting.
Influence of Cutting Speed
When cutting the tube by laser, it is must be ensured that the cutting
speed is within a certain range in order to obtain better cutting quality.
If the cutting speed is slow, excessive heat will accumulate on the surface of the tube, and the heat-affected zone will become larger, and then the slit will become wider. Besides, The surface of the incision is cauterized by the discharged hot melt material, which makes the surface of the cut rough.
When the cutting speed is increased, the average circumferential slit width of the tube becomes smaller. The smaller the diameter of the pipe, the more obvious the effect.
With the acceleration of cutting speed, the time of laser action is shortened, the total energy absorbed by the pipe becomes less, the temperature at the front end of the pipe decreases, and the width of the slit turns smaller.
If the cutting speed is too fast, the pipe will not be cut through or cut off, which will affect the whole cutting quality.
Influence of Pipe Diameter
When cutting the tube by laser, the characteristics of the tube itself can have a great influence on the processing.
For example, the size of the tube diameter has a significant impact on processing quality.
Through the research on laser-cut thin wall seamless steel pipe, it is found that the tube diameter and the slit width will continue to increase while the various process parameters remain unchanged.
Type and Pressure of Auxiliary Gas
When cutting nonmetal and part of metal tubes, compressed air or the inert gas such as nitrogen can be used as an auxiliary gas.
However, for most metal tubes, the active gas such as oxygen can be used.
After determining the type of auxiliary gas, it is also important to determine the pressure of the auxiliary gas.
When cutting a tube with a small wall thickness at a relatively high speed, the pressure of the auxiliary gas should be increased to prevent the adhering slag from being caught in the slit; When the thickness of the cutting pipe wall is large or the cutting speed is slow, the pressure of the auxiliary gas should be appropriately reduced to prevent the tube from being not cut through or not cut off.
The position of the beam focus is also vital for tube laser cutting. During cutting, the focus position is generally at the surface position of cutting pipe fitting. When the focus is in a good position, the slit is the smallest, the cutting efficiency is the highest, and the cutting effect is also the best.
In most cases, the focus of the beam is adjusted below the nozzle and the distance between the nozzle and the surface of the tube is approximately 1.5 mm.
At the same time, factors such as laser pulse-shape and light output mode also have a certain influence on the cutting effect.
Trends in laser tube cutters
High precision and high efficiency
The future demand for tubes is growing, processing requirements will be higher and higher, and improving processing accuracy and production efficiency is a necessary factor in the rapid development of professional laser tube cutting machine.
Modularization
User requirements change over time, and the modular design allows the addition or replacement of functional components to meet user requirements and maximize the benefits for both parties.
Automation
There are already many users equipped with automatic loading and unloading unit, the development of automation can effectively liberate the labor force, alleviating the problem of labor shortage in enterprises.
Intelligence
With the popularization of the concept of “Industry 4.0” and the maturity of the development of 5G technology, the future of the laser tube cutting machine will certainly achieve complete automation.
That is, it integrates information collection, order placing, feeding, loading, tube identification, length measurement, automatic call program cutting, unloading, palletizing and shipping, which finally realizes intelligence.
Current status and future development of tube Laser Cutting
There are many advantages of tube cutting by lasers such as narrow incision width, small heat-affected zone, fast cutting speed, good flexibility, smooth cut and no tool wear.
With the emergence and development of CNC (Computerized Numerical Control) laser cutting machines, the development of various machining techniques of space free-form surfaces and curves can show their unique side.
In laser cutting, not only the laser spot is required to move in 3d space relative to the workpiece according to a certain trajectory, but also the laser axis is required to be perpendicular to the machining surface of the pipe to be cut throughout the machining process.
For CNC fiber laser cutting heads that can autofocus, the nozzles automatically track the surface of the workpiece through an automated measurement and control system.
The production practice indicates that the key to tube cutting is to eliminate the defects of cutting quality to the greatest extent, so as to meet the processing requirements of the tube.
For complex tube processing such as perforation, slotting, trimming or undercutting, laser cutting is not only faster than traditional machining methods but also ensures great processing quality.
Overview of Tube Laser Cutting
During the processing, the cutting of pipe parts should be ensured first to obtain the blank of the required length of pipe.
The traditional tube cutting method is difficult to meet the needs of mass production, and the tube parts processed by these traditional processing methods have generally poor quality of the cut surface, and some even have processing defects such as deformation and collapse.
In addition to the need to cut the tube, some other forms of processing are required, such as pattern cutting for decoration and lamps, spiral, sine, cosine linear cutting, and marking, etc.
If these forms of tube machining use traditional methods, not only the processing efficiency is low, but also it is difficult to achieve the ideal processing requirements, and some even can not be processed.
