Plasma Cutting Technology 101: A Comprehensive Guide
This article explores the fascinating world of metal heat cutting, from flame cutting to plasma and laser methods. Learn about their unique advantages, limitations, and the impact on modern manufacturing. Get ready to uncover the secrets behind these powerful cutting techniques!
Metal heat cutting is an essential process in most metal fabrication, such as in sheet metal processing, where we need to first cut the steel plate into the rough shape we require and then perform precision machining or welding to create the desired component.
In industrial production, metal heat cutting generally includes gas cutting, plasma cutting, and laser cutting, among others.
Compared to gas cutting, plasma cutting has a wider cutting range and higher efficiency.
Fine plasma cutting technology has reached the lower limit of laser cutting in terms of surface quality of the cut material and is far less expensive than laser cutting. It has therefore been widely used in actual cutting.
1. Understanding Metal Heat Cutting
Flame cutting, plasma cutting, and laser cutting are classified based on the type of cutting heat energy and cutting form.
1.1 Flame Cutting (Gas Cutting)
The cut is formed by melting metal with a flame produced by the combustion of a mixture of a flammable gas and oxygen, and then blowing it away.
Acetylene gas is generally used, but petroleum gas, natural gas, or coal gas can also be used.
Due to factors such as gas pressure, cutting nozzle height, and preheating time, the overall deformation scale of the cut material is relatively large in flame cutting, making it unable to meet the needs of high-precision cutting, and the cutting speed is relatively low.
Additionally, preheating is required before cutting, which takes time and makes it difficult to adapt to unmanned operations.
1.1.1 Advantages:
(1) Flame cutting can cut very thick carbon steel, and its cutting range is wide, capable of cutting steel plates with a thickness of 6mm to 200mm;
(2) The price of flame cutting equipment is relatively low, and the initial investment cost is also low.
1.1.2 Disadvantages:
(1) Long preheating and piercing time required for cutting, slow cutting speed;
(2) Significant thermal deformation during cutting, especially when cutting thin sheets (0.5-6mm), low cutting accuracy;
(3) Cannot cut colored metals such as copper and aluminum, and stainless steel;
(4) The burning fuel method is highly polluting to the environment and not environmentally friendly.
Numerically controlled flame cutting of thin sheets (0.5-6mm) has gradually been replaced by plasma cutting in the cutting field, but in terms of cutting thick and medium plates, numerically controlled flame cutting is still irreplaceable, and flame cutting still occupies a certain market share due to its price advantage in thin sheet cutting.
1.2 Plasma Arc Cutting
Using plasma arc as the heat source and relying on high-speed thermal plasma gas (such as nitrogen, argon, and nitrogen-argon, argon-hydrogen mixture gas, etc.) to melt the metal and blow it off to form a cutting seam.
Under the same conditions, plasma arc cutting speed is greater than gas cutting, and the range of cut materials is also wider than gas cutting.
There are three common types: small current plasma arc cutting, large current plasma arc cutting, and water jet plasma arc cutting.
(2) Fast cutting speed, high efficiency, cutting speed can reach 10m/min or above;
(3) Cutting accuracy is higher than flame cutting, underwater cutting has no deformation, and fine plasma cutting accuracy is even higher.
1.2.2 Disadvantages:
(1) It is difficult to cut steel plates over 20mm, requiring a high-powered plasma source with a high cost.
(2) When cutting thick plates, the verticality of the cut is poor, and the cut becomes a V-shaped.
Plasma cutting under water can eliminate the noise, dust, harmful gases and arc pollution generated during cutting, effectively improving the working environment.
With the use of fine plasma cutting, the cutting quality has approached the level of laser cutting, and with the maturity of high-power plasma cutting technology, the cutting thickness has exceeded 150mm, expanding the cutting range of CNC plasma cutting machines.
1.3 Laser Cutting
Cutting using a laser beam as a heat source (laser source).
Its temperature exceeds 11000℃, enough to vaporize any material. The laser cutting has a narrow, accurate cutting edge, a smooth surface, and a quality superior to any other thermal cutting method.
The laser source is generally a CO2 laser beam with a working power of 500~2500 watts, the laser beam is concentrated in a very small area through lenses and reflector mirrors.
The highly concentrated energy can rapidly heat up a local area, causing stainless steel to evaporate.
