
Press Brake Operation Manual (Training PDF)
Attention all mechanics and engineering enthusiasts! Have you ever wondered about the ins and outs of operating a press brake machine? In this blog post, we'll dive into the world…
Imagine your workpiece isn’t quite perfect, and every bend isn’t as accurate as you’d like. Why does this happen, and how can it be fixed? This article delves into the fascinating world of press brake machines, focusing on how hydraulic crowning devices influence the deflection curve of the worktable. You’ll discover the principles behind deflection compensation, explore finite element analysis results, and understand the critical role of hydraulic compensation technology. By the end, you’ll have a clear grasp of how to achieve precise bends and enhance your machine’s performance.
The press brake is the most commonly used bending equipment in sheet metal processing and plays a crucial role in the process.
The CNC press brake is capable of producing bent parts in various shapes that are lighter than rolled profiles and have an appealing appearance.
Welded components made from bending parts are also 30%-50% lighter than the same type of steel casting. The manufacturing process is simple, and the production efficiency is high.
However, the worktable of the press brake inevitably undergoes downward elastic deformation due to the lack of stiffness when bending the plate.
As a result, the die installed on the upper end of the worktable experiences the same deformation, leading to a reduction in the depth of the upper die into the lower die and uneven pressure distribution between the dies during bending.
The pressure at both ends of the die along the length direction is greater than in the middle, resulting in a greater bending angle in the middle than both ends and worse straightness in the middle than both ends.
Therefore, it is necessary to take corresponding measures in the design of the press brake to make up or reduce the bending deformation.
To study this phenomenon, a CNC press brake is taken as the research object, and finite element theory and experimental tests are employed.
The press brake’s machining accuracy primarily depends on the bending deformation of the sliding block and the worktable.
In this section, we analyze the deformation of the worktable using the theory of elasticity. We assume that the worktable’s length and height are l and h, respectively, and the upper boundary of the worktable experiences uniform load g.
