With the growth of the world economy and advancements in technology, human manufacturing processes have become increasingly sophisticated and efficient. This has resulted in a rapid upgrade in various industries.
The sheet metal manufacturing industry has undergone a significant transformation, moving from a small variety of mass production to a large variety of small-batch production, from an inventory-based production mode to JIT (Just-In-Time) production, and from human-based to automated equipment-based production.
However, the increasing demand for better production management, technology advancements, and upgrading of technology has led to a shortage of corresponding human resources. Despite companies offering high salaries and using various recruitment methods, the rising labor costs and shortage of workers remain a major challenge.
What is the solution to these problems while still maintaining the advancements in technology? How can the industry keep pace with the times while making the necessary transition steps? These are important questions that need to be addressed in the sheet metal industry.
Sheet metal automation and flexibility are constantly evolving and each company has unique requirements based on their product type, production mode, and factory size. Finding the most suitable automatic and flexible processing line for their specific needs is a way for companies to improve their technology and reduce costs.
As a member of the sheet metal industry, we are proud to share our knowledge on sheet metal automation and flexible manufacturing systems. Our aim is to provide you with reference and guidance.
Common Production Methods for Sheet Metal Parts
Currently, server cabinets are produced by sheet metal shops or cabinet factories. The primary methods of blanking and stamping are as follows:
1. Conventional Punch Press Production
This is a traditional method. It involves manually feeding the material by hand. Due to the large size of the sheet metal parts and the numerous stamping features, often a single sheet metal part requires multiple sets of tooling to be processed on various punch presses.
In the process of sheet metal fabrication, this method not only struggles to achieve high production efficiency but also poses safety risks.
It requires a substantial workforce to complete the task, resulting in intense labor demands. With economic growth and the significant rise in labor costs, this method is gradually becoming obsolete.
2. CNC Punch Press Production
This is currently the mainstream production method in sheet metal shops.
CNC punch presses, through programmed stamping, can produce sheet metal parts ranging from single pieces and small batches to medium-sized batches. They aren’t particularly selective about the materials used, making them widely applicable.
However, CNC punch presses are expensive, demand skilled operators, have lower material utilization rates, and their production efficiency and cost-effectiveness are average.
3. Laser Cutting Machine or Its Associated Blanking Line Production
This method is rapidly gaining traction. With the substantial decline in the cost of laser cutting machines, they are suitable for producing sheet metal parts from single pieces and small to medium-sized batches.
They are progressively replacing CNC punch presses in sheet metal fabrication.
However, there are concerns regarding their efficiency in large-scale production.
4. Flexible Sheet Metal Stamping Production Line
The flexible sheet metal stamping production line, centered on the flat feeder and pneumatic combination mold, is a low-cost, innovative stamping line capable of addressing efficiency and cost issues for medium to large-scale sheet metal production. It has seen rapid development lately.
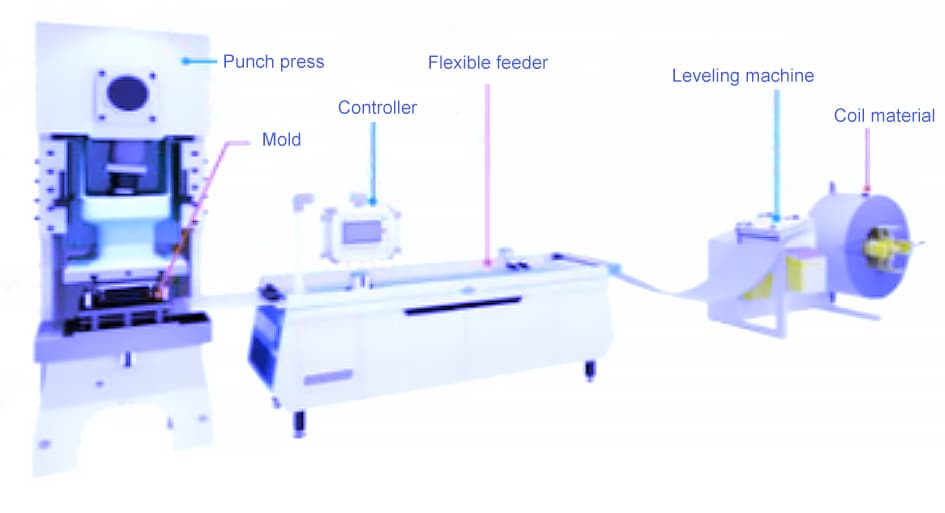
The flexible sheet metal stamping line consists of a flexible flat CNC feeder (or flexible roller feeder), pneumatic combination die, coil straightener, and a conventional punch press.