Additionally, because the energy is highly concentrated, only a small amount of heat is transmitted to other parts of the steel, causing minimal or no deformation.
The laser can accurately cut complex shapes from raw material, and the cut raw material does not need further processing.
1.3.1 Advantages:
(1) Good cutting quality, narrow cut width, high accuracy, good surface roughness of the cut, and generally no need for further processing;
(2) Can be welded directly after processing;
(3) Fast cutting speed, small heat-affected zone, minimal deformation;
(4) Clean, safe, and pollution-free.
1.3.2 Disadvantages:
(1) Currently, laser cutting is only suitable for cutting thin plates (usually taking a long time to drill holes in thick plates);
(2) The price of laser cutting equipment is quite expensive, about 1.5 million yuan or more.
From the current situation of laser cutting application, more and more enterprises will adopt CO2 laser cutting technology.
CO2 laser cutting is widely used in 12mm thick low-carbon steel plates, 6mm thick stainless steel plates, and 20mm thick non-metallic materials.
For the cutting of three-dimensional curved surfaces, it has also begun to be applied in the automobile and aerospace industries.
2. Comparison of Techno-Economic Characteristics of Three Hot Cutting Methods”
Flame cutting, plasma cutting, and laser cutting are all currently in demand, each with a certain market share, depending on the cutting requirements and market prices.
A comparison of their techno-economic characteristics can be seen in Tables 1 and 2.
Table 1: Comparison One of the Three Cutting Methods
Technical and economic comparison of three cutting methods
Large (dust, noise, arc light, etc.) underwater cutting can be greatly reduced
very seldom
Equipment investment completed/set
Low
Lower
High
Plasma cutting, when paired with different working gases, can cut various metals that are difficult to cut with oxygen cutting, especially for non-ferrous metals (stainless steel, aluminum, copper, titanium, nickel), with even better cutting results.
Its main advantage is that when cutting metal with a low thickness, plasma cutting is fast, especially when cutting ordinary carbon steel sheets, with a speed that can reach 5 to 6 times that of gas cutting, with a smooth cutting surface, minimal thermal deformation, and almost no thermal impact zone.
Currently, with the maturity of high-power plasma cutting technology, the cutting thickness can reach 150mm, and the use of water jet technology in high-power plasma cutting has made the cutting quality close to the precision lower limit (±0.2mm) of laser cutting.
Due to the high price of laser cutting machines and their current suitability only for cutting thin sheets (usually with a long hole drilling time for thick sheets), and with fine plasma cutting machines having a cutting accuracy that can reach the lower limit of laser cutting and a cutting surface quality that is similar, but with a cutting cost that is far lower than laser cutting, about 1/3, with a maximum cutting thickness of 25mm, it is advantageous to replace the expensive laser cutting machines with fine plasma cutting machines, so as to carry out high-speed and fine cutting of medium and thin sheets in the most economical way.
3. Classification and Application of Plasma Cutting
3.1.1 Plasma cutting method can be classified into plasma oxygen cutting, plasma nitrogen cutting, plasma air cutting, and plasma argon-hydrogen cutting based on the plasma working gas.
Different cutting methods have different applications due to the differences in the physical and chemical properties of the working media used.
(1) Plasma oxygen cutting has the characteristics of high cutting speed, small workpiece deformation, and fast electrode consumption, due to the high dissociation heat, good heat-carrying, and active chemical properties of oxygen as the working gas, and is generally only used for cutting carbon steel;
(2) Plasma nitrogen cutting uses nitrogen as the working gas, and due to the presence of nitrogen, it is easy to produce a nitrided layer on the cutting surface, resulting in poor surface quality, but as nitrogen is cheap, this method is generally used for cutting stainless steel that is not directly used as welding material and with low surface quality requirements;
(3) Plasma air cutting uses air as the working medium, which has the commonality of the above two cutting methods and is also used for cutting carbon steel with low surface quality requirements.
In recent years, China has vigorously developed small current air plasma cutting machines, and their use is becoming more and more widespread, and the development of inverter air plasma arc cutting machines has created conditions for energy conservation;
(4) Plasma argon-hydrogen cutting method uses easily ionizable argon and hydrogen with good thermal conductivity as the working gas, and the combination of the two can form a stable, high-energy-density arc column and a plasma beam with strong cutting ability.
However, due to its high price, it is generally used for cutting stainless steel and aluminum with high cutting quality requirements.
