
Bend Allowance Formula: Calculator & Charts
Have you ever wondered how to precisely calculate the bending allowance for your metal fabrication projects? In this blog post, we'll explore the fascinating world of bend allowance formulas and…
How can a bending machine revolutionize sheet metal processing? This article explores three innovative techniques for sheet metal panel benders: flattening, rounding, and shaped bending. By understanding these methods, readers can learn how to enhance efficiency, reduce costs, and achieve superior results in metal fabrication. Whether you’re a seasoned professional or new to the field, this guide provides valuable insights into optimizing sheet metal bending processes with advanced machinery.

In Europe and the United States, companies often face a higher proportion of human resources costs. Especially in Northern Europe, the vast majority of companies are eager to address the high cost of labor.
Therefore, European and American enterprises have long prioritized “improving production efficiency and reducing manpower” and have launched a series of automatic and intelligent initiatives. More companies are beginning to consider purchasing smarter equipment and even embracing automated, unmanned production lines.
It has been 40 years since Salvagnini introduced the world’s first P4 panel bender in 1977. The Salvagnini P4 panel bender’s revolutionary universal bending tools and robots introduced flexible, automated sheet metal forming technology to the industry in the late 1970s.
P1 Lean panel benders
The P1 Lean panel bender (Fig. 1) is the smallest model in the family of Salvagnini Panel Benders, with a large forming length of 1250mm, full servo drive, fast speed, and an average power consumption of only 3 kWh per hour.
The small size of the machine allows for the production of small parts, making it very cost-effective.

P2L-21 compact panel bender
The P2L-21 Compact panel bender (Fig.2) is the main machine used in the commercial kitchen industry, with a forming length of 2180mm.
The new generation P2L adopts servo motor direct drive, which can meet most of the processing requirements of panel products, covering an area of 6m×3m. The cylinder hybrid drive ensures the long-term stability of the equipment and reduces the maintenance workload, with an average power consumption as low as 5 kWh per hour.
P4-2116 HPT standard panel bender
The P4-2116 HPT is a standard panel bender with semi-automatic loading and unloading (Figure 3), which can be used during machine production. The loading and unloading operations can be carried out without interrupting production, resulting in a significant increase in machine availability.
As a standard panel bender, the P4 can be loaded with additional options to expand production capacity, making it the ideal machine for several major refrigerator manufacturers.


S4+P4 flexible manufacturing system
S4+P4 FMS can accommodate the production of more variety and smaller quantities of products that are not yet available.
Previously, panel forming was done on dedicated production lines or manually operated pressure-bending machines. Panel benders have natural advantages over press brake machines for panel processing, including labor-saving and speed, as well as good repeatability and consistency of the workpiece.
With the arrival of the Salvagnini panel bender, sheet metal forming has entered the era of complete automation for the first time.
There are three main types of conventional sheet metal bending and forming:
However, despite the increasing level of automation, the efficiency bottleneck has not been eliminated.
In a panel bender, there is no need to change the die, the working stroke is short, the feeding is fast, and only one operator is needed to “put in” and “take out” the sheet.
A single machine can smoothly complete the positioning of the sheet in a single pass for four-sided bending… order, efficiency, and intelligence can be so simple.
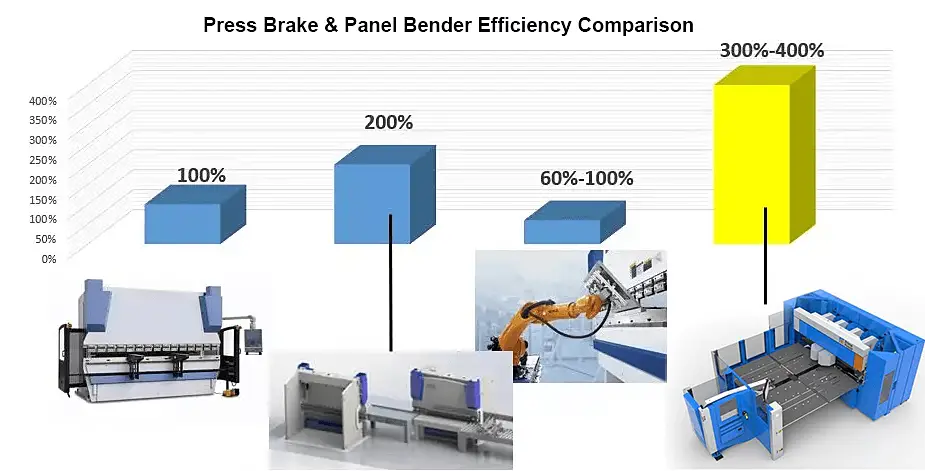
The combined efficiency of the panel bender is 3 to 4 times that of a manually operated bending machine.
Panel benders can meet all user bending needs with their lean, fast, and energy-efficient capabilities.
The highly intelligent operating control system enables efficient bending of different workpieces, making the panel bender a revolutionary alternative to traditional press bending machines.
However, due to the high one-time investment cost, it has not been widely adopted by the majority of sheet metal processing users.
The panel bender has a new design concept, which involves downward bending with the upper knife and upward bending with the lower knife, with no limit on the number of bending times.
Bending forces are distributed transversely and generated by oscillating components, namely the bending knives.
The binding reaction force is generated by two components that are strongly locked to the sheet.
Downward bending (negative bending)

Upward bending (positive bending)
The bending length can be adjusted automatically, making it easy to realize unmanned production, which is shown schematically in Figure 8.
With the increasing demand for highly flexible automatic processing, there is a growing need for an easy and time-saving bending process.