Figure 1: Flexible Sheet Metal Stamping Production Line
As shown in Figure 1, by coordinating the feeder with the pneumatic combination mold, it provides coil feed and performs continuous stamping and forming on parts. This greatly enhances operational efficiency and is suitable for medium and large batch sheet metal parts, especially various network cabinets, power cabinets, large appliances, express cabinets, same-hole panels, etc.
The flexible flat CNC feeder is the core of the stamping production line. It utilizes an industrial motion control PC to master the feed positioning, punch press operation, pneumatic combination mold switching, and coil material release.
Using CNC punch press clamping feed method, the straightened coil material is fed flatly, effectively solving the precision issues of coil feeding. The overall feed progress can reach ±0.2m, with dual-axis alternating feeding, improving the feed efficiency.
Under precision assurance, the punch press speed can reach up to 100 strokes per minute, and it can control up to 20 punch heads, fully meeting the needs of sheet metal stamping.
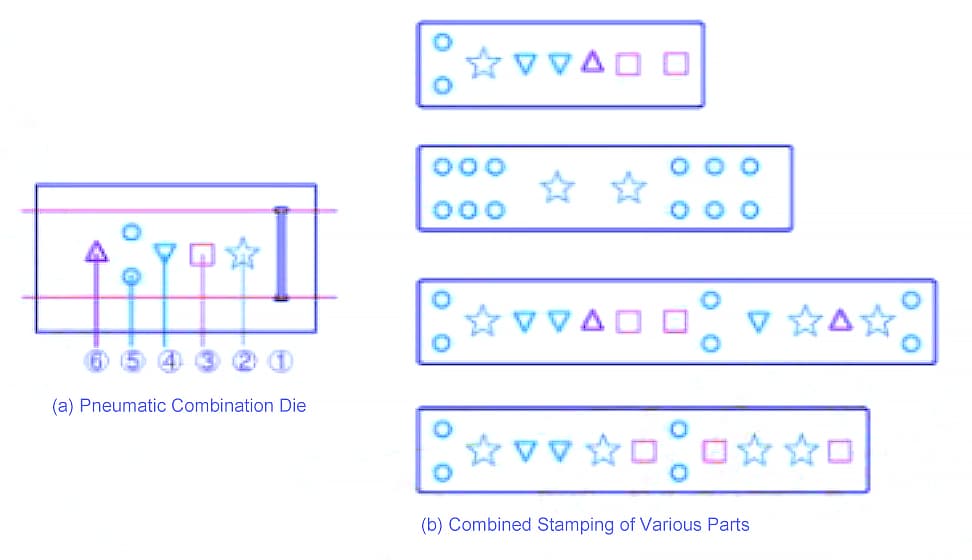
The pneumatic combination mold, an essential component of the flexible sheet metal stamping line as shown in Figure 2, deconstructs various features of the stamped sheet metal parts, creating individual punch heads arranged on one mold set.
Figure 2: Pneumatically Controlled Combination Die
Each punch head is controlled by its own cylinder and mechanism. When a specific punch head is needed for stamping, the cylinder and mechanism will push it out.
After completing the feature stamping, the punch head retracts, and another punch head(s) will stamp under system allocation. This mold is flexible and controllable, significantly reducing mold size.