3.1.2 Classification of Plasma Cutting and its Applications
Based on the plasma cutting medium, cooling method of the plasma jet, and cutting quality, plasma cutting methods can be divided into traditional plasma cutting, dual-gas plasma cutting, water-jet plasma cutting, and fine plasma cutting.
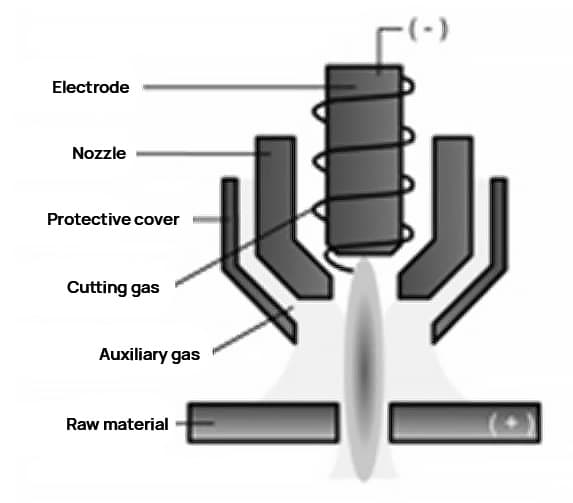
(1) Traditional plasma cutting (Figure 1), usually uses the same gas (usually air or nitrogen) to cool and generate the plasma arc.
Figure 3 Water Protection Plasma Cutting
Most systems have a rated current of less than 100 A and can cut materials less than 16mm thick, mainly used for handheld cutting situations.
(2) Dual-gas plasma cutting (Figure 2), uses two gases; one for forming the plasma and the other for protection. The protective gas is used to insulate the cutting area from the air, resulting in a smoother cutting edge.
Figure 4 Water Jet Plasma Cutting
This is also the most popular cutting process because different gas combinations can be used to achieve the best cutting quality for a given material.
(3) Water-protected Plasma Cutting (Figure 3) is evolved from the dual-gas process, using water instead of the protective gas. It improves the cooling effect of the nozzle and workpiece and can achieve better cutting quality when cutting stainless steel.
This process is only for industrial cutting applications.
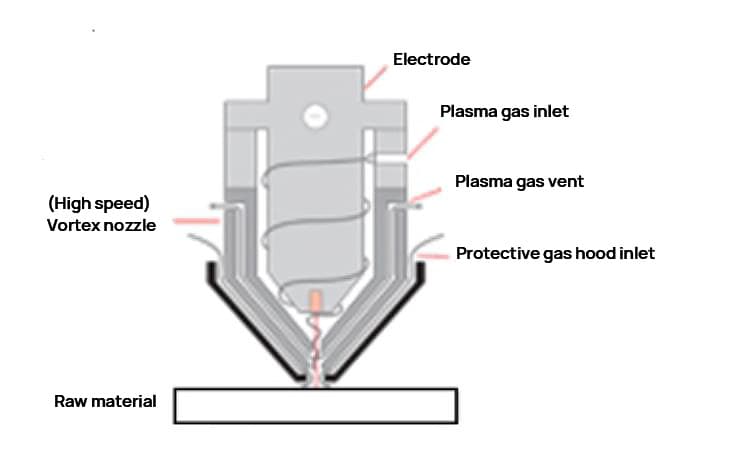
(4) Water Jet Plasma Cutting (Figure 4) uses a gas to generate plasma and directly injects water into the arc in a radial or vortex manner, greatly increasing the compression degree of the arc and thus the density and temperature of the arc.
The current range of water jet plasma cutting is 260 to 750A, and it is used for high-quality cutting of various materials of different thicknesses.
This process is also only for industrial cutting applications.
(5) Fine Plasma Cutting (Figure 5) is a process that has a high plasma arc current density, typically several times that of a conventional plasma arc current density.
Figure 5 Fine Plasma
The stability of the arc has also been improved by the introduction of techniques such as rotating magnetic fields, leading to very high cutting accuracy.
Excellent cutting quality can be achieved when cutting thin materials (less than 16mm) at lower speeds. The improvement in quality is due to the use of the latest technology to very effectively compress the arc, thus greatly increasing energy density.
The requirement to run at a lower speed is to allow the motion equipment to move more accurately along the specified contour. This process is only used in industrial cutting applications.