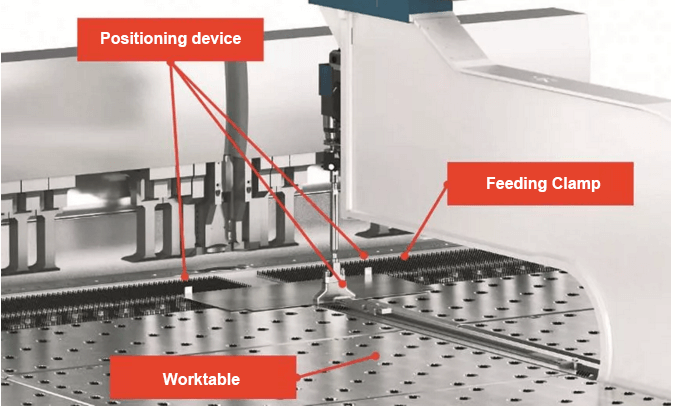
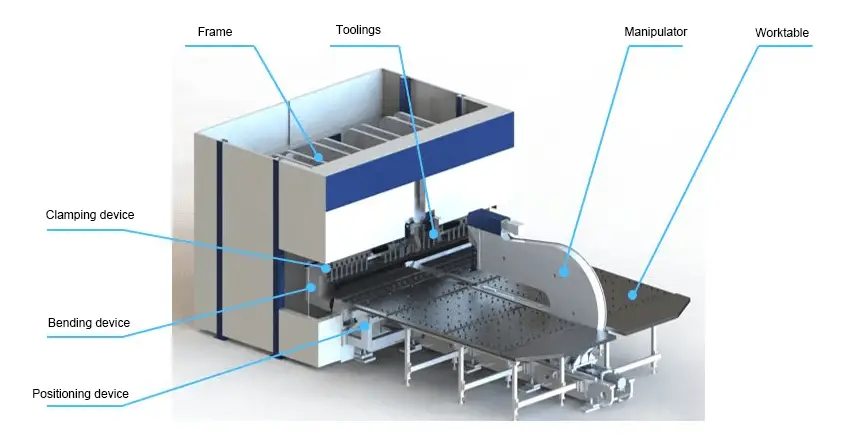
The CNC sheet bending machine features a unique two-way bending mechanism that keeps the sheet material horizontal during the bending process, avoiding space flip. It includes functional components like a positioning device, automatic die change, and operator, making it possible to achieve fast, highly flexible, and automatic processing.
Compared to the press brake processing method, the CNC panel bender (as shown in Figure 1) doesn’t require a die change, has a short working stroke, a fast feed rate, higher overall efficiency, and facilitates flexible production.

Figure 1 CNC panel bending machine
The successful development and promotion of products has brought to light the challenge of meeting the diverse process needs of various workpieces. This challenge is now a key issue in the development of bending machine technology.
Thanks to its free bending characteristics, the bending machine offers a lot of flexibility in the development of the process. It does not require mold changes or adjustments. By combining the upper and lower bending die with the compression die, a variety of bending processes can be achieved, resulting in superior process performance.
In this article, we will explore the features of panel bender process realization using typical workpieces from various industries.
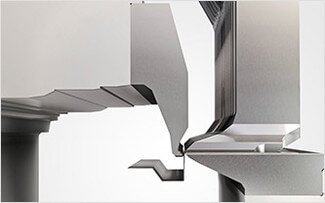
The flattening process, also referred to as edge hemming, is a common technique used in sheet metal bending. It enhances the strength of the sheet metal edge while simultaneously making it smooth without the need for polishing.
To achieve the flattening of a press brake machine, two bending processes are required. Firstly, a 30° acute punch with an inserted deep V-slot is utilized to bend 30° to 45°. Then, the flattening die is employed to press the material.
On the other hand, when the panel bender machine executes the flattening process, there is no need to alter the mold. The bending beam and the pressing beam collaborate to produce a variety of flattening effects, including the bottom flattening process of hemming.
For both forward and reverse flattening on the panel bender machine, there is no need to flip the sheet. Instead, it is laid flat on the table surface and bent at an angle of 30° to 45° using the conventional bending process. The formed bending corner is then transferred to the lower die table and flattened using the pressing die. The entire process takes only a few seconds, as shown in Figure 2.
If bending is required after flattening (Fig. 3), the panel bending machine can handle the task directly.

Fig. 2 Bottoming and flattening process
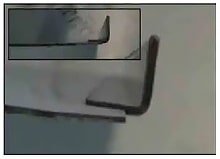
Figure 3 Bending process after flattening
The switchgear and elevator industries sometimes require a specific type of flattening called “opening flattening” (as shown in Figure 4) to improve the strength and feel of the door edge.
To achieve this, panel benders can work in combination with a bending beam and a compression beam to easily create a variety of bending sizes and angles in the first pass, and then quickly achieve the desired final flattening effect.