By using punch head combinations for different parts, it not only reduces mold costs but also enhances stamping efficiency.
Advantages of the Flexible Sheet Metal Stamping Production Line:
Time savings: Continuous coil feeding and CNC stamping speeds up processing, several times to tens of times faster than CNC punch presses (laser cutters) (a 400-square-hole strip can be completed in seconds).
Management cost savings: No need for specialists or engineers; tabulated programming allows regular operators to program and operate.
Labor cost savings: One person can operate multiple feeders, significantly reducing equipment and personnel.
Equipment cost savings: A single machine can replace multiple CNC punch presses, laser cutters, or conventional punch presses.
Mold cost savings: Multi-use molds and flexible mold combinations save mold expenses and significantly reduce mold change times.
Material cost savings: Coil feeding saves material cutting costs, no waste, and greatly enhances material utilization (savings of 10%-20%).
Comparison of Sheet Metal Production Methods
The flexibility of the sheet metal stamping production line primarily lies in the material width, which can vary between 50-1000mm, requiring only clamp position adjustment during loading.
Using the pneumatic combination mold, any punch head can be programmed for product combinations, unrestricted by part length or punch hole position (vertically).
This allows convenient production of multiple clients’ sheet metal part series with just one set of molds. For a comparison of sheet metal production methods, refer to Table 1.
Table 1 Comparison of Sheet Metal Production Methods
Production Methods
Advantages
Disadvantages
Applications
Standard Punch Press
Equipment is cheap
1. Low efficiency, quality is hard to control
2. High labor cost
Simple sheet metal production
CNC Punch Press
Flexible and convenient use: Suitable for production from single pieces to mid-batch
1. Flexible and convenient use, suitable for production from single pieces to mid-batch
2. No mold required
1. Not suitable for complex multi-hole sheet metal parts
2. Some plates require consumption of protective gas
3. Average efficiency
Various sheet metal material blanking
Flexible Sheet Metal Stamping Production Line
1. High production efficiency, some sheet metal parts can improve efficiency up to tenfold (compared to CNC punching and laser cutting)
2. High material utilization, no scrap, saving 10% to 20% of materials
3. Some sheet metal parts can be bent and formed in the production line, reducing subsequent processes
4. Coil feeding, reducing process and handling
5. Low production line cost, if a punch press is available, the entire production line can cost less than 200,000 yuan
1. High cost of pneumatic combination mold
2. Not suitable for single piece or small batch production
Various mid-batch, large batch complex sheet metal material drops and forming, especially suitable for machine cabinet pillars, crossbeams, mesh doors, etc.
Automation and flexibility of multi-column automatic intelligent warehouse
The multi-column automatic intelligent warehouse serves as the center, integrating the processes of shearing, punching, folding, and cutting.
The central control system and the customer production management system exchange information, allowing for automatic scheduling of sheet metal products based on the order quantity. This results in the formulation of production and processing plans, and the automatic programming of these plans is then pushed to the processing equipment.
The equipment communicates with the automatic intelligent warehouse according to the processing plan determined by the upper system, processing the necessary materials or semi-finished products to achieve automated production.
A monitoring system feeds back real-time processing information from each piece of equipment to the upper system, allowing for the management of the entire process.
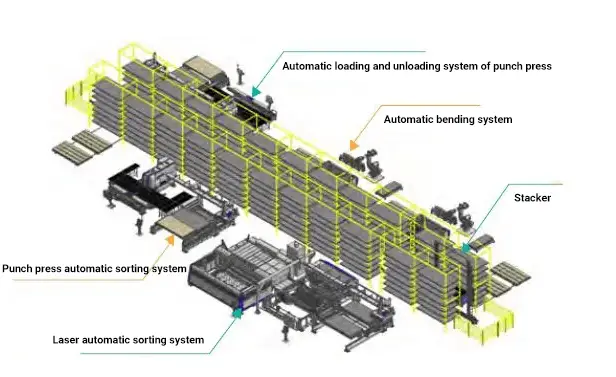
Figure 1 illustrates an example of an automatic intelligent warehouse FMS system.