The worktable is supported at both ends, and the supporting reaction acts on it in the form of shear force distributed in the sections at both ends. We neglect the small influence of self-weight and use the semi-inverse method to solve the worktable’s deformation.
Figure 1 illustrates the elastic model.
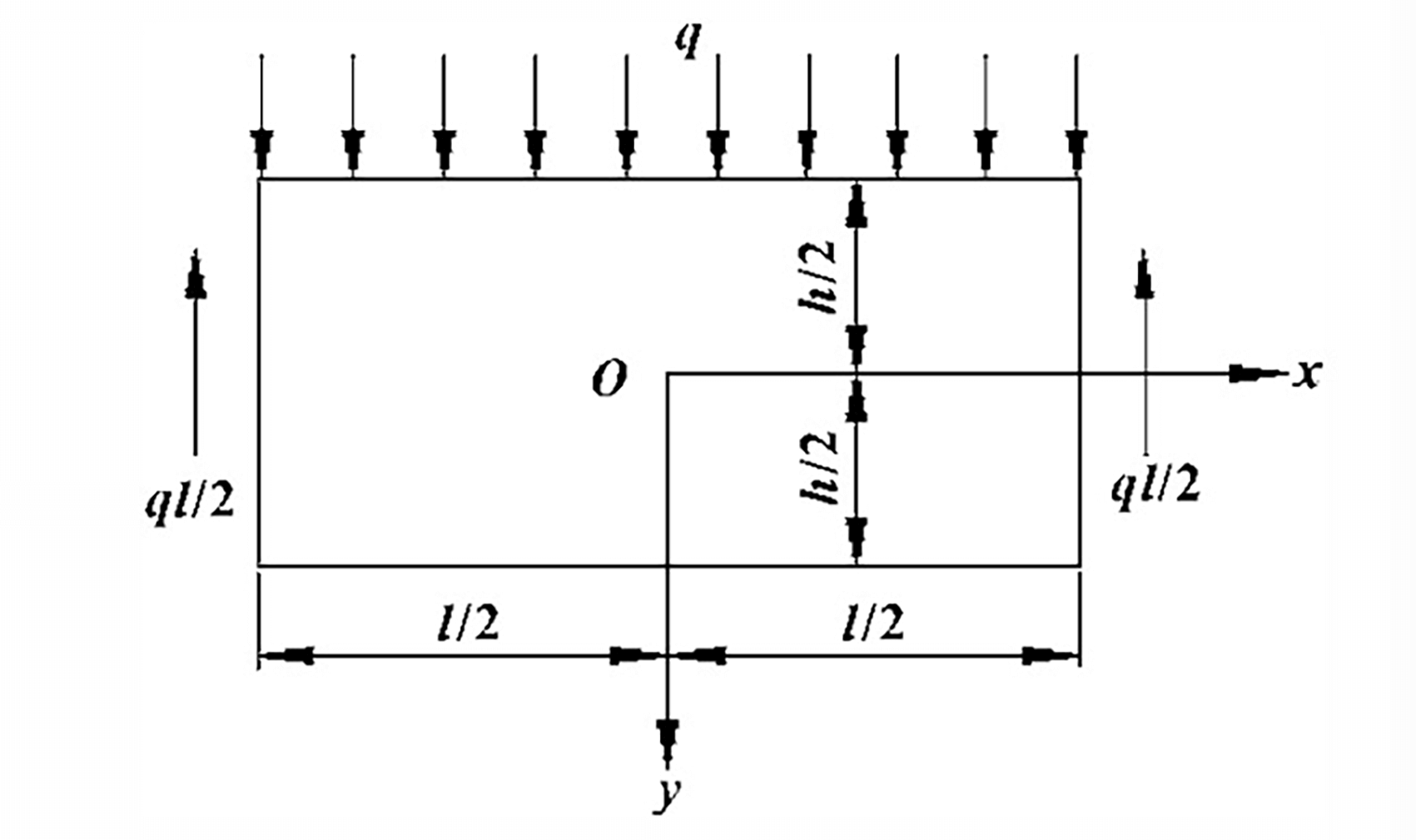
Fig. 1 Uniform load on worktable
The calculation process is explained in detail in the elastic mechanics textbook. The results are presented directly, and the deformation curve of the upper edge of the rectangular plate is obtained as follows:

It is evident from the functional expression that the deformation occurring in the rectangular plate is a quadratic curve. This deflection deformation is the primary cause of the plate’s poor processing accuracy.
The bending quality is often reduced due to the elastic deformation of the worktable.
Currently, most CNC press brakes are driven types, with the worktable remaining static during the bending process. However, the press brake examined in this paper is of the top-drive type.
Due to the structure and transmission mode of the machine tool, it is more convenient and easy to compensate for the hydraulic pressure of the worktable.
The compensation principle involves the arrangement of several hydraulic cylinders in the middle of the worktable.
During the bending process, the front and rear vertical plates support the compensation hydraulic cylinders, which provide upward force to the neutral plate. This overcomes the bending deformation of the worktable.
The compensation amount can be easily adjusted using the proportional pressure reducing valve, and the convex device is controlled by the numerical control system.
This allows the pre-convex amount to be determined based on the bending mode, plate thickness, die opening, and material properties during bending. Figure 2 shows this in detail.
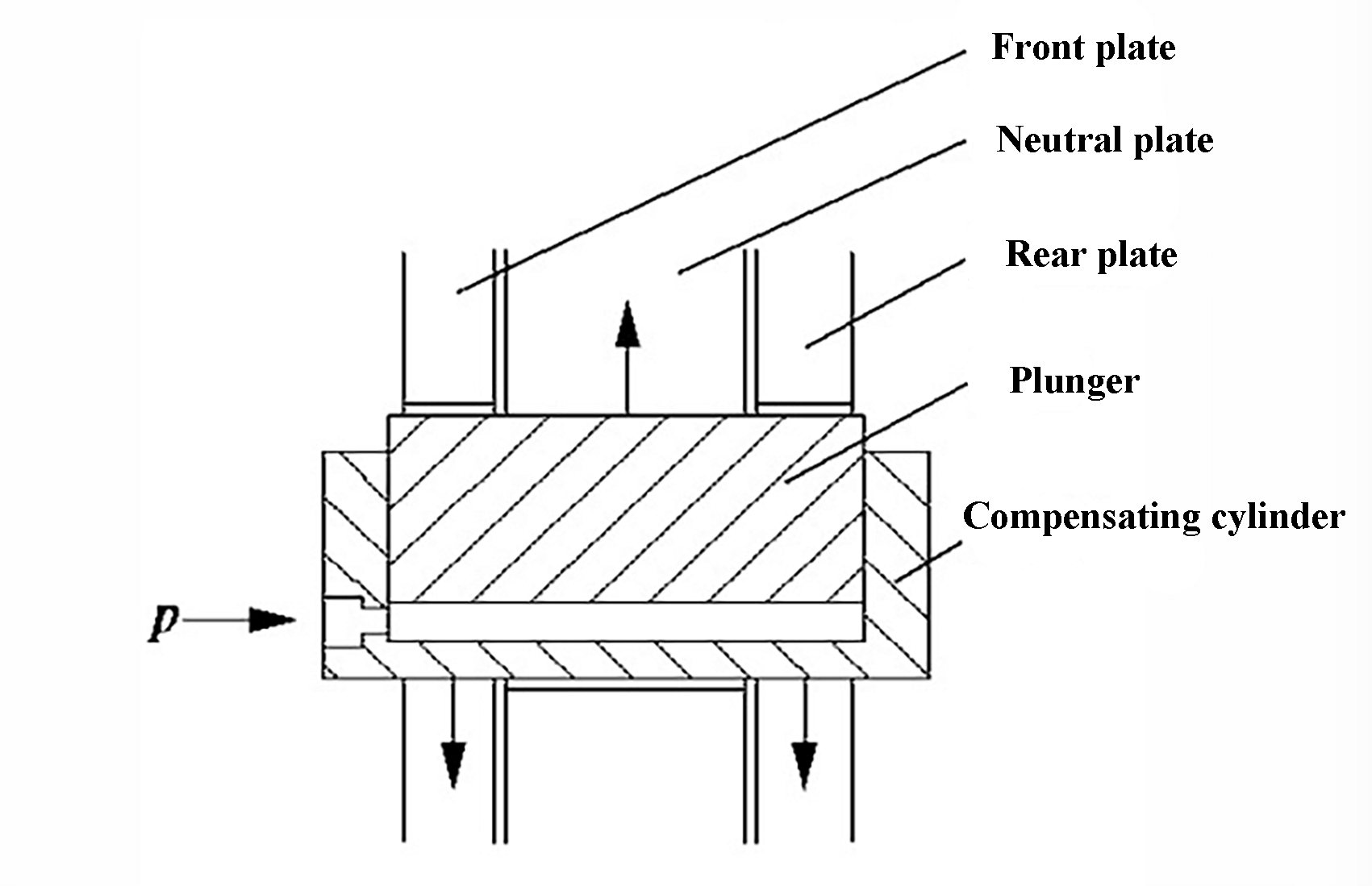
Fig. 2 Schematic diagram of pressure compensation structure
The utilization of hydraulic principles in pressure compensation allows for an increase in compensation amount with an increase in load.
This feature, along with its easy adjustability, makes pressure compensation a popular choice for improving machining accuracy in CNC press brakes.
3.1. Brief introduction of finite element analysis
