
Selecting the Right Press Brake Toolings: Guide and Standards
How do you ensure precision in your metal bending operations? Choosing the right press brake tooling is crucial. This guide delves into the selection of die molds and punches, offering…
Struggling with inefficiencies and high costs in sheet metal fabrication? Discover how automated equipment can revolutionize your processes, saving both time and money. This article guides you through selecting the right machinery, highlighting key considerations and common pitfalls. By the end, you’ll understand how to optimize production with the best automated solutions, enhancing both output and profitability. Read on to make informed decisions that will transform your fabrication operations.

Due to the rise in labor costs and the increasing demand for high-quality products in the sheet metal processing industry, the profit margin for sheet metal processing has become narrower.
It is becoming difficult to increase efficiency, and in some cases, production may even result in a loss.
Sheet metal manufacturing companies are turning towards robotics or automated equipment to replace manual labor, with the aim of reducing processing costs and improving efficiency.
While some companies have successfully implemented this strategy, they have had to pay a considerable cost.
However, after the majority of companies switched to using robots and automation equipment, they found that they not only failed to achieve the desired results but also faced issues with equipment breakdowns.
During the visit, the customer opened the door to receive their orders.
The main reason for the majority of idle robots or automation equipment is not that they are difficult to use or cannot be used, but rather that sheet metal enterprises fail to thoroughly analyze their product process and output. Before purchasing robots or automation equipment, they do not understand the equipment’s performance and limitations.
In order to make a sale, automation equipment salespeople tend to exaggerate the equipment’s performance. Consequently, purchasing enterprises mistakenly assume that the automation equipment they have bought is capable of everything.
However, once the automation equipment is put into production, only 30% of the products can be produced automatically, while the remaining 70% still require manual production. As a result, the utilization rate of automation equipment is very low.
It is essential to carefully analyze the enterprise’s product process and batch and evaluate the performance and limitations of automation equipment before adopting it. This is because even the most advanced automation equipment has its limitations.
In conclusion, we should share the investment and selection of sheet metal process automation equipment while keeping in mind the importance of analyzing the product process and output, and evaluating the performance and limitations of automation equipment before purchasing it.
Currently, the primary equipment for blanking is comprised of laser cutting machines and CNC punches. These are sophisticated CNC machines with a high degree of intelligence.
By incorporating automatic loading and unloading devices, full automatic production can be achieved.
The cantilever suction cup is part of a semi-automatic feeding device that is economical and suitable for feeding thin plates with a thickness of less than 5mm and a weight of less than 20kg.
However, using the cantilever semi-automatic method to feed thick plates would be challenging to manually push the suction cup, and thus, it is not recommended.
The gantry automatic feeding device is ideal for thick and large plate feeding, ensuring safety and high efficiency.
However, it is not recommended to use the automatic device for automatic laser blanking as laser processing is primarily used for small batches and multi-variety jobs, and automatic blanking can reduce processing efficiency.
For large production batches, it is recommended to use a laser coil cutting production line to save materials and achieve high processing efficiency.
The advantages of unilateral automatic loading and unloading device are:
Loading and unloading are conducted on the same side, and a single cycle of loading and unloading takes between 35 to 40 seconds.
The floor area of the warehouse is small.
The material warehouse can be expanded and additional storage capacity can be added without increasing the floor area.
The advantages of automatic loading and unloading devices on both sides are:
The efficiency of loading and unloading is higher when compared to that of one side.
The loading and unloading cycle can be completed within 16-20 seconds, but it requires a relatively large floor area, making it suitable for sheet metal enterprises with unrestricted sites.
For more than 3 CNC presses, adding automatic loading and unloading devices is recommended.
In one case, a single person can operate three CNC presses with automatic loading and unloading devices, and one shift can reduce 3-4 operators, resulting in reduced labor intensity for operators and the liberation of mechanical repetitive loading and unloading work.
Operators will have more time to consider preparation before processing, such as die preparation, material preparation, and optimization of processing procedures, thereby greatly improving processing efficiency.
The NC punching automatic loading and unloading device is a mature scheme.
Press brake machines are utilized by 98% of sheet metal forming plants. This equipment requires minimal investment and can be used for general processing purposes. However, manual operation is a requirement, which is its only drawback.
When processing workpieces that are longer or wider than 50mm, one person may find it challenging to operate the machine, and at least two workers are needed to cooperate in processing (refer to Fig. 1).
Additionally, when working with plates that have a thickness of over 2mm, the bending efficiency is low and industrial accidents are more likely to occur.
Bending work is physically demanding, and it takes time to learn and gain experience. Therefore, the salary for this type of work is higher than that of other types of work.
To reduce labor costs, two automation schemes are utilized: robot bending and servo-assisted bending.
(1) Robot bending.
By debugging the equipment in this way, it is possible to achieve fully automatic production without any shutdowns.
Long-term processing is more efficient than manual processing, as a single commissioning personnel can operate multiple press brake machines.
However, one major disadvantage of this method is that it requires a lengthy debugging time and has relatively high requirements for operators. Additionally, it is not suitable for multi-variety and small-batch processing as different products require the replacement of the suction cup frame.
Many enterprises have invested in robot bending; however, due to insufficient batch sizes of fixed product orders, the operators are not familiar with the debugging process, resulting in idle equipment.