Fig. 1 Schematic diagram of FMS processing line in the automatic intelligent warehouse
The automatic intelligent warehouse serves as the storage, buffer, and handling unit for materials, semi-finished products, and finished products, thereby realizing the physical integration of the FMS (Flexible Manufacturing System) system.
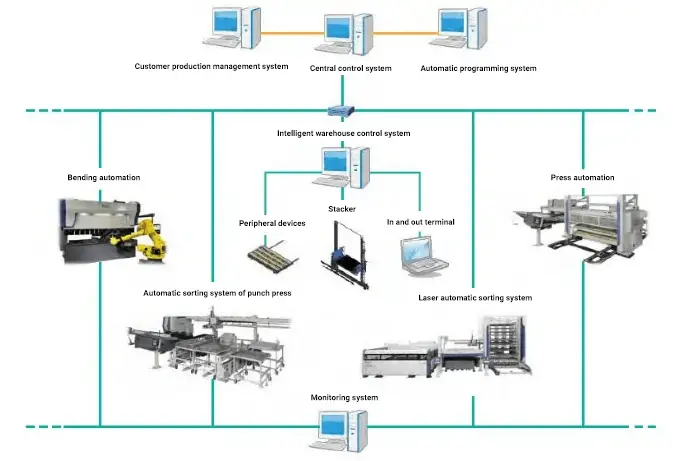
Figure 2 provides an overview of the FMS system.
Fig. 2 Schematic diagram of the automatic intelligent warehouse FMS system
The central control system, the intelligent warehouse control system, the customer’s upper production management system, and each unit are integrated through a network connection consisting of PLC (Programmable Logic Controller). This allows for the exchange of information between all systems.
The above FMS system consists of the following parts:
Multi column automatic intelligent warehouse
Fiber laser combined processing machine + automatic sorting system
The system can realize 24-hour unmanned automatic processing and automatic sorting;
It can integrate automation units of different sheet metal processing processes to reduce invalid movement between different processes;
Can effectively use the factory space to achieve unified management of materials, semi-finished products and finished products;
Through the information integration and optimization of each system, the overall rationalization management of the factory is realized.
However, not all customers are ideal candidates for this system. The FMS system is relatively complex and requires a high initial investment and a long delivery time. Additionally, without sufficient management personnel and a sufficient scale of production, it can be challenging to operate this system effectively.
It has been reported that some customers who have adopted similar systems have discontinued their use for various reasons.
To meet the varying needs of customers, each sheet metal unit connected to the automatic intelligent warehouse can be used as an independent sheet metal automation unit, effectively addressing the above difficulties.
Automatic sorting system of fiber laser combined processing machine
The process of automatic sorting involves connecting a punch or laser cutting machine through automatic programming software, CAMPATH. This allows for the automatic identification of the shape of parts nested within a large plate. After processing, the parts are automatically sorted and stacked to a designated location.
Features of the automatic sorting system
(1) Saves Labor and Time:
By eliminating the need for manual micro-connection and palletizing, the automatic sorting process reduces the number of intermediary steps and saves time.
(2) Suitable for High-Value Variations:
This system is ideal for high-value-added varieties and Just-In-Time production modes.
(3) Prevents Scratches and Marks:
The automatic sorting device uses fine control and multiple suction cups to handle finished products gently, avoiding scratches and marks.
(4) Intelligent Visualization:
The system can automatically sort and monitor the processing quantity based on different processes or product types, providing intelligent visualization.