After conducting a finite element analysis and optimization of the slider and side plate of the press brake, the structure of the machine has been partially optimized to eliminate stress concentration.
Despite the optimization, the overall size of the machine remains unchanged.
In this section, we will not repeat the simplification of the finite element model, boundary condition constraints, load application, and other contents.
Press brakes can have two bending forms: with crowning and without crowning. They can also be divided into two forms based on the bending method: coining and air bending. Typically, the most commonly used form is air bending with crowning.
Due to limitations in article length and workload, we will only introduce two typical working conditions here. The first working condition involves full load (110 t) and coining and bending without crowning, while the second working condition involves full load (110 t), air bending, and a maximum compensation pressure of 25 MPa.
It’s worth noting that the pressure on the loading surface corresponding to the front and rear vertical plates is 43 MPa.
The stress calculation results obtained from the finite element analysis are presented in Table 1, while the displacement calculation results are shown in Table 2.
Table 1 Partial finite element stress calculation results MPa
| Working condition | Max stress of upper throat | Max stress of circular arc on slider shoulder | Max stress at the joint of worktable and side plate |
| Working condition 2 | 178 | 270 | 138 |
Table 2 Partial finite element displacement calculation results
| Working condition | Upper end face of neutral plate Vertical relative displacement | Lower end face of slider Vertical relative displacement | ||
|---|---|---|---|---|
| Maximum value /mm | Occur position | Maximum value /mm | Occur position | |
| Working condition 1 | -0.521 | Middle of upper end face | 0.428 | Middle of lower end face |
| Working condition 2 | 0.597 | Middle of upper end face | 0.439 | Middle of lower end face |
To confirm the accuracy of the finite element calculation, an on-site test is conducted on the press brake’s structure.
The stress on the press brake’s crucial components is tested using a resistance strain gauge, while the displacement sensor is utilized as a measuring tool to determine the press brake’s deformation.
Figure 3 illustrates some of the experimental test locations.
