The Impact of Press Brake Manufacturing Accuracy on Bending Precision
How does the precision of a press brake impact the quality of metal bending? This article explores the critical link between the manufacturing accuracy of press brakes and the resulting bending precision. By analyzing factors such as worktable flatness and slider stroke, it reveals how even small deviations can lead to significant bending errors. Readers will understand the importance of precise machinery in ensuring high-quality bends, reducing errors, and improving overall efficiency in metalworking processes.
The sheet metal bending machine is a commonly used sheet metal processing equipment that uses a simple universal bending die to bend complex parts. Equipped with the necessary processing equipment, it can also perform processes such as grooving, shallow drawing, punching, and voltage ripple.
This machine is known for its simple die, versatility, ease of adjustment and replacement, and ability to perform various sheet metal forming processes.
As part of modern manufacturing technology, the development and research of precision machinery manufacturing technology is highly valued by developed countries for its impact on the economy. The advancement of precision and ultra-precision machining technology has improved the accuracy and technical level of the entire machinery manufacturing industry, leading to improved quality, performance, and competitiveness of mechanical products.
The increasing demand for accuracy in related industries has made improving the accuracy of bending an urgent issue in the research and development of bending machines. The accuracy of a press brake machine is the primary factor in determining the quality of the bend.
Sheet metal processing errors can negatively impact subsequent assembly, increase the need for trial die repair and shape correction, prolong product development cycles, and limit the advancement and application of incremental bending forming, especially for large workpieces made of high strength and high springback steel plates.
Therefore, it is crucial to analyze the mechanism of processing errors in sheet metal bending machines, identify the main factors affecting processing accuracy, and propose effective methods and measures to improve the accuracy of bending machines. This will improve the competitiveness and added value of the sheet metal bending machine in the market.
In this article, the PBH110-3100 CNC sheet metal bending machine is used as the research subject. The theory of elastic mechanics is used to establish the analysis model of bending error and to analyze the impact of machine tool manufacturing accuracy on metal sheet bending accuracy.
1. Definition and national standard of plate bending accuracy
According to the national standard GB/T 14349-93, the inspection of the bending machine’s working accuracy consists of two main components: bending angle and straightness, as outlined in Table 1.
Requirements for test pieces during working accuracy inspection:
1) Length of specimen:
When the length of the worktable is less than 2000mm, it is the length of worktable;
When the length of the worktable > 2000mm ~ 3200mm, it is 2000mm;
When the length of the worktable is more than 3200mm, it is 3000mm.
2) The width of the specimen shall not be less than 100 mm.
3) Thickness of specimen:
Nominal force ≤ 1000 kN, it is 2mm;
Nominal force > 1000 ~ 2500 kN, it is 3mm;
Nominal force > 2500 ~ 6300 kN, it is 4mm.
4) The material of the test piece is A3 steel plate, and its tensile strength σb ≤ 450 MPa.
The universal angle ruler shall be placed on the outer surface of the bending test piece and measure it several times (at least three places per M). The error is calculated by the difference between the maximum and minimum angle of the angle ruler and the specified bending angle of 90°.
Place the inspection surface of a 1000 gauge against the edge of the bending specimen, and measure the gap between them with a feeler gauge. The error is calculated by the maximum reading value within any 1 m length.