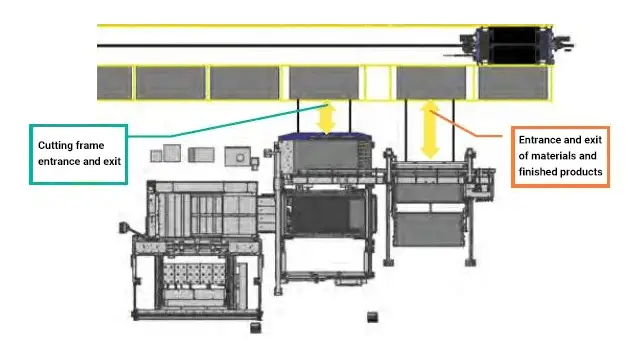
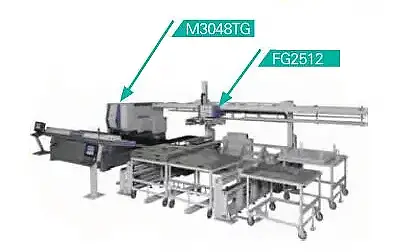
Docking of automatic sorting system and automatic intelligent warehouse
Figure 3 shows the connection between the automatic sorting system of the laser compound processing machine and the automatic intelligent warehouse.
Fig. 3 Docking of the automatic sorting system of laser compound processing machine with automatic intelligent warehouse
The central control system organizes the processing plan based on the customer’s upper management system. This, in turn, instructs the automatic intelligent warehouse and each sheet metal processing unit to begin processing.
Once the sheet metal is prepared, the cycle of automated processing begins.
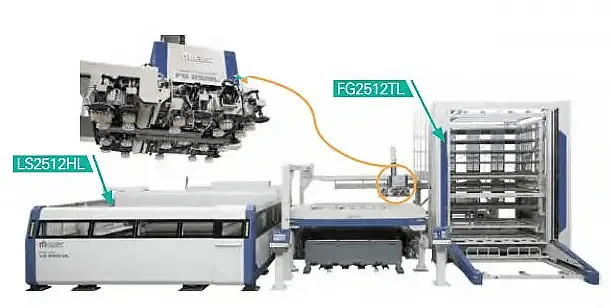
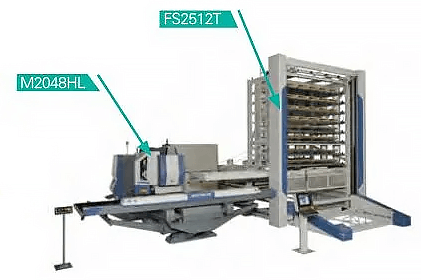
Automatic sorting stereoscopic material storage unit
The difference between the automatic sorting stereoscopic warehouse unit (shown in Figure 4) and the previous solution is that the supply of raw materials and finished products is not handled through the automatic intelligent warehouse, but rather through the 8-layer or 10-layer independent warehouse and loading and unloading sorting tooling.
Fig. 4 Automatic sorting stereoscopic material warehouse unit of fiber laser combined processing machine
The laser sorting system is capable of sorting workpieces that are at least 250mm x 100mm and plates that weigh up to 235kg.
Once the processing plan is created on the laser cutting machine’s operation interface, the material warehouse will automatically enter and exit the warehouse based on the specified material layer and finished product layer in the processing plan. Loading and unloading sorting and palletizing will be performed through the loading and unloading sorting tooling.
The material warehouse unit is user-friendly, takes up minimal space, and has a relatively low investment cost.
Automatic sorting system of CNC punch
Unlike the laser sorting system, the automatic sorting system for CNC punch requires the use of an auxiliary punch at the end of the sorting process. This is because CNC punches do not have an exchange table, and therefore must be in standby mode during sorting execution.
The CNC punch sorting system is capable of sorting workpieces that are at least 100mm x 80mm and handling plates that weigh up to 110kg.
Once the processing plan is created on the CNC punch’s operation interface, the material warehouse will automatically enter and exit the warehouse based on the specified material layer and finished product layer in the processing plan. Loading and unloading sorting and palletizing will be performed through the loading and unloading sorting tooling.