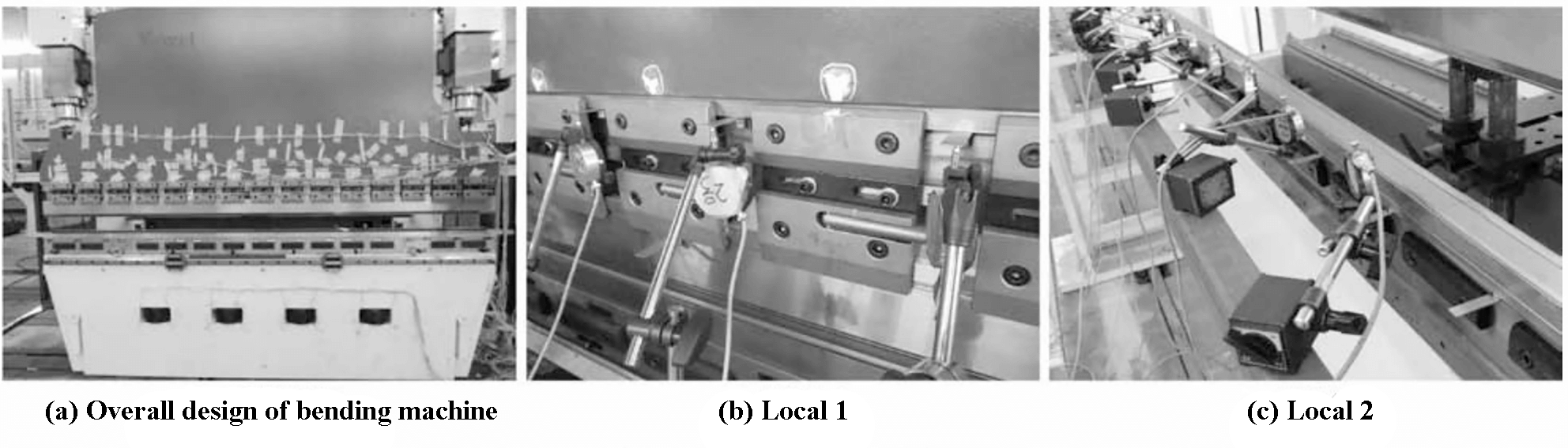
Fig. 3 Some photos of test site
The findings from Tables 3 and 4 reveal that:
Table 3 Comparison of partial stress results
| Working condition 2 | Test stress / MPa | Finite element analysis stress / MPa | Relative error /% |
| Upper throat of side plate | 183 | 178 | 2.8 |
| Slider shoulder arc | 261 | 270 | 3.3 |
| Connection between side plate and worktable | 126 | 138 | 8.7 |
Table 4 Comparison of partial displacement results mm
| Working condition 2 | Maximum test displacement | Finite element analysis of displacement | |
|---|---|---|---|
| The vertical relative deformation of the lower end of the slider | Full load length | 0.390 | 0.439 |
| The upper end of the worktable is vertical and relatively deformed | Full load length | 0.236 | 0.597 |
During the test process, compensation is automatically given and provided by the CNC system.
Under working condition 2, the actual compensation is 0.34 mm, while the maximum compensation of the machine tool is 0.60 mm.
However, in the finite element calculation, the exact compensation pressure cannot be accurately determined, so the maximum compensation pressure is used in the calculation process.
This explains the difference between the test results and the finite element calculation results of the upper end of the worktable.
By comparing the results, the accuracy of the finite element model is basically confirmed, providing the foundation for subsequent use of finite element software to compensate and optimize the deflection of the worktable.
To improve machining accuracy, a hydraulic compensation device is designed to make the worktable deform upward and compensate for slider deformation.
However, determining the optimal compensation pressure, position, and number of cylinders is a critical optimization problem.
The optimization design module in ANSYS Workbench can describe the relationship between design variables and product performance and modify parameters in the generated parameter workspace.
The design point table can quickly run multiple analysis schemes and allow inputting the range of design parameter values in a new row for new design points.
After defining all design points, updating them, and running the program, calculation results of sample design points are obtained.
The optimization of worktable compensation is based on the typical working condition of working condition 2, where the whole length of the worktable is uniformly loaded.
The maximum vertical deformation occurs in the middle of the lower end face when the slider is fully loaded.
The maximum vertical deformation of the upper-end face of the worktable also occurs in the middle. Figure 4 shows a comparison of the press brake deflection curve.
The comparison reveals that the maximum vertical deformation of the lower end of the slider is 0.39 mm, while that of the upper end of the worktable is 0.236 mm.
During the field test, the CNC system automatically provided 0.34 mm compensation according to the bending parameters, indicating that the compensation given by the CNC system is too small.
However, finite element calculation revealed that the maximum deformation of the lower end of the slider is 0.439 mm, and that of the upper end of the worktable is 0.597 mm, indicating that full load compensation is too large in the finite element calculation.
Therefore, the compensation pressure should be reduced.