Figure 4 Flattening process with openings
The rounding process (as shown in Figure 5) is now a necessary step for most manufacturers when producing their workpieces. To achieve this process, specific molds are required. However, different angles and radii of the arc need different molds, which can be expensive and time-consuming to produce.
In contrast, a bending machine only requires an additional bending process to achieve the rounding effect. With its efficient and continuous automatic bending capability, the arc can be formed by combining multiple small-angle bends. This method not only produces perfect results, but also doesn’t interrupt the continuous processing of the workpiece.
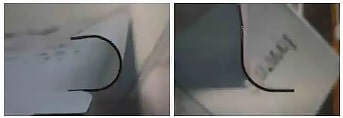
Figure 5 Panel bender for arc bending
Using the conventional bending method, even if more segments are used, there will eventually be creases on the outside of the arc formed by continuous bending. This is due to the processing mechanism of the panel bender, which cannot meet the process requirements of some industry workpieces.
As a senior sheet metal equipment supplier with many years of research and development experience, we have continuously tested and finally developed a new set of arc process realization scheme. Through the mutual cooperation of the folding die and ram processing and forming, the crease now appears on the inner side of the arc, ensuring that it does not affect the surface smoothness.
This has improved the forming efficiency, and we can provide a suitable arc process scheme according to different sizes of arc and accuracy requirements, saving time and improving efficiency while meeting process requirements.
The advantage of the panel bender processing technique is not only to save time and money, but also to process workpieces that conventional bending machines cannot handle. For example, the side mounting plate shown in Figure 6 requires only two processes on one side – a 90 ° forming and a 1/4 arc forming.
If processed with a bending machine, first folding the 90 ° forming would prevent the arc from being processed, and folding the 1/4 arc forming first and then processing the 90 ° straight edge would certainly affect the already processed arc surface. However, this can be easily achieved with a panel bending machine, efficiently and with high precision.

Figure 6 Side mounting plate
Shaped bending is a broad term that refers to the process of achieving various smaller size shapes by utilizing a panel bending machine’s free bending path and die combination.
For instance, U-shaped bending with an opening of less than 6mm, small Z-shaped bending with a 1mm step difference, N-shaped bending of various small sizes, and so on. Refer to Figure 7 for examples.