I
0.30
II
0.75
III
1.00
2. Analysis of the influence of the flatness (longitudinal) of the worktable on the bending accuracy
2.1 Angle accuracy of workpiece bending
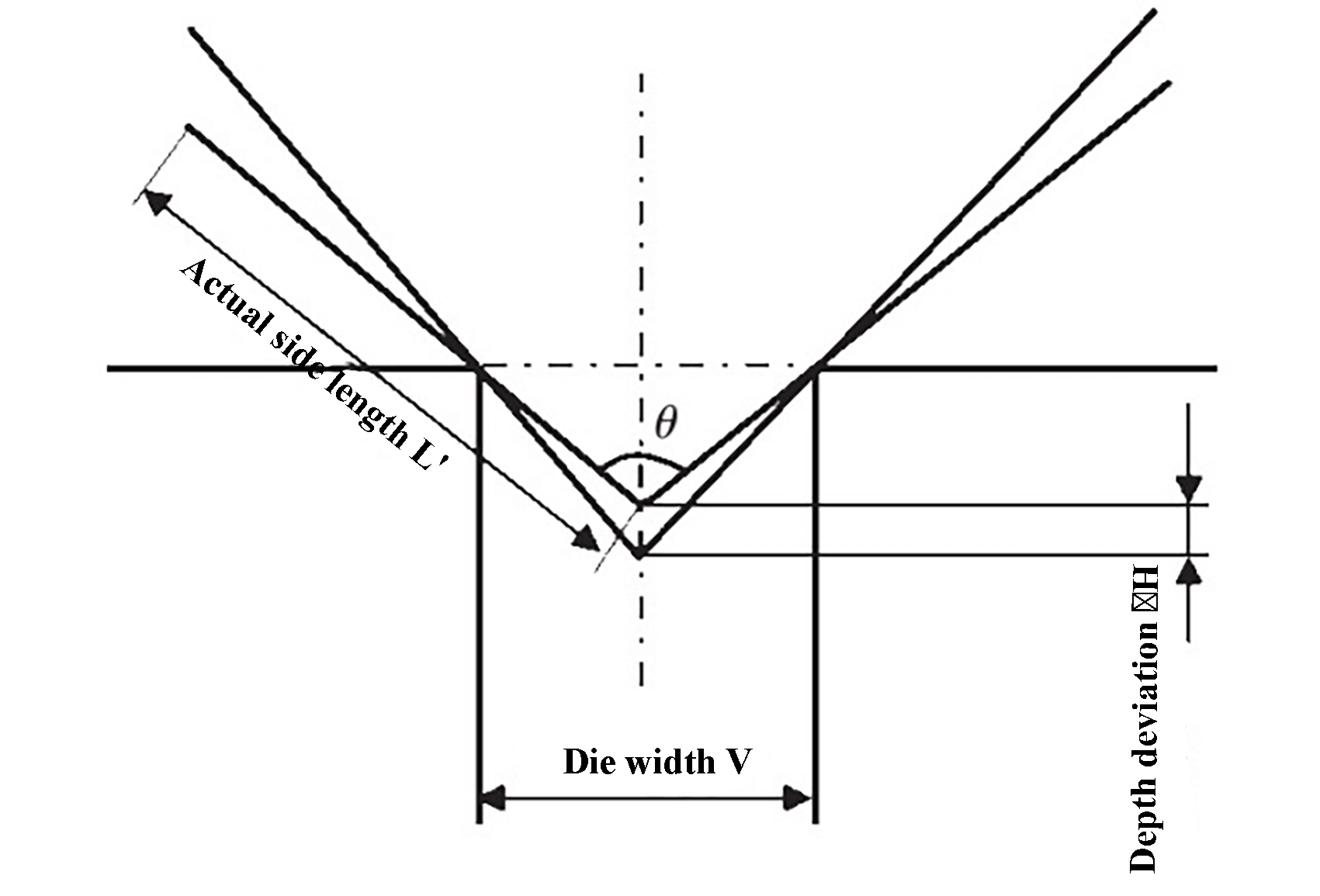
When there is flatness error along the length of the worktable, it impacts the depth at which the upper die tool enters the lower die notch, causing a deviation ΔH equal to the longitudinal flatness error (a) of the worktable.
Figure 1 shows the impact of worktable flatness (longitudinal) on bending angle error.
Fig. 1 Effect of flatness error of worktable on bending angle error.
The depth deviation △H of the upper die tool entering the lower die notch is:
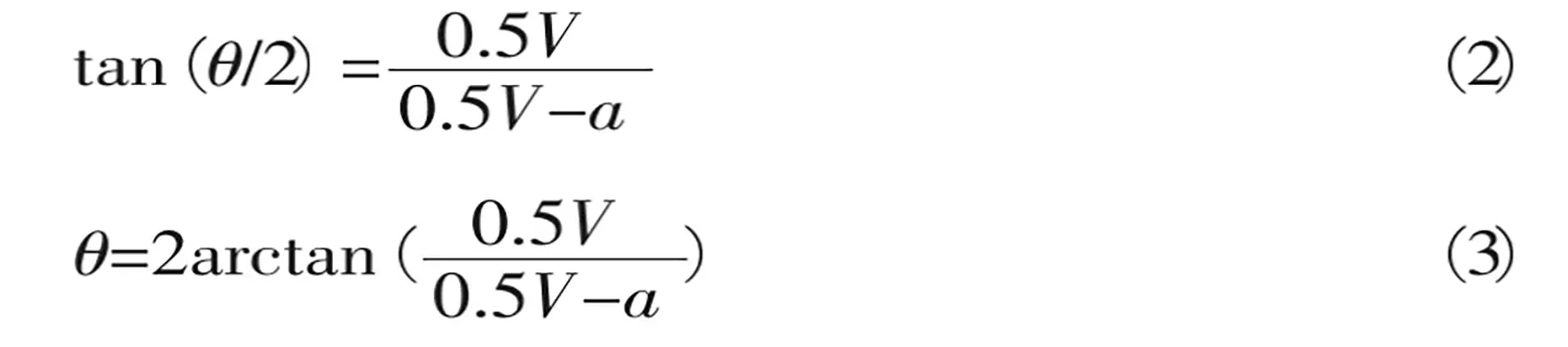
The bending angle of the workpiece is:
Then the angle deviation of the bending workpiece is:
2.2 Straightness accuracy of workpiece bending
When the worktable has flatness error, the influence of flatness error on the straightness error of bending workpiece is shown in Figure 2.