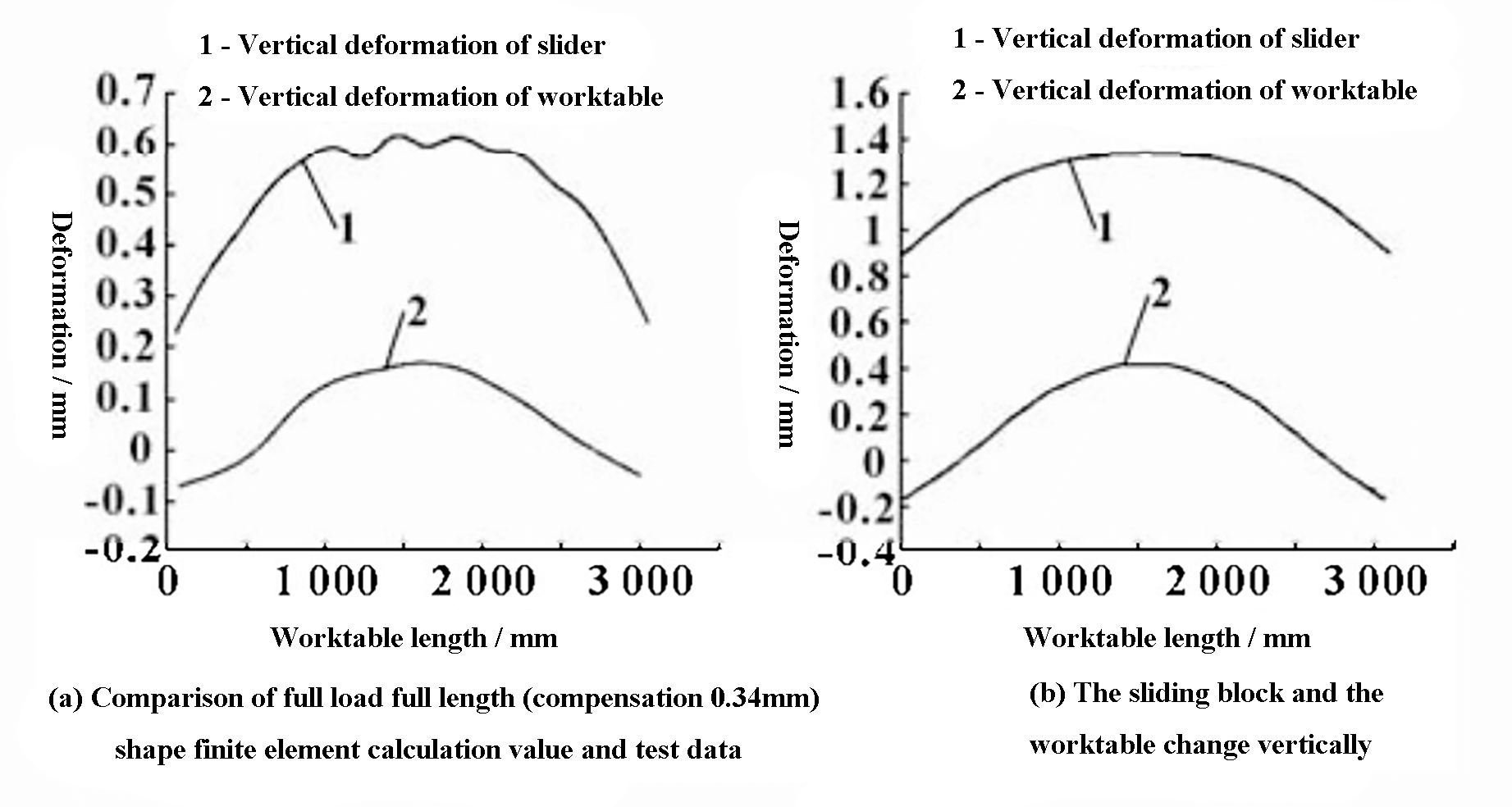
Fig. 4 Comparison of vertical deformation between slide block and worktable
Based on the above analysis, the conclusion is that the compensation calculated by the original numerical control system is too small, while the full load compensation in the finite element calculation is too large.
Therefore, it is crucial to optimize the compensation calculation.
An ANSYS Workbench model for the press brake has been established using a parametric approach.
In this model, V represents the spacing of the compensation cylinder, and its initial value is set to 500 mm.
H denotes the distance between the base of the oil cylinder and the bottom of the worktable, with an initial value of 336 mm. The maximum compensation pressure for the cylinder is 25 MPa.