Figure 7 Common shaped bending parts
Although these formed shapes can eventually be processed by the press brake machine, they can be processed in one go using the panel bender.
The entire process does not require changing the mold or turning the surface, especially for larger workpieces. This results in low labor requirements and higher and more consistent machining accuracy.
The panel bender uses a universal, adjustable tooling with upper and lower bending knives, eliminating the need for a large number of bending tools based on the shape and size of the workpiece. This significantly reduces the cost and manufacturing time of molds and tools, as well as the preparation time of upper and lower molds and tools.
It also reduces the mold and tool stock, which facilitates production management. Furthermore, the absence of the need to design and manufacture special molds and tools for each product reduces the development cycle of new products, improving the competitiveness of enterprises in today’s increasingly competitive market.
When folding box-shaped parts, you need to adjust the length of the mold according to the length of the inner edge of the workpiece. There are three methods of adjustment.
The first one is manual adjustment and takes 3 minutes.
The second type is semi-automatic adjustment and takes 90 seconds.
The third type is Automatic Adjustment (ALA), which coincides with the other work steps, so no adjustment time is required.
Before bending, positioning is carried out by the two cutting corners of the sheet instead of the edges of the sheet, which completely avoids the positioning error caused by the shearing of the sheet and improves positioning accuracy.
The sheet only needs to be positioned once in the process of panel bending, avoiding the cumulative error caused by repeated positioning of the sheet.
This greatly improves the final accuracy of the finished product.
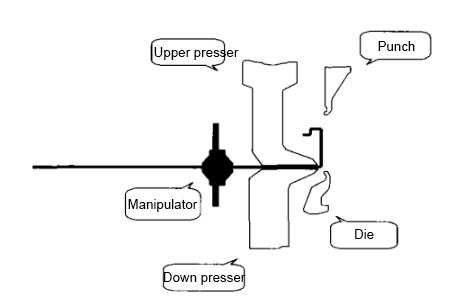
The manipulator can move the sheet forward and backward, as well as make discontinuous rotations of 90°, 180°, or 270° during multilateral bending. When the user needs a special angle of rotation, it can also be equipped with a CNC rotary device.
As shown in Figure 3, the panel bender clamps the workpiece with a rotating manipulator, which then clamps the workpiece to the upper and lower presses of the sheet. Between the upper and lower bending knives, the upper and lower bending knives act on the part of the sheet to be bent, making the necessary movements to obtain the bend angle and radius of the arc required by the program.
When one side is bent, the robot automatically rotates the sheet 180° so that the opposite side is bent, followed by the other two sides. When all four sides of the sheet have been bent, the manipulator exits. The panel is released and can be removed by the operator.
If equipped with an automatic loading and unloading system, the panel bending machine can also automatically bend the sheet placed in the designated location, which is after punching and shearing. After the bending is completed, the workpieces will be automatically taken down and stacked neatly. This can realize the automation of the bending process, reduce the labor intensity of the workers, and also avoid the quality accidents that occur due to workers.
The accuracy of the bending parts largely depends on the movement of the manipulator. Therefore, the manipulator of the panel bender has a high degree of positioning accuracy to ensure the accuracy of the bending parts.
The CNC systems of panel benders are based on Windows NT, with a user-friendly interface and an intuitive, easy-to-use human-machine dialogue. They offer powerful simulation, intervention, and documentation functions, as well as self-diagnosis and remote service functions.
In addition to providing fault codes, they can also be displayed graphically. The remote service function allows software engineers to access the customer’s control system remotely and intervene, diagnose, or modify programs. In most cases, the system can be returned to normal operation, eliminating the need for a repair service visit, or basic normal operation can be maintained until a service technician arrives.
To meet the requirements of different users and products, panel benders are available in a variety of models and configurations. For example:
a) They can be manually loaded or unloaded.
b) They can be equipped with an automatic loading and unloading system, allowing for unmanned operation.
c) They can be connected with the punching and shearing system, to become a punching, shearing, and folding integrated FMS (flexible manufacturing system).
Advantages:
(1) There is no need to change molds, upper and lower tools, which saves running costs, manufacturing costs, and management costs, and greatly improves production efficiency.
(2) Due to the advanced design structure and dynamic compensation of the bending knife, it has very good bending accuracy. Its angular accuracy is ±0.5°, and the parallelism of the two opposite sides after bending is ±0.1mm/m.
(3) Since its bending mechanism is different from other similar machines, it can perform bending processes that other bending centers cannot do. Therefore, it can greatly simplify and rationalize product structure. For example, a box-shaped part that originally required 8 plates to bend after welding can be made from 1 plate using P4 panel bender, thus reducing the weight of parts and processing time. It also reduces product design time, manufacturing costs, and improves product market competitiveness.
(4) It has the function of bending from the bottom to the top, which can avoid the indentation phenomenon that occurs when bending some workpieces with very high surface requirements (such as mirror stainless steel) and long lengths, and when the two ends are machined, greatly improving the appearance of the bent workpiece.
(5) In the machining process, the sheet feed and rotation are continuous and automatic, so its machining time is much shorter than other bending centers, especially for folding box-shaped parts, greatly improving efficiency.
(6) It has strong software functions for the automatic adjustment of the sheet compactor and the automatic generation of the bending program, thus reducing the preparation time considerably.
(7) It is extremely advantageous not only for small-batch production of many varieties but also for mass production of a single piece, and is suitable for production applications in sheet metal processing enterprises.
Disadvantages:
From what I understand, the biggest and only downside of this sheet metal panel bending machine is that it is expensive. The one-time investment is too large for some businesses.
Panel benders are characterized by the following:
(1) For companies whose parts require foam processing (such as refrigerators, rice steamers, etc.), the consistency of the parts provided eliminates the need to clean up leaks, resulting in significant improvements in processing efficiency and product quality.
(2) By using the corner-cut positioning method, it is possible to maintain the exact size of the exterior reference surface and ensure a high degree of consistency of the exterior part.
High accuracy can be maintained even if the sheet edge straightness deviates after unloading.
For workpieces with limited working envelopes that need to be refolded with a conventional bending machine, the size of the workpieces remains under control due to the exact outside dimensions.
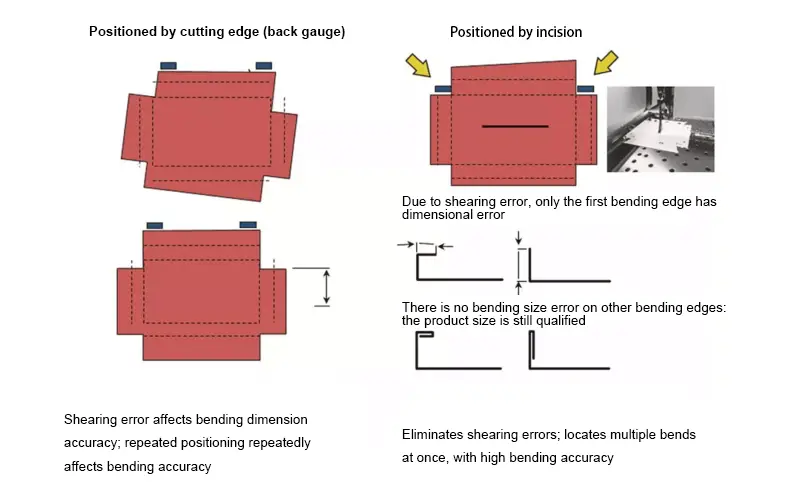
Fig.10 Comparison of positioning methods
(3) For thin stainless steel plates (0.8mm thickness or less), manual bending can result in inconsistent offset bending due to operators prioritizing efficiency and synchronization.
The panel bender does not require lifting the plate during the bending process for larger panels, which eliminates the issue of offset bending caused by the plate not being lifted into place.
Compared to a press brake machine, the panel bender greatly improves surface quality and production efficiency, with an average increase of over 40%.
(4) The highly flexible processing capabilities of the panel bender allow for small batch and multi-mix production.
The unique ABA technology of the panel bender enables quick press length adjustments, even during robot edge changes.
As a result, it only takes an extra 2 to 3 seconds to complete the process of folding the long edge first and then the short edge (short wrap long).
The panel bender is also capable of processing products that require frequent press length adjustments.
(5) The panel bender offers advanced technology to develop new products and can complete most processes that are not possible with a press brake machine.
Compared to conventional bending machines, the panel bender has a relatively powerful processing capacity.
For example, Figure 11 illustrates the contoured shape of a refrigerator door handle developed for a customer.
Two different shapes were designed for the customer to choose and evaluate.
Previously, the customer was producing a similar product on an assembly line with five press brake machines and no quality control.
By using the P4 panel bender, the product’s quality was controlled, and the processing time was reduced to one minute.