Advantages of Tube Laser Cutting
The notch width is generally 0.1-0.3mm for tube cutting by laser (include straight-cut, beveling, and form cutting).
The cutting position and temperature can be precisely controlled, which are more conducive to automation and intelligent production.
What’s more, compared with the traditional processing method, the cutting efficiency can be increased by 8 to 20 times, the processing cost can be reduced by 70% to 90%, and the material loss can be saved by 15% to 30%.
Besides, the noise of laser cutting is low, and the impact on the environment is also slight.
Conventional machining methods that require multiple sequential processes to complete the machining can be achieved by laser cutting on the same equipment.
With the continuous improvement of equipment performance and processing technology, high-quality cutting of tubes can be achieved by laser.
The Future Development of Tube Laser Cutting
Laser cutting adopts non-contact processing method, which does not exert any pressure on the tube wall during the whole process, so it will not cause deformation or collapse of the outer surface of the pipe.
At the same time, when cutting the tube by laser, the slotting thermal field is complicated, the cooling is difficult, and the cutting slag is easy to block, which increases the cutting difficulty.
Therefore, it is necessary to strengthen the in-depth study of these aspects.
Laser cutting has a great deal of freedom in the requirements of the material, shape, size and processing environment of the tube. Its spatial control (beam direction change, rotation, scanning, etc.) and time control (on, off, pulse interval) are excellent and easy to control.
Moreover, the higher precision and fewer burrs of laser cutting greatly reduce the follow-up time spent in processing.
When changing the diameter or shape of the tube, it is only necessary to modify the program, so the development of the tube cutting software is of great research value.
The combination of laser cutting system and computer numerical control technology can form efficient automation equipment and open up a new path for high quality, high efficiency and low-cost processing.
In order to improve the efficiency of tube cutting, the use of laser cutting automatic production line is the most effective production method.
How to use the tube cutting automatic production line?
First of all, the laser beam after focusing must be guaranteed to run synchronously with the tube which is for cutting by the automatic production line.
Secondly, it is required that the laser spot after focusing can be rotated one circle relative to the tube to be cut, and the laser beam axis is always perpendicular to the pipe axis. During the cutting process, the laser beam of the pipe cutting production line moves together with the pipe being cut.
During the cutting process, the laser beam of the tube cutting production line follows the tube to be cut. These synchronous movements must be controlled by a specialized control system, so the research on the automatic production line of tube laser cutting is also very significant.
Conclusion
Tube laser cutting is inseparable from the hardware – laser cutting system (including laser generators) and software – laser cutting technology.
From the hardware point of view, the future laser cutting machine will develop in the direction of high speed, high precision, high automation, flexibility and diversification; from the software point of view, the future laser cutting will be combined with CNC technology to develop new software.
Therefore, the collection and finishing of laser cutting process data, the establishment and improvement of expert systems, are of great significance and research value for the development of the entire laser cutting industry.
FAQs about tube laser cutting machine?
What are the factors that affect the service life of the laser pipe cutting machine?
Three main factors affect the life of laser pipe cutting machine
1. The wear between the mechanical bearings of the laser pipe cutting machine will also affect the service life.
During the use, the lubricant can be regularly applied to the gear bearings to reduce the wear of the machine and keep the machine running normally.
2. The working environment of the laser pipe cutting machine should be kept clean.
When the equipment processes the workpiece, it will produce a lot of processing waste dust,
Irregular cleaning will cause dust accumulation and affect normal equipment operation.
In addition, it is also necessary to check the straightness of the track of the laser pipe cutting machine and the flatness of the machine tool, and timely adjust it if it is found to be abnormal.
Otherwise, it will increase the cutting error value of the workpiece, seriously affect the cutting quality and reduce the cutting speed.
3. The cutting head of the laser pipe cutting machine needs careful protection, and the main part is the cutting head.
The cutting head is a very fragile and easily damaged part of the laser pipe cutting machine.
During the use, the cutting head should be prevented from colliding and cleaned and maintained regularly.
What are the perforation cutting methods of laser pipe cutting machine?
As a thermal cutting technology, the laser pipe cutting machine can not avoid using the perforation cutting technology when cutting thick pipes;
At present, there are two commonly used laser perforation methods: blasting perforation and pulse perforation.
(1) Blast perforation
After the material is irradiated by continuous laser, a pit is formed in the center, and then the molten material is quickly removed by the oxygen flow coaxial with the laser beam to form a hole.
Generally, the size of the hole is related to the thickness of the pipe. The average diameter of the blasting hole is half of the thickness of the pipe.
Therefore, the hole diameter of the blasting hole for the thicker plate is large and not round.
It is not suitable for use on the parts with higher requirements (such as the oil screen seam pipe), and can only be used on the waste.