To facilitate the optimization calculation, the cylinder pressure is converted into the actual pressure on the loading surface. For instance, when the thickness of the vertical plate is 60 mm, the conversion ratio is 1.955.
In other words, the compensation pressure P is equal to the actual loading surface pressure P1/1.955.
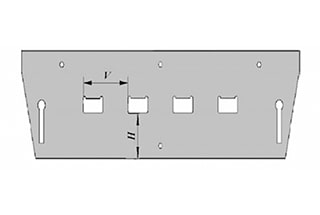
The parameters are presented in Figure 5 for reference.
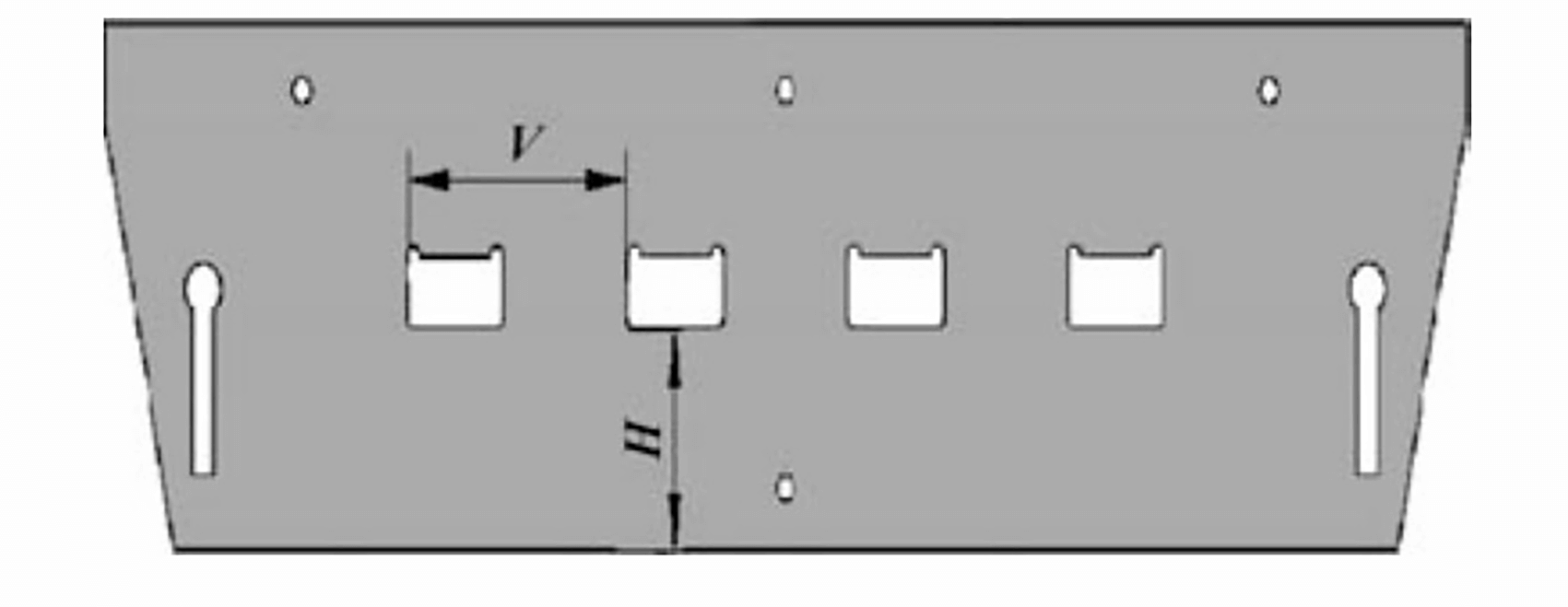
Fig. 5 Schematic diagram of parameter setting
The design takes into account the need for a reasonable layout in the length direction that does not affect aesthetics while ensuring that the number of oil cylinders is four.
The acceptable range for V in the design parameter attribute table is 400-600 mm.
The acceptable range for H is between 236 and 436 mm, and the maximum value of p must not exceed the maximum compensation pressure. The acceptable range for p1 is between 0 and 48.8 MPa.
The program has been run to obtain the calculation results of the sample design point.
After analysis and calculation, it was found that the deformation curve of the worktable is in good agreement with that of the slider when v = 528 mm, H = 307 mm, and p1 = 45.9 MPa. The maximum vertical deformation of the worktable is 0.44 mm.
After rounding, the final values for v, H, and p are 530 mm, 310 mm, and 23.5 MPa, respectively.
Figure 6 shows a comparison of the vertical deformation between the optimized slider and the worktable.