Figure 11 Refrigerator door handle contouring
(6) The panel bender offers a wide range of bending tools for customers to choose from, and it is recommended that the thin red circle type bending tool be used for thin plates in general.
The configuration of the panel bender can be targeted to meet specific professional requirements.
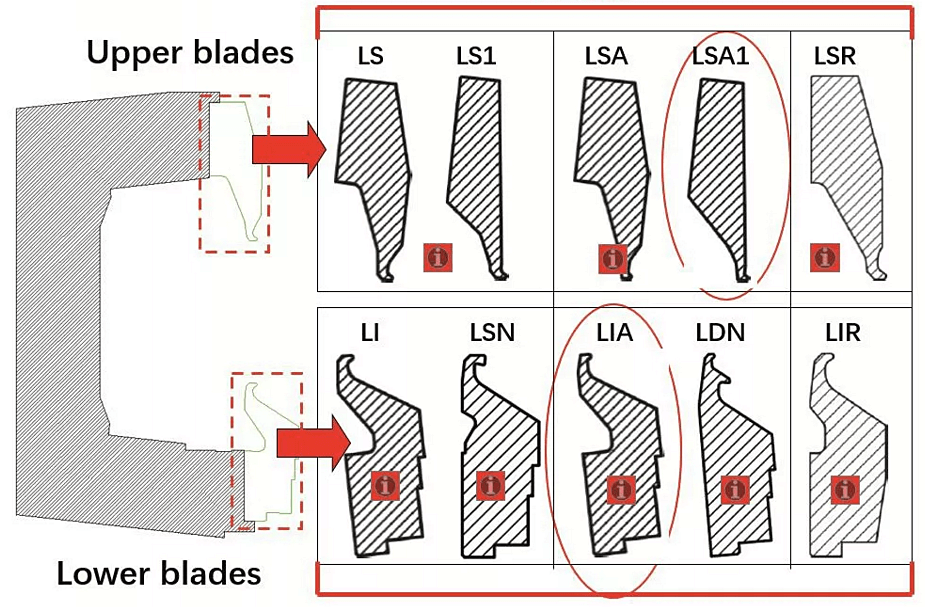
Figure 12 Bending tool selection
(7) Industries that heavily utilize “201” chrome manganese series stainless steel often encounter difficulties due to the material’s high hardness and bending rebound.
Panel benders with new material property compensation technology as a standard feature have significantly improved product processability and first-piece success rates.
(8) Panel benders are available in various configurations based on customer requirements and investment size.
The panel bender is suitable for producing professional kitchenware for the catering and food industry, as well as ovens, cooking systems, cleaning systems (such as dishwashers and glassware washers), refrigerators, instant freezers, refrigerator counters and freezers, stainless steel furniture, and air handling systems (such as extractor hoods and exhaust fans).
Additionally, it is suitable for bending electrical industry cabinets, elevators, and lifts.