Fig. 2 Effect of flatness error of worktable on bending straightness error.
The straightness error of the bending workpiece is equal to the longitudinal flatness error.
That is:
2.3 Workpiece bending edge accuracy
The plane error of worktable has no influence on the accuracy of sideline.
3. The influence of the flatness (transverse) of the worktable on the bending accuracy
The influence of horizontal flatness of worktable on bending accuracy is similar to that of vertical flatness.
3.1 Workpiece bending angle accuracy
The bending angle error of the workpiece is:
3.2 Straightness accuracy of workpiece bending
The bending straightness error of the workpiece is:
3.3 Workpiece bending edge accuracy
The horizontal flatness of worktable has no influence on the accuracy of bending sideline length.
4. The influence of slider stroke on working face perpendicularity and bending accuracy
4.1 Workpiece bending angle accuracy
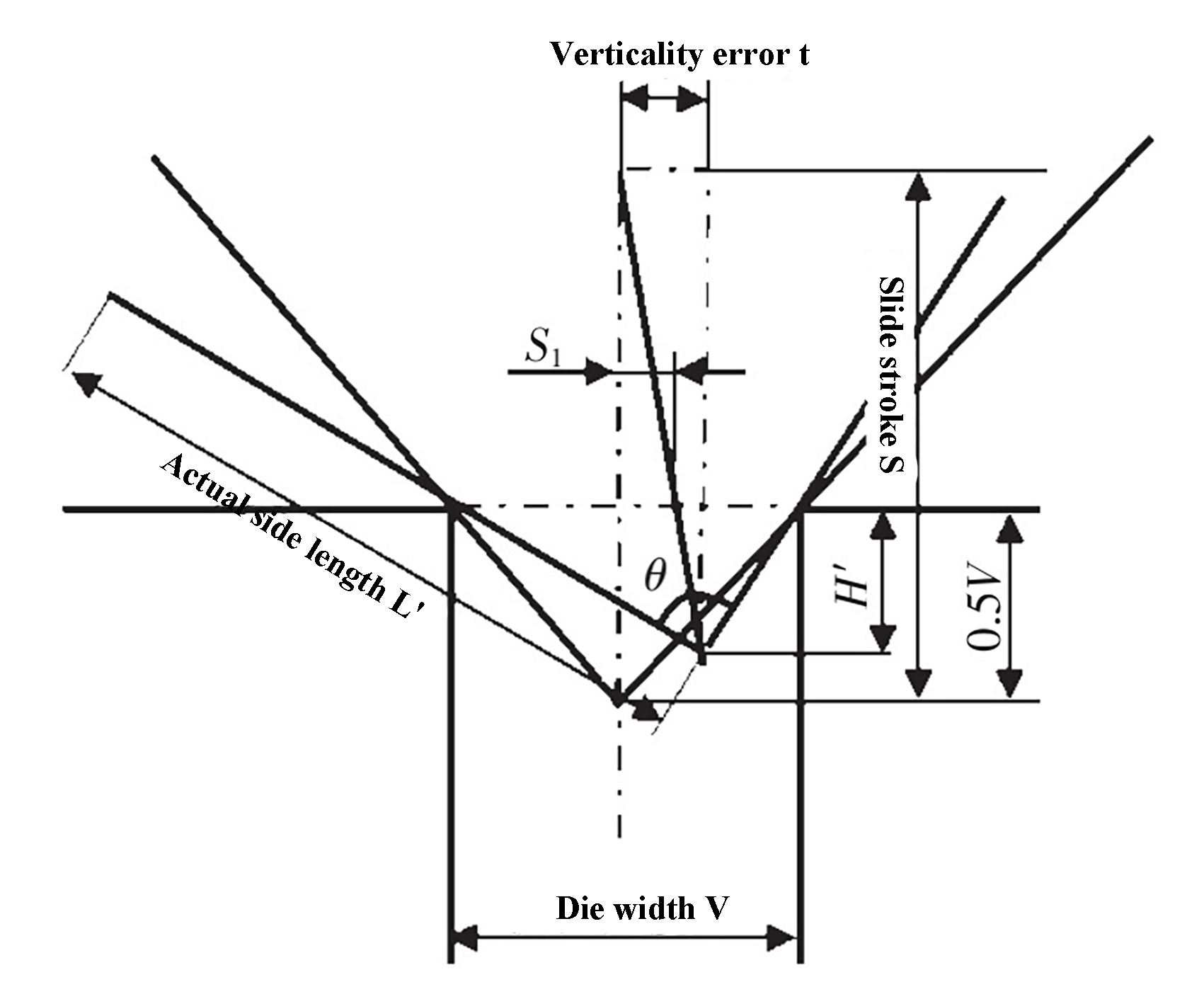
The influence of slider stroke on perpendicularity of the working face and bending accuracy is shown in Figure 3.
Fig. 3 Influence of slider stroke on perpendicularity of working face and bending accuracy.
When the perpendicularity deviation of the slider stroke to the worktable is t, the depth H ‘of the slider into the die is:
The bending angle of the bending workpiece is:
The bending angle error of the bending workpiece is:
4.2 Straightness accuracy of workpiece bending
When the perpendicularity deviation of the slider stroke to the worktable is t, the straightness error of the bending workpiece is:
4.3 Workpiece bending edge accuracy
When the perpendicularity deviation of the slider stroke to the worktable is t, the distance S1 from the bending center line of the upper die is:
It can be found that:
The actual bending edge length L ‘is:
The length error of bending sideline is:
5. Conclusion
Table 2 displays the impact of various factors of manufacturing accuracy of the PBH110-3100 CNC sheet metal bending machine on the bending accuracy of the workpiece.
Table 2 Analysis of the influence of various factors on bending accuracy
The analysis table shows that the deviation in bending angle is about three times that of the worktable flatness. The national standard has low requirements for the flatness of the upper die mounting surface, resulting in large bending angle errors. Bending machine manufacturers can improve the flatness of the worktable to meet production needs.