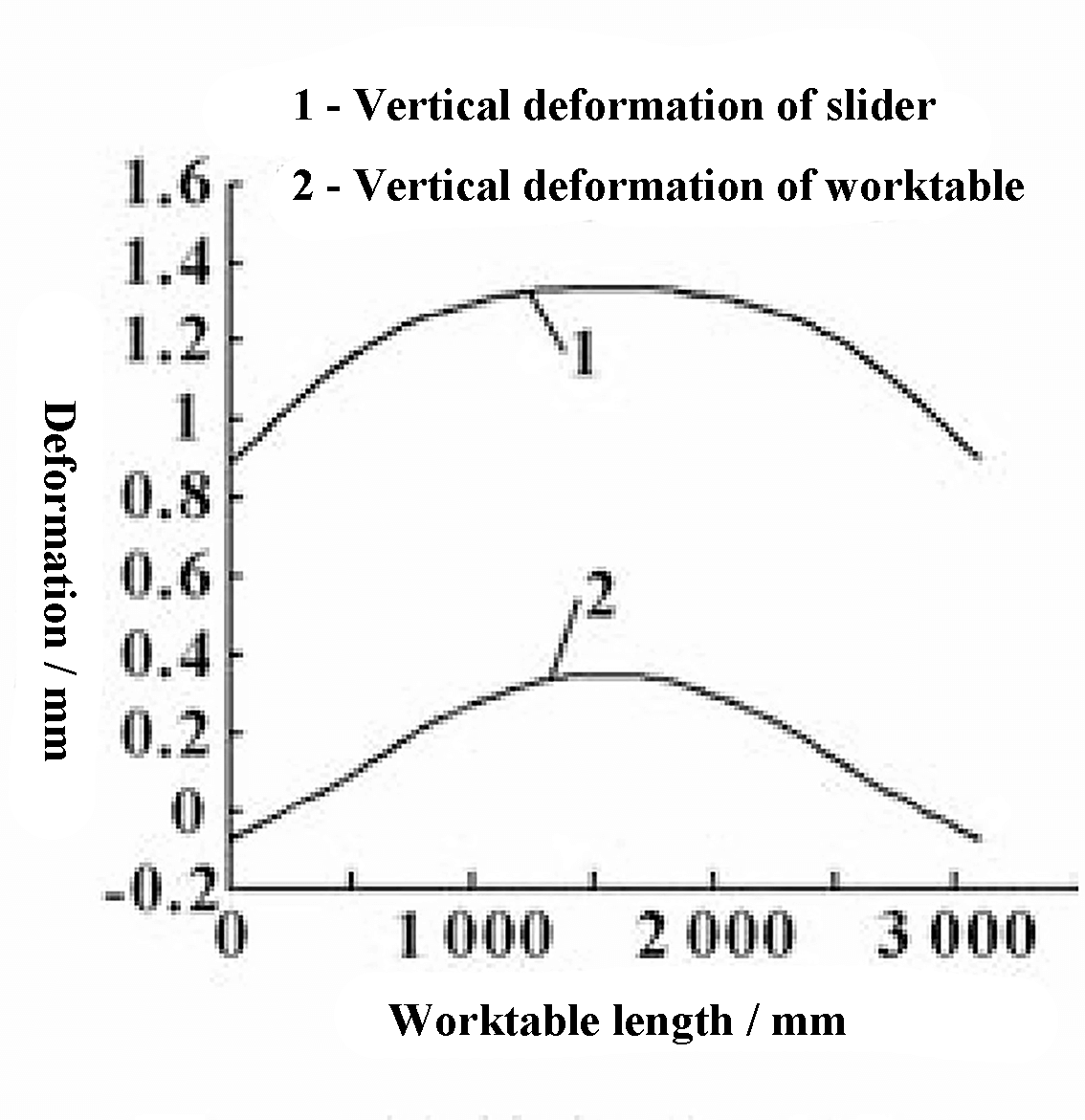
Fig. 6 Comparison of vertical deformation of slide block and worktable after compensation optimization
The deformation shown in Figure 6 for the slider is the absolute deformation calculated by the finite element method, which includes the superimposed deformation caused by the insufficient rigidity of the fuselage. Therefore, a gap exists between the two curves in the figure.
However, the deformation of the middle section of the working end face of the slider and the worktable is similar to the vertical relative deformation of the two ends, and the deflection curves of both tend to be parallel.
This suggests that the compensation effect after optimization is more effective.
The sensitivity chart indicates that the output parameters are affected by the design point.
When modifying the design point value, one can observe how the output parameter changes in response to one or more input parameters.
As illustrated in Figure 7, based on the sensitivity diagram analysis, the compensation cylinder’s vertical height and compensation pressure exert the most significant influence on the deflection curve.