In addition, since the oxygen pressure used for piercing is the same as that used for cutting, the spatter is large.
(2) Pulse perforation
Pulse laser with high peak power is used to melt or vaporize a small amount of materials.
Air or nitrogen is often used as auxiliary gas to reduce the expansion of holes due to exothermic oxidation.
The gas pressure is lower than the oxygen pressure during cutting.
Each pulse laser only produces small particle jets and gradually penetrates, so the perforation time of thick plate needs several seconds.
Once the perforation is completed, the auxiliary gas is immediately replaced with oxygen for cutting.
The perforation diameter is smaller and the perforation quality is better than that of blasting perforation.
The laser used for this purpose should not only have a high output power;
More importantly, the time and space characteristics of the light beam, so the general cross flow CO2 laser can not meet the requirements of laser cutting.
In addition, a reliable gas path control system is required for pulse piercing to realize the switching of gas type and gas pressure and the control of piercing time.
In the case of pulse piercing, in order to obtain high-quality cuts, the transition technology from pulse piercing when the workpiece is stationary to constant speed continuous cutting of the workpiece should be paid attention to.
At present, the pipe processing range of the laser pipe cutting machine is about 300mm in diameter.
Generally, the pipes cut by the factory using the laser pipe cutting machine do not need to use this technology. You only need to know.
How to choose laser pipe cutting machine?
In today’s emphasis on quality, laser tube cutting machine plays a very important role in various metal processing industries.
In order to expand the market, many small laser pipe cutting machine brands have lowered their prices.
As a result, the configuration and materials will be appropriately shrunk, and the cost of after-sales service will be saved.
They ignore the after-sales treatment of customers, and more equipment without strict control over the products are sold, and the more serious the after-sales problems will be exposed.
In this case, the enterprise will suffer a serious brand and word of mouth trust crisis.
How to choose the brand when purchasing the laser pipe cutting machine? Here are five suggestions that I hope will help you!
1. First of all, we should consider the factors such as our own process range, the thickness of cutting materials, and which materials need to be cut, and then determine the power of the equipment to be purchased.
At present, the power of laser cutting machines on the market is between 500W and 6000W.
2. After the initial selection and determination of the demand, we can go to the market to learn about the brand and reputation of the laser cutting machine or to the peers who have purchased the laser cutting equipment.
Select a strong manufacturer for early communication and proofing.
In the later stage, we can conduct on-the-spot investigation and conduct more detailed discussions on the price of the machine, the training of the machine, and the payment method.
3. In the core part, some important parts of the laser pipe cutting machine, especially the laser generator, laser cutting head, servo motor, numerical control system, laser lens, etc., should be distinguished from domestic or imported.
These components directly affect the cutting speed and accuracy of the equipment.
Professional laser pipe cutting machine manufacturers will pay great attention to the configuration of these components!
4. The operation of the equipment shall be simple and easy to use.
Enterprises using equipment can train personnel to operate in a short time, reduce learning time and reduce the cost of using equipment
5. After sales service.
In the process of using the laser pipe cutting machine, it is inevitable to encounter some problems, so perfect after-sales service is particularly important.
Learn more about the after-sales service of the laser pipe cutting machine brand manufacturers, which is helpful for later equipment maintenance and equipment service life!
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Imagine transforming raw metal tubes into precise, intricate components with a single machine. This article explores the fascinating world of tube laser cutting systems, detailing the core technologies that make…
What if you could cut manufacturing costs while increasing precision and speed? In this article, we explore the efficiency of straight tube laser cutting compared to traditional methods. Discover how…
Have you ever wondered what makes a laser cutting machine tick? In this blog post, we'll dive deep into the inner workings of these high-precision machines that have revolutionized the…
Imagine the catastrophic consequences of neglecting laser cutting machine maintenance. Don't let your business fall victim to costly downtime and repairs! In this blog post, we'll dive into the essential…
Intrigued by the art of laser cutting? This blog post dives deep into the critical parameters that make or break cut quality and efficiency. Discover insider tips from seasoned mechanical…
Are you curious about the cutting-edge technology revolutionizing manufacturing? In this blog post, we'll dive into the world of laser cutting machines, exploring their advantages and the top manufacturers dominating…
Imagine a world where precise, high-speed cutting of diverse materials is seamlessly integrated into various industries. This is the power of CO2 laser technology. From metal processing to medical applications,…
Imagine effortlessly etching intricate designs onto metal surfaces with pinpoint accuracy. This is the magic of metal laser engravers, a technology transforming metalworking. In this article, you'll explore the principles,…
Imagine meticulously cutting a pipe only to end up with jagged edges or incomplete sections. This article dives into the common problems encountered in laser cutting of pipes, highlighting issues…