1. Laser welding gas
When laser welding, a shielding gas is employed to enhance the welding results and prevent sediment buildup on the laser tools. The shielding gas can be divided into three categories: auxiliary gas (MDE gas), shielding gas, and jet gas.
Auxiliary gas, particularly useful when welding with a yttrium aluminum garnet laser, helps to reduce the absorption of the laser beam in metal vapor plasma. The shielding gas, meanwhile, pushes out air from the welding area to prevent any reactions with the air components.
Jet gas is utilized in welding processes that produce excessive amounts of spatter and steam. The air curtain directs the air curtain gas to the machining head at a 90-degree angle through a nozzle, protecting the machining head from spatter and mist during welding. The air curtain has no effect on the metal melt or the shielding gas.
2. What is the role of shielding gas?
The laser produces a beam of energy that is necessary for the welding process. This energy is directed to the joint position of the workpiece through a combination of a steering mirror, laser optical cable, and focusing device.
To ensure accurate guidance of the focused laser beam, the workpiece must be positioned and fixed properly. The focusing optical element is then moved along the seam position, directing the laser beam onto the workpiece.
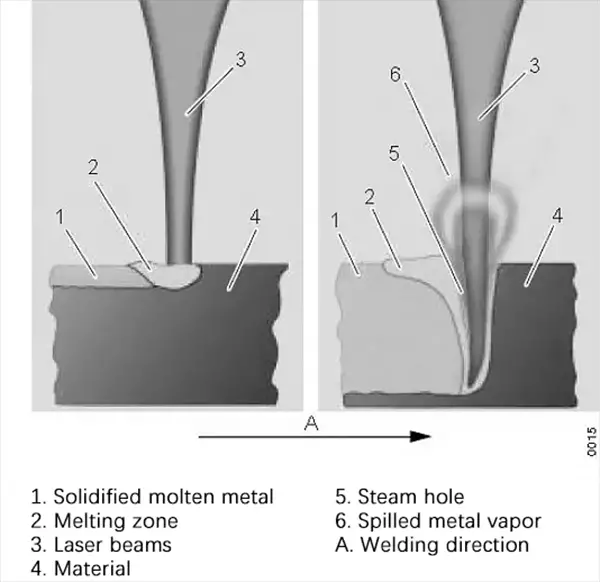
The high power density of the laser beam at the focus point causes the material to melt and a small portion to vaporize. The pressure of the flowing metal vapor is so strong that it forms a small hole known as a “keyhole.” This keyhole penetrates the material several millimeters deep.
When the focus lens is moved above the workpiece, the keyhole also moves under the focus lens. This allows the melted metal to flow together, resulting in a solidification of the melted material into a narrow weld.
However, many metals can react with components in the air in a molten state, leading to a reduction in welding quality. The shielding gas pushes out these air components, positively affecting the characteristics of the weld.
3. Shielding gas
Inert gas is commonly used in metal laser welding due to its properties of not reacting, or rarely reacting, with the matrix material. Some recommended shielding gases include nitrogen (N2), argon (AR), and helium (He).
It’s important to note that industrial gases often contain small amounts of impurities. The purity of the gas is indicated using a digital system, where the first number represents the number of nines in the percentage value and the second number represents the last digit of the percentage value. For example, He 4.6 indicates a helium purity of 99.996% (by volume).
The service life of a gas cylinder can be easily calculated. Welding gas is stored in gas cylinders, with a typical gas storage cylinder containing 50 liters of gas at a pressure of 200 bar.
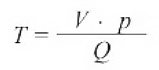
- T: Service life
- V: Volume of gas cylinder
- P: Inflation pressure
- Q: Unit gas consumption
Example:
V = 50l,p = 200bar,Q =40l/h → T = 50l • 200bar/40l/h = 250 h
Nitrogen (N2)
Nitrogen is a colorless and odorless inert gas that is suitable for welding chromium-nickel steel. However, it is not recommended for use with zirconium alloys and titanium materials, as although it is inactive, it can form compounds with these materials.
It is important to note that when welding steel with nitrogen, the presence of nitrogen can slightly reduce rust resistance by dissolving chromium and nickel from the steel.
Recommendation
The following table gives an overview of the recommended shielding gases.
| Ar | He | N2 | Note | |
| Aluminum & Aluminum alloy | – | + | – | Smooth and glossy welds can be formed with hydrogen or hydrogen mixture.
The use of hydrogen will cause pores in the material Hydrogen-containing gas will cause pores in the material Very high quality welds can be formed when welding with carbon dioxide (CO2) or hydrogen/carbon dioxide mixture. However, the smoothness and gloss of these welds are slightly poor. |
| Chromium nickel steel | + | – | + | It is recommended to use argon on devices that are prone to overflow gas because it is heavier than nitrogen.If corrosion is to be avoided, argon must be used because nitrogen reacts with chromium and nickel in the material. |
| Titanium and titanium alloys | + | – | + | Titanium reacts strongly with components in the air. As long as the weld temperature after cooling is still 200 ℃, it is necessary to completely cover the solution pool with argon (for example, a glove box can be used) |
| Chromium alloy | + | – | – | – |
| Copper | – | – | – | It is generally not necessary to use shielding gas when welding copper. |
Suggestions for protective gas of raw materials: “+” = yes, “-” = no
Note: When welding on narrow devices, self-protection occurs as the metal vapor pushes out the oxygen in the surrounding environment. In this case, the use of a shielding gas is not required.
4. Shielding gas input
The ways to input shielding gas into the processing position are:
- Pass through nozzles
- Clamping device through workbench
The following parameters must be optimally set for use:
- Type of gas, pure gas or mixed gas
- Incident angle
- Incident range
- airflow
- Nozzle geometry.
The amount of shielding gas input must be adjusted based on the type of laser (continuous or pulsed), the welding speed, and the weld. TRUMPF provides some standard nozzles, which will be further described in subsequent information.
Linear gas supply
The linear nozzle is an advanced version of the compound pipe, where each pipe is assembled individually.
The linear nozzle has the following advantages:
- Better weld quality.
- The structure is more compact, resulting in less interference with the contour.
- It can be used even if the nozzle is far away from the workpiece.
prerequisite:
- CW laser
- Objective lens focal lengths f = 150 mm, f = 200 mm, f = 250 mm and F = 300 mm.