The horizontal distance between cylinders has minimal impact on the maximum deflection curve value, but it does affect the smoothness of the deflection curve.
The analysis results align with the actual situation.
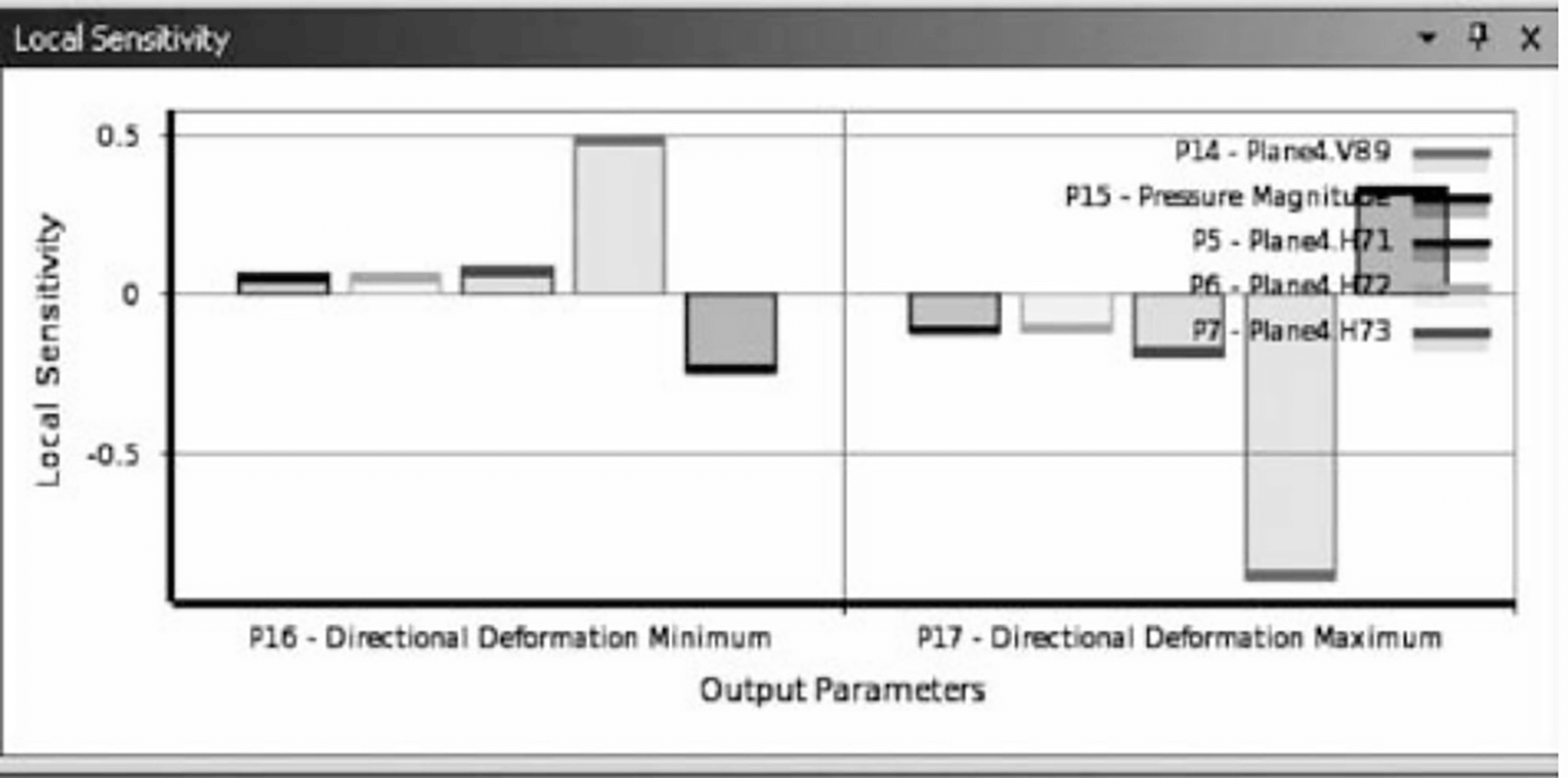
Fig. 7 Parameter sensitivity results at response points
This article analyzes the causes of poor bending accuracy in the worktable of a press brake by using finite element software.
Additionally, it tests and compares the stress and deformation of the machine tool by combining it with strain electric measurement technology.
This process provides a basis for using finite element to compensate the pressure of the worktable.
The typical working conditions of the press brake have been optimized, and the ideal compensation curve has been obtained.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.