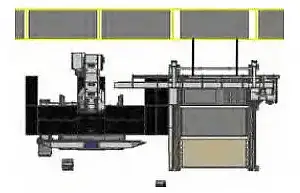
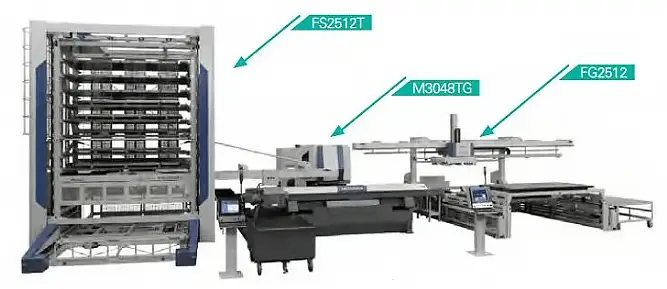
The system can be connected to an automatic warehouse (as shown in Figure 5), a stereoscopic material warehouse unit (as shown in Figure 6), or operate as an independent unit (as shown in Figure 7).
Fig. 5 Docking of automatic sorting and automatic warehouse of CNC punch
Fig. 6 Automatic sorting stereoscopic material warehouse unit of CNC punch
The manual trolley in Figure 7 is designed for the automatic sorting of different processes or products.
Fig. 7 Automatic sorting independent unit of CNC punch
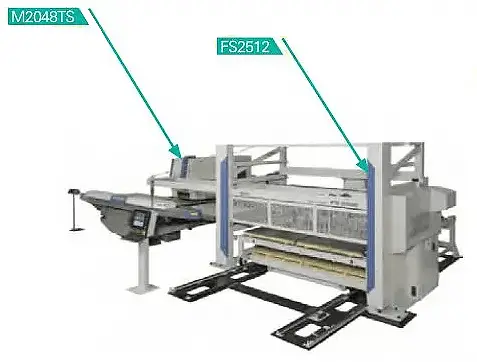
Automatic loading and unloading system of CNC punch/laser cutting machine
The automatic loading and unloading system for CNC punch/laser cutting machines can be utilized for the automatic loading and unloading of fixed-length timber, both with large plate nesting and without nesting.
CNC punch/laser cutting machines can be paired with an automatic warehouse, a three-dimensional material warehouse, and an FG automatic sorting system, as illustrated in Figure 8 and Figure 9.
Fig. 8 Automatic loading and unloading stereoscopic material storehouse unit of laser compound machine of CNC punch
Fig. 9 Automatic loading and unloading unit of CNC punch
Compared to the automatic sorting system, the system offers the advantages of simple operation, flexible application, and a lower initial investment.
Enterprises can choose to use it in semi-automatic operation mode or as a standalone operation mode for CNC punches and laser cutting machines, depending on their specific operational needs.
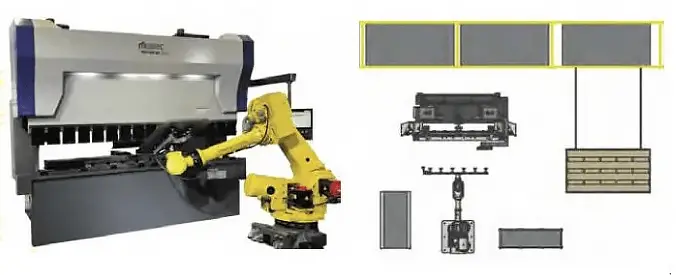
Automatic bending system
The application of the automatic bending system in conjunction with the intelligent automatic warehouse (as shown in Figure 10) is similar to the sheet metal processing unit system described above.
Fig. 10 Docking of automatic bending loading and unloading and automatic intelligent warehouse
When not linked with the automatic warehouse, the system can function as an independent automatic bending unit. Additionally, the bending machine can be operated manually as a standalone machine.