4. Selection of Plasma Cutting Process Parameters
There are many plasma cutting process parameters, including cutting current, cutting speed, arc voltage, working gas and flow rate, nozzle height, etc.
Different parameters have different degrees of impact on the stability and quality of the cutting process, and the parameters must be selected according to the type of cutting material, the thickness of the workpiece, and the specific requirements during cutting.
4.1 Cutting Current
Cutting current is the most important cutting process parameter, which directly determines the cutting thickness and speed, that is, cutting ability.
The impact of cutting current on cutting is as follows:
(1) Increasing cutting current increases arc energy, improves cutting ability, and increases cutting speed accordingly.
(2) Increasing cutting current increases arc diameter, making the arc thicker and the cut wider.
(3) Over-large cutting current increases the thermal load on the nozzle, causing the nozzle to be damaged too soon, and reducing the cutting quality, or even making normal cutting impossible.
Therefore, the correct cutting current and corresponding nozzle must be selected based on the thickness of the material before cutting.
Overloading the nozzle (that is, exceeding the working current of the nozzle) will quickly damage the nozzle. The current intensity should generally be 95% of the nozzle’s working current.
4.2 Cutting Speed
The optimal cutting speed range can be determined by the equipment instructions or by experimentation. Due to the factors such as material thickness, material, melting point, thermal conductivity, and surface tension after melting, the cutting speed also changes correspondingly.
The impact of cutting speed on cutting is mainly reflected in the following aspects:
(1) Moderately increasing the cutting speed can improve the cutting quality, that is, the cut is slightly narrower and the cut surface is smoother, and at the same time, it can reduce deformation.
(2) If the cutting speed is too fast, the cutting line energy will be less than the required value, and the cutting slag cannot be quickly blown off by the jet, resulting in larger trailing amount, accompanied by hanging slag, and the surface quality of the cut decreases.
(3) When the cutting speed is too low, because the cutting is the cathode of the plasma arc, in order to maintain the stability of the arc itself, the cathode spots or cathode region must find a place for conducting current near the closest cut seam, at the same time, it will transfer more heat to the radial direction of the jet, thereby making the cut wider.
The melted material at both sides of the cut gathers and solidifies at the bottom edge, forming hard-to-remove slag, and the upper edge of the cut forms a rounding due to excessive heating and melting.
(4) When the speed is extremely low, the arc will even be extinguished due to the wide cut. It can be seen that good cutting quality and cutting speed are inseparable.
The cutting speed should be determined based on the plasma arc power, workpiece thickness and material. Under the same cutting power, the cutting speed should be faster for aluminum due to its low melting point, slower for steel due to its high melting point, and slower for copper due to its good thermal conductivity and fast heat dissipation.
4.3 Arc Voltage
It is generally considered that the normal output voltage of the power source is the cutting voltage.
Plasma cutting machines usually have a high no-load voltage and working voltage, and when using high-ionization gases such as nitrogen, hydrogen, or air, the voltage required to stabilize the plasma arc will be higher.
When the current is constant, the increase of voltage means the increase of arc enthalpy and cutting ability.
If at the same time of increasing the enthalpy, the diameter of the jet is reduced and the flow rate of the gas is increased, faster cutting speed and better cutting quality can often be obtained.
4.4 Working Gas and Flow
The working gas includes the cutting gas and the auxiliary gas, and some equipment also requires the starting arc gas.
The appropriate working gas should usually be chosen based on the type, thickness, and cutting method of the cutting material.
The cutting gas should ensure the formation of the plasma jet and also the removal of the melted metal and oxides in the cut.
A too high flow of gas can carry away more arc heat, shorten the length of the jet, reduce cutting ability and cause instability of the arc, while a too low flow of gas can cause the plasma arc to lose its straightness, making the cut shallower, and easily producing slag.
Therefore, the flow of gas must be well coordinated with the cutting current and speed.
Currently, plasma arc cutting machines mostly control the flow of gas through gas pressure, because when the gun body diameter is fixed, the flow is controlled by controlling the gas pressure.
The gas pressure used to cut a certain thickness of material should usually be selected according to the data provided by the equipment manufacturer.
If there are other special applications, the gas pressure needs to be determined through actual cutting tests.
The correct working gas pressure (flow) is very important for the service life of the consumables. If the pressure is too high, the electrode life will be greatly reduced, and if the pressure is too low, the nozzle life will be affected.