The panel bender has a standard tooling width of 160 mm and a minimum cross-section in the overall dimensions of 131 cm2, making it one of the best in the field of panel bending.
The machine is equipped with an independent locking system, which ensures flexibility during the bending process.
The structure, number, and handling of the bending tools in the panel bender enable the machine to bend even extremely sensitive material surfaces without scratches or indentations.
Moreover, the bending process ensures low wear of the bending tools.
The panel bender moves vertically over a metal panel during the bending process.
Additionally, there are commercially available panel benders that move rotationally.
During the bending process, 80 tons of pressure are applied to the panel bender to ensure the flatness of the metal sheet and avoid bending indentations.
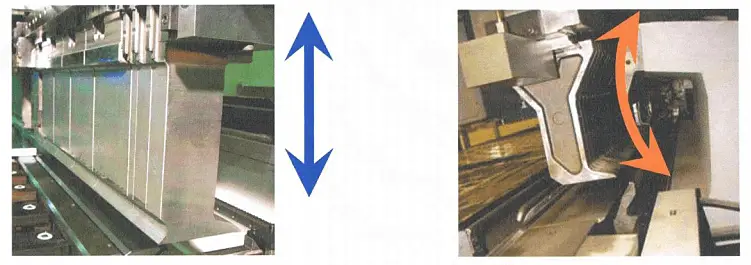
The bending system of the panel bender allows for front, reverse, wide, curved and right angle bending of the panel during the bending process!
As shown in the figure below.
DOOR WITH HANDLE
It is made out of only one piece.
It foresees the execution of 8 sides and the overturning of the panel during the cycle.
This last operation can be performed only by a semiautomatic machine.
For its production one needs to use the PSA with a toolset and two SA blades.
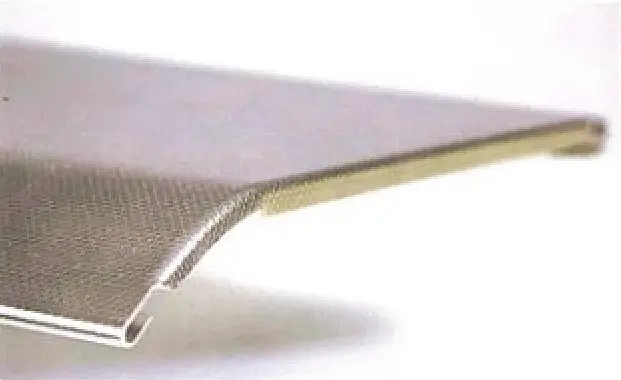
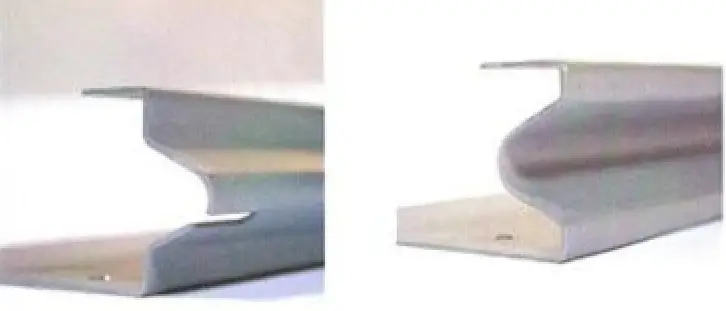
PLATING PANEL
This panel has radius bends of different dimensions completed with an edge without any containment.
Despite having a surface with an orange peel effect (and therefore being very fragile), it can be produced without the usage of a protective film, and there won’t be the smallest mark on the panel.
The panel has a length of 3000mm.
DEMONSTRATIVE PANEL
This panel has been created to demonstrate the ability to execute pieces with more than one negative bend, as well as the ability to perform bends that are tightly closed between themselves and with opposite radii bends.
The curl demonstrates the capability to work in a very precise manner.
To produce this panel, it is necessary to use a table with brushes.
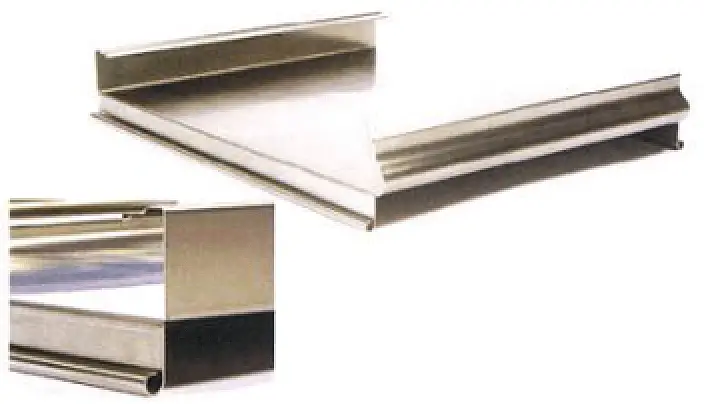
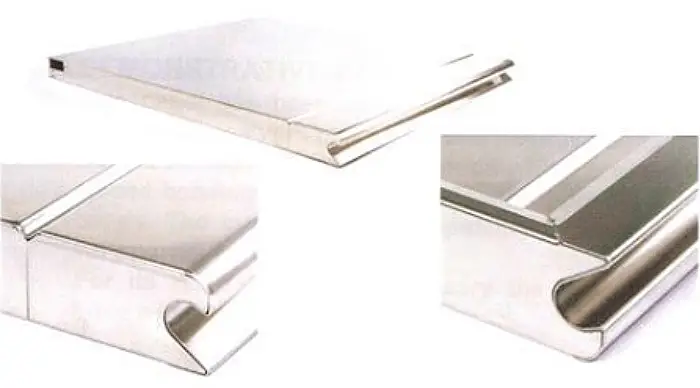
WORK TABLE
The new frontier for creating working tables, especially for the catering field, is characterized by the absence of corners and weldings.
This panel also demonstrates the capacity to create radius corners, both positive and negative, without the need for containment.
They can be made for a length of up to 3000mm and a rise of up to 200mm.
To produce this panel, it is necessary to use the PSA option with the aid of a video camera and one SA blade.

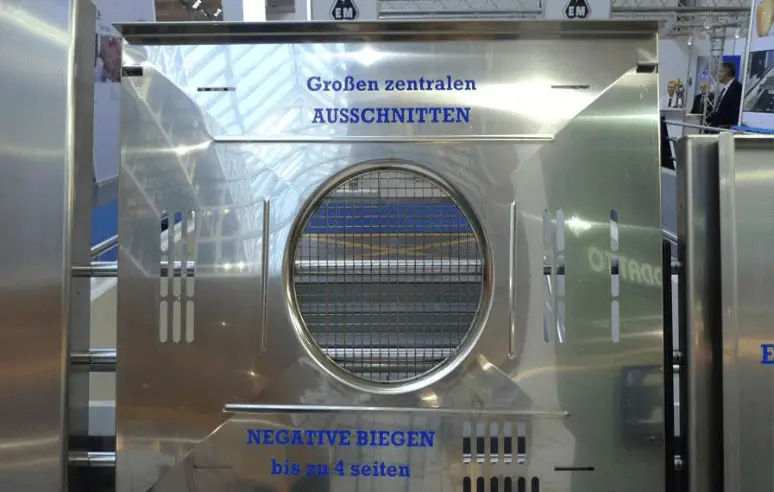
BACK PANEL WITH A LARGE HOLE
The drawn hole was created before the bending process, and it demonstrates the critical situation of handling.
In fact, the panel should be handled with the drawing upward, while the bends must be executed downward.
At the end of the process, the panel will have four sides with downward bends.