However, the slider stroke has little impact on the perpendicularity of the working face and its effect on the bending angle. The flatness of the worktable directly affects the straightness deviation in bending, with the straightness error being less impacted by the slider stroke on the perpendicularity of the working face.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Ever wondered how press brake crowning devices affect bending precision? This article explores two main compensation methods: lower die convex compensation and upper die convex compensation. It examines their impact…
Choosing between an electric and hydraulic press brake can significantly impact your business efficiency and costs. Electric press brakes offer superior energy savings, environmental benefits, and faster operation speeds, while…
Attention all metalworking enthusiasts! Are you tired of guessing the proper tonnage for your press brake? Look no further! In this blog post, we'll dive into the world of press…
Ever wondered why your metal bends aren't always perfect? The secret lies in press brake crowning, a technique that ensures precision and quality in metal fabrication. This article will reveal…
Have you ever wondered what makes press brake dies so fascinating? In this captivating blog post, we'll delve into the intricate world of these essential tools that shape the metal…
Ever wondered how sheet metal is expertly bent into intricate shapes? This article explores six types of press brake bending processes—folding, wiping, air bending, bottoming, coining, and three-point bending. You'll…
Have you ever wondered how a simple sheet of metal transforms into a complex, three-dimensional object? Press brake bending, a crucial process in metal fabrication, holds the key to this…
1. Project background The 12 meter press brake bending machine primarily manufactures automobile components such as longitudinal beams, auxiliary beams, thickened crossbeams of connecting plates, as well as new, trial,…
Imagine turning raw materials into precise industrial components with just one step. This is the marvel of press brake die manufacturing. From mechanical extrusion to injection molding, the methods are…