Fig. 1 Traditional bending
(2) The bending is assisted by the sheet followers (Fig. 2).
This method can be used for multi-variety production, as well as large and small batch production.
The advantages of large workpiece and thick plate bending are obvious: it reduces the need for bending auxiliary personnel (Fig. 3), decreases labor intensity, and provides strong flexibility.
A single sheet follower can be used with multiple press brakes, and the investment cost is relatively low.
The disadvantage of this method is that manual loading and unloading operations are required, and automatic production cannot be fully realized.

Fig. 2 Sheet follower

Fig. 3 Bending with sheet follower
The panel bender boasts high processing efficiency, allowing for fully automated production, and is well-suited for complex chassis processing.
However, it is important to note that the machine is not designed to bend thick plates or products with hems higher than 300mm. Additionally, it carries a high input cost and maintenance expenses, making it unaffordable for factories of general scale.
The profitability of sheet metal processing is low, making it challenging to recoup the initial investment.
Sheet metal fitters primarily engage in activities such as drilling, tapping, and countersinking.
Certain sheet metal products require processing of aluminum profiles, with necessary steps such as avoiding blind holes and fish-eye pits.
The conventional processing equipment employed in this field includes bench drills, table-tapping machines, and milling machines.
Manual assembly line operation has a higher likelihood of quality accidents, such as hole leakage and tooth leakage.
For more intricate parts, various tapping, counterbore, and reaming processes with diverse specifications may be necessary.
Traditional equipment processing is relatively cumbersome, requiring coordination among several individuals, and resulting in low efficiency.
To address these issues, many sheet metal companies utilize drilling, tapping, and milling centers (Fig. 4).
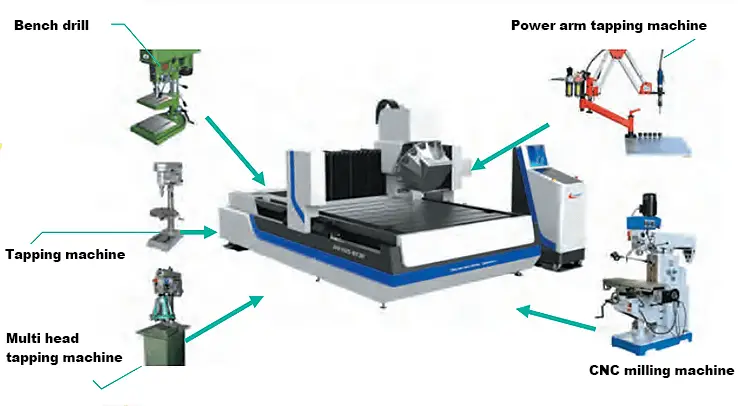
Fig. 4 Drilling and tapping center
A drilling, tapping, and milling center is a type of numerical control equipment that integrates the functions of drilling, tapping, and milling machines. It features offline programming and automatic tool change with a multi-station tool library.
This equipment can clamp multiple parts simultaneously and automatically process all holes, tapping, gap milling, and other necessary processes as per the program. Additionally, it can clamp and disassemble parts without the need for stopping, resulting in high efficiency (40-60 holes per minute). Moreover, it can process profile radiator products as well.
However, one of the drawbacks of this equipment is that it requires programming and tooling fixtures, making it unsuitable for the proofing or processing of sample products.
We will not delve into manipulator welding, as it is a well-established automation technique.
Grinding constitutes the process bottleneck for most sheet metal enterprises.
The grinding process is essential for sheet metal processing, but it is a laborious, dirty, and unpleasant task, carried out in a challenging environment.
Recruiting skilled grinding workers is a significant challenge.
Most of the grinding workers belong to the post-60s and post-70s age group, and it is difficult to attract younger people to the job. As a result, the cost of grinding labor remains high.
In an attempt to address this issue, some sheet metal enterprises have experimented with robot polishing, drawing on the experience gained from automating hardware polishing. However, most of these attempts have ended in failure.
We recommend the relatively mature five-axis CNC grinding workstation (Figure 5) to you. This equipment is used to grind the weld scar on the surface of sheet metal workpieces, suitable for grinding and polishing the surface of box bodies, cabinet bodies, door panels, and internal structural parts.
This machine is mainly used in communication equipment, power equipment, medical equipment, environmental protection equipment, electronic equipment rack, safe body, and related industries, replacing traditional manual grinding and improving factory processing efficiency, shortening sheet metal processing time.
The workstation features manual material handling, with the workpiece fixed on the workbench, and the X/Y/Z/B/C servo is positioned and rotated, which greatly improves the accuracy and response speed of the equipment. The platform uses a large-diameter screw guide rail, which ensures accuracy and improves the stability of the workbench.
The 5-axis CNC system, combined with bus service and intelligent manual teaching technology, solves the problem of professional programming in sheet metal enterprises and reduces the skill requirements for operators. It is simple, fast, and has strong timeliness in transforming products.
One of its defects is that it is not suitable for grinding small-batch products, and tooling fixtures need to be made (the tooling fixtures for grinding are relatively simple and low cost). In addition, the interior and small corners of some products cannot be polished.

Fig. 5 Five-axis grinding workstation
Selecting sheet metal automation equipment doesn’t have to be expensive.
While imported automation equipment may not be user-friendly, the cheapest option may also not be the most user-friendly.
Sheet metal enterprises should select automation equipment based on their own product characteristics, which adds value.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.