FRONT FOR OVEN-FRIDGE
The characteristic manipulator composed of vacuum cups allows for the handling of panels with bends or central drawings.
To produce this panel, it needs to be overturned between the first and third sides, an operation that can only be done by a semi-automatic machine.


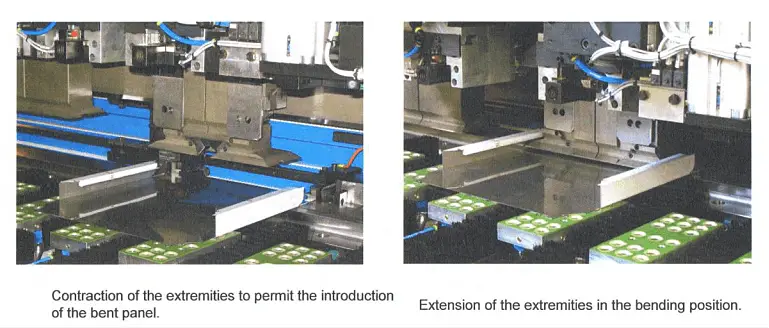
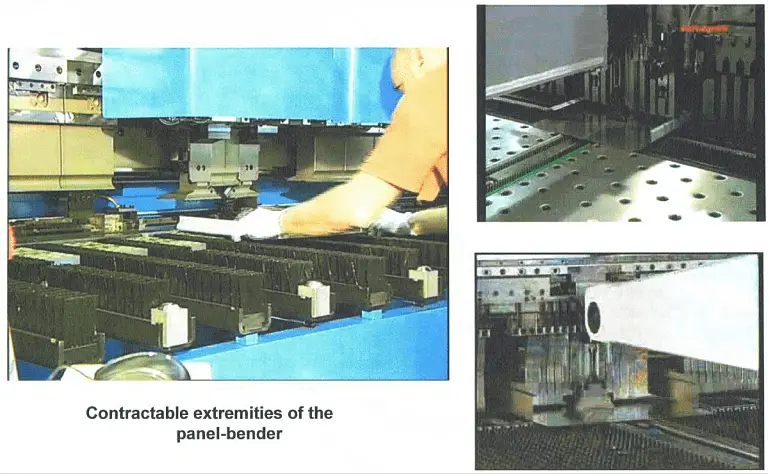
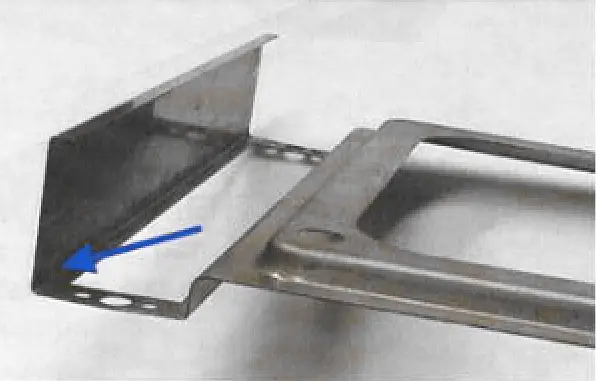
EXHAUST FAN
The panel is produced with a particular fixed end.
This solution allows for the elimination of the majority of welds, reducing production scrap in a drastic way.
Furthermore, welding the vertical corners no longer requires masking.

DOOR WITH HANDLE
The shown bend has been executed for last by using the PSA with two functions able to make the negative radius bend.
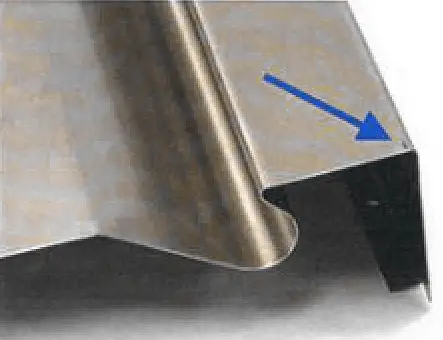
COMPRESSOR PROTECTION
Producing large radius bends for this panel is definitely not a problem, and special tools are not necessary.
Everything can be produced with standard tools.
The radius corner, even if it’s 7mm high, can be executed without the need for containment, and the result is without any deformation.

FRYER SURFACE
This particular panel has been executed using the vertical movement of the manipulator to control the downward encumbrance for the last shown bend.
To produce this panel, it was necessary to mount the PSA and sheet clamps on the panel bender.
MALE AND FEMALE SLIDING DOORS
These are interesting examples that demonstrate the ability to produce negative hidden bends.
To execute them, the PSA is necessary.
DOORPOST
Using the “cutting unit” option, it is possible to create very small shapes that are only bent on two sides and then cut with an appropriate blade.
Once the shape is cut, it is expelled into a bin located on the side of the machine.
The “cutting unit” is an option for the PSA.

PANEL
The characteristic of this panel concerns the lower central part.
In fact, it cannot be handled using the sheet clamps.