Welding application:
The linear nozzle is suitable for linear weld welding:
- Butt weld.
- Fillet weld.
Linear gas supply with lateral MDE nozzle
Using this nozzle, the shielding gas can be directed in a straight line, and the influence of metal vapor can be reduced through the use of a lateral MDE nozzle.
prerequisite:
- CW laser
- Objective lens focal lengths f = 150 mm, f = 200 mm, f = 250 mm and F = 300 mm.

Welding application:
Linear nozzle is suitable for linear weld welding:
- Butt weld.
- Fillet weld.
Bubbling nozzle gas supply
The conical nozzle features a ray regulator, which ensures a laminar flow and a uniform distribution of the shielding gas.
Bubbling nozzles may be used when the following preconditions are met:
- CW laser
- Pulsed laser.
- Objective lens focal lengths f = 150 mm, f = 200 mm, f = 250 mm and F = 300 mm.
Welding application:
The bubbling nozzle can provide a large-area laminar gas supply when the beam power and welding speed are low. On the other hand, conical nozzles offer a uniform distribution of shielding gas, especially in hard-to-reach areas.
It is recommended to maintain a distance of 8 – 12 mm and an angle of 30° – 50° from the workpiece, depending on the application.

Other methods
In situations where it is necessary to ensure complete and even coverage of the material with shielding gas, the use of glove boxes is recommended. The glove box completely encloses the working area and prevents the overflow of the protective gas.
As the glove box is entirely filled with the shielding gas, there is no need for a separate shielding gas nozzle.
5. Layout of shielding gas nozzle
There are two different welding processes for laser welding:
- Thermal conductivity welding
- Deep penetration welding
In thermal conductivity welding, only the surface of the material melts, resulting in a weld that is only a few tenths of a millimeter deep. This welding process is primarily used with pulsed Nd:YAG lasers.
In contrast, deep penetration welding creates deep and narrow welds. This process is performed using an Nd:YAG laser in continuous wave operation mode.
Pulsed laser
To achieve the best results when welding with a pulsed laser, the welding wire (if used) is typically inserted slowly. The direction of the shielding gas input can be chosen freely.
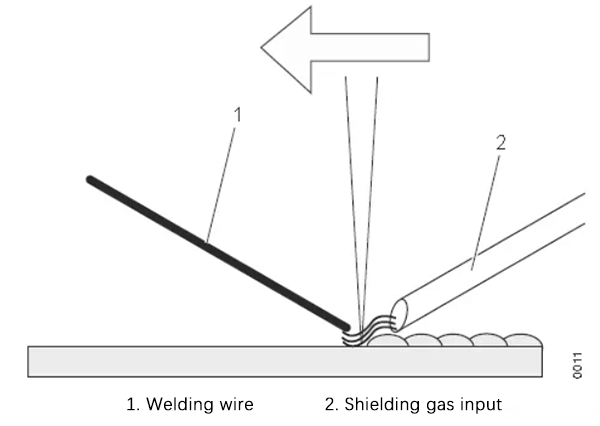
CW laser
To achieve optimal results when welding with a continuous wave laser, it is necessary to input the shielding gas forward and slow down the insertion of the welding wire (if used).

