In recent years, the use of industrial robots has seen a rapid increase, primarily in the areas of welding, spraying, and handling. However, there are relatively few applications of industrial robots in the field of sheet metal bending.
Sheet metal bending is a widely used and hazardous task, making the market outlook for robotic press brake bending very positive with numerous successful cases abroad.
Currently, 40-50% of press brake bending machines in European and American sheet metal processing workshops are equipped with robotic automatic bending systems, while in China, bending automation is just beginning. Over the next decade, demand for bending robots globally will rise linearly.
The Numerical Controlled Sheet Metal Flexible Bending Cell, with a robot as its core execution component, is a highly automated equipment combination that boasts high efficiency, quality, and flexibility.
In this flexible bending cell, choosing the right component combination can enhance bending efficiency and flexibility.
The accuracy of the bend depends on the precision of the press brake machine, the robot’s positioning accuracy, and the coordinated control between the robot and the press brake.
The challenge in collaborative control lies in synchronizing the speed between the robot and the press brake machine, and in the robot supporting the workpiece’s moving trajectory.
Poor following performance can severely impact the bending angle and flatness of the sheet surface, thus affecting the final product’s quality.
Composition of the robotic press brake bending cell
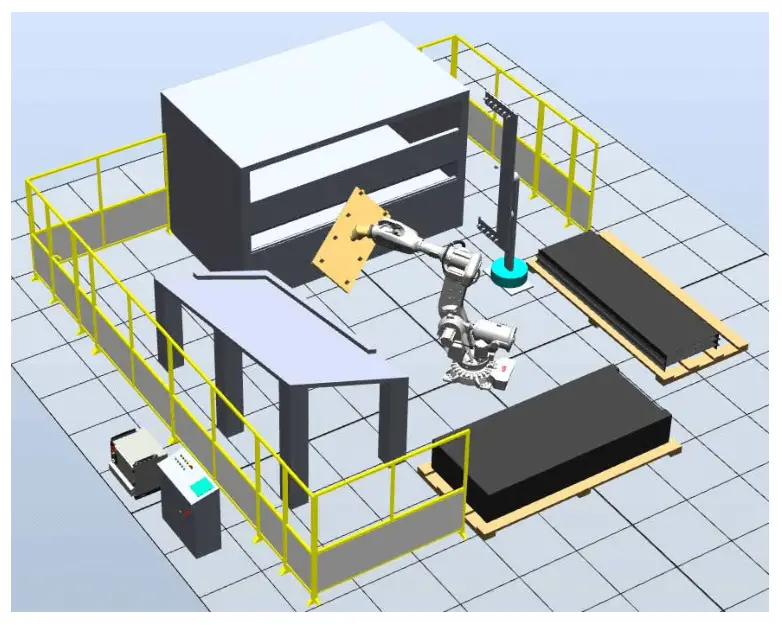
The standard Press Brake Bending Cell (Figure 1) is a system that relies on robots and press brake machines as its core components. Other supporting components include a gripper, a loading table, an unloading table, a positioning table, a turning frame, a manual changing device, and various sensors for detection.
The gripper acts as the “hand” of the robot and performs the task of picking up and placing the workpiece, replacing the role of a human operator.
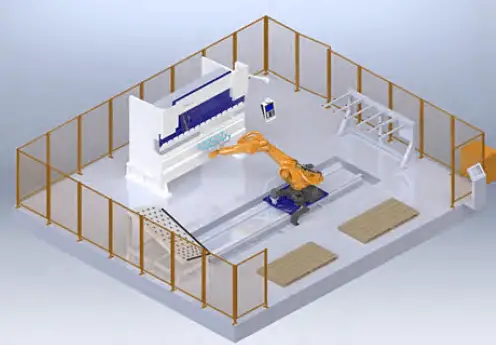
Fig.1 Overall layout of the press brake bending cell
The gripper of a bending robot is typically made by attaching multiple suction cups to a metal frame.
The loading and unloading platforms typically use stacked pallets or conveyor belts or rollers to transport raw materials and transfer finished products.
Oil-covered sheets are prone to adhesion, which can result in multiple sheets being picked up at once. To avoid this, a splitting device such as a magnetic splitter and detection sensors can be installed near the loading table to ensure that each sheet is grasped separately.
The positioning table is an inclined platform with flanges and features micro convex balls. The robot transfers the steel sheet to the positioning table, and the plate slides down to the retaining edge due to gravity.
Since the position of the positioning table and the retaining edge are fixed, when the robot picks up the sheet again, the position of the plate and the gripper is relatively accurate, providing a reference for the next bend.
The turning frame is a fixed frame for the gripping device. When the robot needs to change its position to pick up the workpiece, it can be placed on the turning frame for stabilization and the robot can grasp it again in the new position.
In some special cases, the press brake dies can also be used to clamp the workpiece and change its grip position.
Robotic bending cell work process
The work of the bending cell is divided into six processes as shown in Fig.2, including:
- Feeding
- Reclaiming
- Alignment
- Turn over
- Bending
- Palletizing

Fig.2 Workflow of the bending cell
(1) Feeding
The complete stack of sheets to be processed is manually placed on the feeding table. A sheet detection switch is installed on the feeding table to prevent the robot from picking up the tray once all the sheets have been processed.
(2) Reclaiming
The robot moves to the location of the loading table and uses an ultrasonic sensor installed on the gripper to detect the height of the plate. Based on the detected data, the robot will automatically adjust its position to pick up the sheet.
Once the sheet has been grasped, the thickness of the sheet is measured using a thickness measurement device to prevent the robot from picking up multiple sheets at once, which would result in processing failure.
After the thickness measurement is complete, the process of alignment can begin.
(3) Alignment
The robot moves to the location of the positioning table and places the sheet on it for precise positioning (Figure 3).