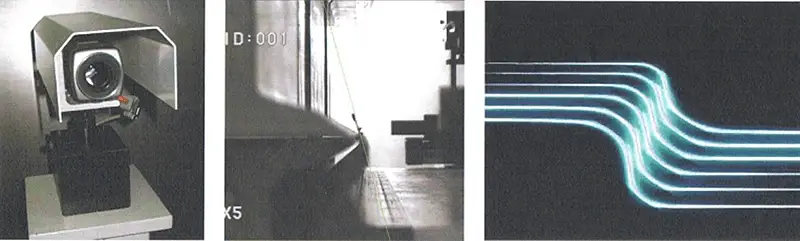
The operator can visualize what is happening to the metal sheet during the bending stage with the aid of a video camera and can actively intervene by modifying the bends that the machine is performing.
This solution is really important for executing panels for the first time or for the execution of bends on panels coming from different batches.
Once the desired result is achieved, the operator can save the applied process so that it can be executed on the next panels to be bent.
This is achievable not only through the usage of sophisticated algorithms, which require perfect knowledge of the material (type, thickness, length), but also through the simple movement of a joystick.
The aid of the video camera gives the possibility to control the different elastic returns and obtain the “first good piece.”
In press brakes, the handling of a panel often requires more than one person, and it becomes difficult for one person to handle a panel longer than 1500mm, as it moves during the bending process.
In the panel bender, the handling of the panel concerns only its loading on the working table, its rotation on the sides to bend, and the unloading of the final product.
The operator only needs to load the metal sheet to be bent and unload the final product.
In the case of an advanced panel bender, the operator only unloads the final product.
Furthermore, traditional bending systems require the operator to memorize the bend sequence to execute.
In the semi-automatic panel bender, the operator only needs to turn the panel into the position that the machine requires.
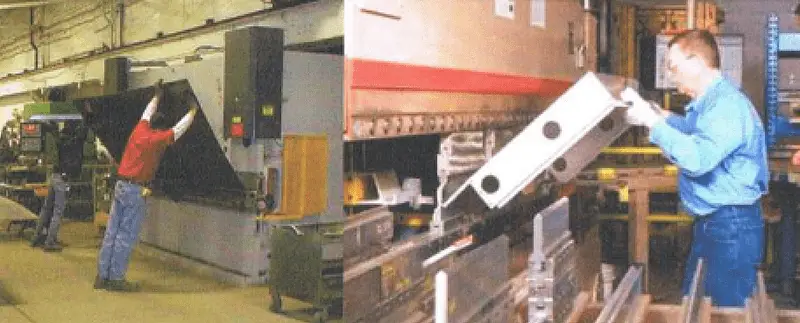
Handling of a panel with the pess-brakes

Overturning of the panel on the ball table of a panel-bender
Press brakes require skilled laborers with specific experience and the ability to follow and control the bending stages.
The panel bender can be operated by only one person without any specific skills: the machine automatically executes all the bending stages.
This can lead to reduced personnel costs (hiring unqualified personnel) and higher production flexibility (multiple people can use the machine).

The panel bender is an automated production machine, and until October 2008, not many people in the world knew about the existence of semi-automated panel benders.
Only two companies presented their semi-automatic panel bending machines for the first time at EuroBLECH.
According to market research, there are potential but unmet needs in the field of sheet metal bending.
The demand indicates that for many years, the bending process has been performed manually by press brake machines.
This is a potential need because no one knows of any alternative solution for bending other than the press brake machine.
Until now, attempts at automating the press brake have not led to any meaningful results.
For the stainless steel industry, the company manufactures or supplies the following types of products: ovens, cooking systems (stoves, grills, etc.), cleaning systems (dishwashers, cup washers, etc.), refrigerators, flash freezers, stainless steel furniture, air handling systems, electrical equipment and accessories, elevators, and more.
For other metal sheets, the company manufactures and supplies the following types of products: elevators, freight elevator products, painted cabinets, security doors, engineered doors (fireproof partitions, etc.), inside or outside covers, and more.
As we all know, the price naturally varies depending on the product’s mechanism or the manufacturing process.
The sale of a panel bender is not only based on the price factor.
The sale is not only based on the product offer but also on the need to provide a concrete and viable solution.
The solution should include a comparison of the benefits of using a panel bender with other bending machines of the same type, a comprehensive comparison and analysis of productivity, processing time, and the number of personnel.
In addition, if you want a more efficient way to bend your products, the panel bender’s technology can help you.
It can realize bending processes that are not possible with other press brake machines.
It is pointless to compare different products solely on price. If the comparison is purely based on price, then the negotiation is bound to fail.
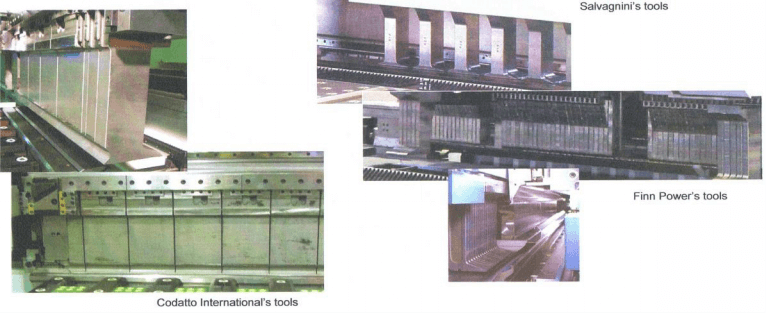
Currently, the most famous panel benders include the following 5 brands:
Panel bender is an advanced and modern bending machine that completely separates the quality of the product from the skill level of the workers, ensuring the production of high-quality products.
At the same time, the panel bender greatly reduces the labor intensity of the workers. Additionally, it provides sub-engineers with new design ideas and has significant advantages for the development of new products, giving the enterprise a head start in the ever-changing product market.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.