Sheet metal software system
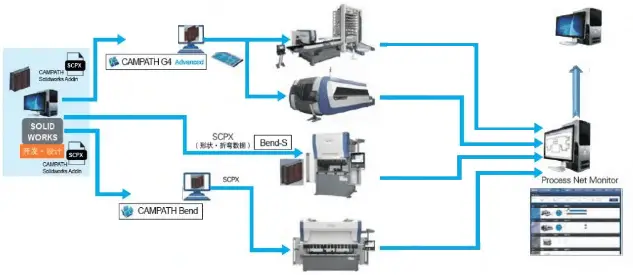
The application process of sheet metal software is shown in Figure 11.
Fig. 11 Flow chart of sheet metal software application
From the automatic processing of customer-designed 3D products to the automatic batch processing of punch/laser sorting nesting, bending, and other processing programs, the automatic push to each processing unit system can achieve full automation of the production process.
At the same time, the system monitors the actual processing status of each equipment, collects processing data in real-time, and provides feedback to the customer’s MES and other upper production management systems.
With the advancements in science and technology, sheet metal equipment has entered the era of the Internet of Things (IoT) and big data. Many leading companies in the sheet metal manufacturing industry have a large number of automatic and flexible processing lines and have come to realize that a good sheet metal equipment requires a matching intelligent sheet metal software.
Sheet metal automation equipment is like a smartphone; without the right software system, it cannot reach its full potential and value. As a result, when purchasing sheet metal automation equipment, it is critical to choose a matching intelligent sheet metal software.
Final thoughts
In conclusion, it is recommended that before purchasing sheet metal automation equipment, enterprises should clarify as much as possible the specifications, applications, and processes needed for the automation and flexible processing line.
While communicating with the technicians of sheet metal equipment manufacturers, it is important to also seek the opinions and suggestions of industry experts and peers.
By choosing a suitable sheet metal processing line, enterprises can effectively address practical problems such as personnel changes, production capacity changes, product changes, process changes, and application changes, laying a strong foundation for future growth and development.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Basic Concepts of Computer-Aided Design and Computer-Aided Manufacturing Computer-aided design and computer-aided manufacturing (CAD/CAM) is a comprehensive and technically complex system engineering discipline that incorporates diverse fields such as computer [...]
Concept of Virtual Manufacturing Virtual Manufacturing (VM) is the fundamental realization of the actual manufacturing process on a computer. It utilizes computer simulation and virtual reality technologies, supported by high-performance [...]
A Flexible Manufacturing System (FMS) typically employs principles of systems engineering and group technology. It connects Computer Numerical Control (CNC) machine tools (processing centers), coordinate measuring machines, material transport systems, [...]
Just as manufacturing technology plays a crucial role in various fields today, nanofabrication technology holds a key position in the realms of nanotechnology. Nanofabrication technology encompasses numerous methods including mechanical [...]
Ultra-precision machining refers to precision manufacturing processes that achieve extremely high levels of accuracy and surface quality. Its definition is relative, changing with technological advancements. Currently, this technique can achieve [...]
Currently, machining can be categorized into two groups based on production batch: Among these two categories, the first one accounts for about 70-80% of the total output value of machining [...]
This article mainly introduces several mature special processing methods. I. Electrical Discharge Machining (EDM) EDM is a method of machining conductive materials by utilizing the phenomenon of electrical corrosion during [...]
What is CNC machining? Numerical Control (NC) refers to the method of controlling the movement and processing operations of machine tools using digitized information. Numerical Control Machine Tools, often abbreviated [...]
Cutting machining remains the most prominent method of mechanical processing, holding a significant role in mechanical manufacturing. With the advancement of manufacturing technology, cutting machining technology underwent substantial progress towards [...]
1. What is welding stress Welding stress refers to the stress generated during the welding process in welded components. This stress is caused by the thermal process of welding and [...]
Advanced materials refer to those recently researched or under development that possess exceptional performance and special functionalities. These materials are of paramount significance to the advancement of science and technology, [...]
Bulge forming is suitable for various types of blanks, such as deep-drawn cups, cut tubes, and rolled conical weldments. Classification by bulge forming medium Bulge forming methods can be categorized [...]