Fig.3 Sheet positioning
After positioning, the robot will pick up the sheet again and prepare for bending.
(4) Turn over
Based on the requirements of the process, the robot will determine if a turning frame is necessary.
If needed, the robot will move to the location of the turning frame and place the sheet on it. The robot will then release the sheet and move to the other side of the sheet to pick it up.
(5) Bending
The robot moves to the location of the press brake machine, places the sheet flat on the lower die, and accurately positions it using the rear finger sensor on the press brake.
Once the positioning is completed, the robot sends a bending signal to the press brake machine and works with it to complete the bending operation.
The robot then evaluates if another bend is necessary to determine if consecutive bending should be performed, as shown in Figure 4.

Fig.4 Robotic sheet bending
Bending is the critical process.
The technical challenge of bending lies in the cooperation between the robot and the bending machine, known as bending following.
When the robot grips or supports the sheet during bending, the sheet is deformed. The robot must follow the movement of the sheet and make circular motions according to a specific trajectory algorithm, while maintaining a consistent position relative to the sheet.
(6) Palletizing
The robot moves to the location of the unloading table. Based on the differences in the shape of the workpiece, there are various palletizing methods, including traditional matrix palletizing, single and double-layer cross palletizing, positive and negative buckle palletizing, and so on, as shown in Figure 5.

Fig.5 Sheet palletizing
Technical key points of the robotic press brake bending cell
Currently, whether it’s a general standard six-axis robot or a bending robot optimized for the bending process in terms of its arm span or shape, it requires the support of a bending following algorithm, and it’s rare to find a robot that doesn’t have a bending following capability.
If the following effect is not good, the gripper or suction cup gripper may deform the workpiece due to poor following trajectory, causing sheet wrinkles and affecting the forming quality.
Developing a precise robot bending and following motion model can assist in creating a strong following trajectory algorithm, resulting in excellent following performance.

Fig.6 Schematic diagram of the bending process
Figure 6 is a schematic representation of a bending process, and a mathematical model of bending following is derived from it, as shown in Figure 7.
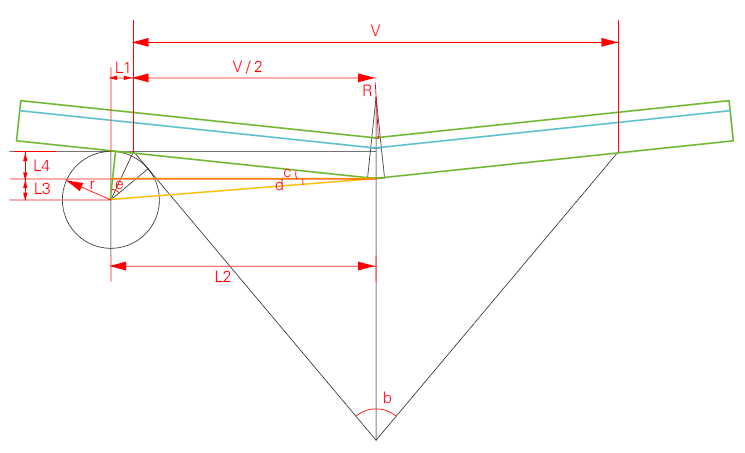
Fig.7 Bending motion model
Each parameter in Figure 7 is expressed as:
- 1) Arc radius of top punch: R, unit: mm;
- 2) Arc radius of lower die: r, unit: mm;
- 3) Lower die opening: V, unit: mm;
- 4) Lower mold angle: ∠b, unit: ° ;
- 5) Workpiece thickness: T, unit: mm;
- 6) Thickness from the neutral layer to the upper surface of the workpiece: λ, unit: mm;
- 7) Workpiece bending angle: ∠a, unit: ° ;
- 8) The amount of the press brake ram descending from the clamping point: S, unit: mm.
The relationship between the bending angle and the amount of bending descending calculated according to the mathematical model is:
S = [r×TAN(45°-1/4×∠b)+V/2)×SIN(90-1/2×∠a)-(r+R+T)]/COS(90-1/2×∠a)+(r+R+T)
Based on the mechanical parameters in Table 1, a formula that describes the relationship between the bending angle and the amount of descent can be used to calculate the trajectory curve of the displacement change of the bending angle from 180° to 10° in the X and Z directions, as shown in Figure 8.
Table 1 Bending die information and necessary information of the workpiece


Fig.8 Relationship between bending angle and robot trajectory
Final Thoughts
As sheet metal manufacturing continues to advance, the use of robot bending is becoming increasingly widespread.
Compared to the development of specialized bending robots, creating a robot bending follow model algorithm that is compatible with general six-axis robots and can be applied to a variety of robots will have lower development costs.
By collaborating with top-notch robot brands and other relevant hardware in the industry, the implementation of robot bending can be rapidly promoted.



Excellent one
Thanks, we will keep updating articles like this one, so stay tuned.
I would like more info on this topic.
We will keep writing post like this, so stay tuned.