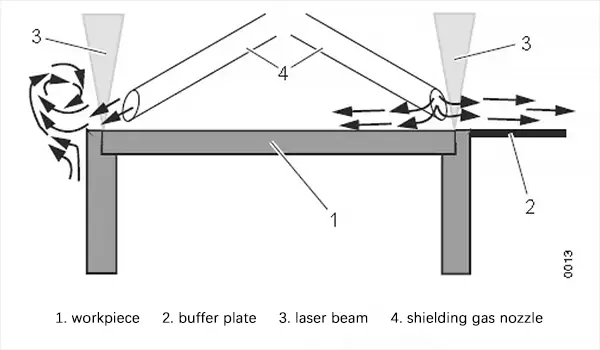
Welding on edges
The shielding gas input nozzle should be arranged to produce a smooth and uniform flow of air. When welding along the edge, a vortex can be created, bringing in oxygen from the surrounding environment to the welding area.
If the oxygen content exceeds 0.5%, the material may react with the oxygen. To prevent the airflow vortex along the edges during welding, buffer plates can be installed.
6. Protective gas metering
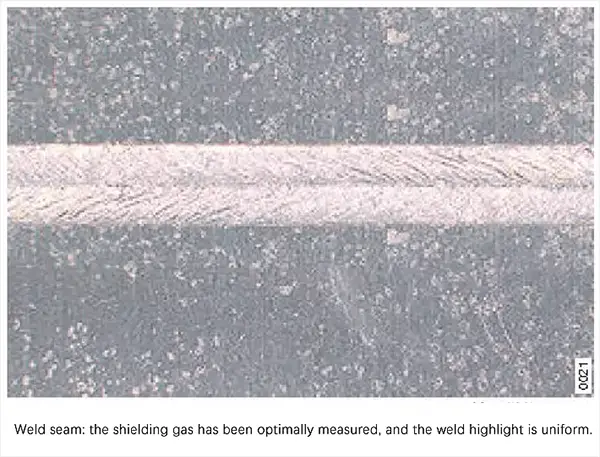
Accurately measuring the shielding gas is crucial to achieve optimal welding results. Ideally, a smooth and uniform laminar airflow should be present above the processing point.
If the amount of shielding gas input is too low, it may not provide adequate protection, allowing moisture in the gas or air to enter the weld. On the other hand, if too much shielding gas is used, it can create vortices that bring in air to the welding area.

The color of the weld can provide insight into the amount of shielding gas used during welding. If the weld appears gray, it suggests that no shielding gas was used. If the weld appears yellow, the measurement of the shielding gas needs to be optimized.
If the shielding gas measurement is optimized, a high-gloss weld will be produced.


A shielding gas nozzle with a ray regulator can ensure an even flow of shielding gas. The same result can be achieved by using steel wool in the nozzle.

Transverse air curtain:
Wind curtains are useful in welding applications that generate a significant amount of spatter and steam. The air curtain must be adjusted so that the flow of the air curtain does not interfere with the shielding gas.
Suggestion:
A simple test can determine if the jet gas has been set optimally. Place a piece of paper above the workpiece and adjust the air pressure of the jet so that the paper is not pushed down or drawn in by the jet.
7. Role of shielding gas
Different shielding gases can produce different results, affecting the shape of the weld and creating a smoother and more polished weld surface. The choice of shielding gas can also impact the formation of pores in the weld and spatter, and hinder the coupling of the laser beam.
| Ar | He | N2 | No protection gas | |
| Welding shape
b = width T = depth |  |  |  |  |
| Weld surface | ++ | + | + | – |
| Spatter | + | + | 0 | – |
| Stoma | ++ | + | + | – |
| Laser beam coupling | – | – | – | + |
| Cost | – | – | 0 | Less |
To optimize the effect of the shielding gas, it is necessary to briefly open the shielding gas before and after welding. After opening the shielding gas, there is a time lag before the gas reaches the workpiece. The still-cooling melt after welding also requires brief coverage with shielding gas.