Plasma cutting systems require dry and clean working gas to work properly. Dirty gas is usually a problem of the gas compression system, which will shorten the life of the wear parts and cause abnormal damage.
4.5 Nozzle Height
The nozzle height refers to the distance between the end face of the nozzle and the cutting surface, and it constitutes part of the entire arc length.
Since plasma arc cutting generally uses constant current or steep drop external characteristic power sources, when the nozzle height increases, the current change is small, but the arc length will increase and the arc voltage will increase, resulting in an increase in arc power;
However, at the same time, the arc length exposed to the environment will increase and the energy loss of the arc column will increase.
Under the combined effect of these two factors, the former is often completely offset by the latter, and instead, the effective cutting energy will decrease, resulting in a reduction in cutting ability.
This is usually reflected in a decrease in the cutting jet blowing force, an increase in residual slag at the bottom of the cut, and rounded edges at the upper edge due to over-melting.
In addition, from the perspective of the plasma jet form, the jet diameter expands outward after leaving the gun, and the increase in nozzle height will inevitably cause an increase in the width of the cut.
Therefore, choosing the smallest nozzle height is beneficial for improving the cutting speed and quality, but a nozzle height that is too low may cause double arc phenomenon.
Using a ceramic external nozzle can set the nozzle height to zero, i.e., the end face of the nozzle directly contacts the cutting surface, which can achieve good results.
According to the instructions, use a reasonable nozzle height, when piercing, use a distance of 2 times the normal cutting distance or use the maximum height that the plasma arc can transmit, this can increase the service life of wear parts.
4.6 Cutting Power Density
To obtain a high-compression plasma arc cutting arc, cutting nozzles adopt smaller nozzle diameter, longer nozzle channel length, and enhanced cooling effect, which increases the current passing through the effective section of the nozzle, i.e., the power density of the arc increases.
At the same time, compression also increases the power loss of the arc. Therefore, the actual effective energy used for cutting is less than the power output of the power source, with a loss rate generally between 25% and 50%.
Some methods, such as water-compressed plasma arc cutting, have a higher energy loss rate, which should be considered when designing cutting process parameters or calculating cutting costs.
Therefore, the actual cutting nozzle diameter should be determined based on the thickness of the cutting workpiece and the selected ion gas species.
When the cutting thickness is larger, the nozzle diameter should also be increased accordingly.
When using Ar+H2 mixed gas, the nozzle diameter can be slightly smaller, while using N2, it should be larger.
5. Conclusion
The 21st century is an era advocating for green environmental protection.
With the rapid rise of the economy and the thriving development of the manufacturing industry, higher requirements for cutting technology are inevitable.
Plasma cutting technology has many environmentally friendly characteristics, so the development of plasma cutting technology has the advantage of keeping pace with the times.
Plasma cutting technology can eliminate noise, dust, harmful gases, and arc light generated during cutting by means of a water-underwater cutting platform or a smoke and dust treatment device, which basically meets environmental protection requirements.
In recent years, plasma cutting technology has developed rapidly, and some precise high-speed cutting technologies are competing with laser cutting.
Numerical control plasma cutting technology is a high-tech field that integrates plasma cutting technology, numerical control technology, and inverter power source technology, among others, and it has progressed along with the development of computer control, plasma arc characteristics research, and power electronics.
In addition, the use of numerical control plasma cutting with automatic feeder programming software can increase the utilization rate of materials by 5% to 10%. With an annual cutting capacity of 20 million tons, 100,000 to 200,000 tons of steel can be saved annually, worth billions of yuan.
In industrialized countries, there is a trend of replacing flame cutting machines and laser cutting machines with numerical control plasma cutting machines.
In China, plasma cutting machines are widely used in various industries such as automobiles, locomotives, pressure vessels, chemical machinery, nuclear industry, general machinery, engineering machinery, and steel structures.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered how to achieve flawless cuts with CNC plasma machines? Mastering cutting parameters is the key. This article dives into the essential aspects like cutting current, speed,…
Imagine doubling your cutting efficiency while reducing costs—sounds great, right? This article explores optimizing CNC plasma cutting processes for higher accuracy and productivity. From choosing the right starting point to…
How does a machine cut through tough metal with ease? Plasma cutting machines harness the power of ionized gas at incredibly high temperatures to slice through metals. This article explains…
Are you considering purchasing a cutting machine because of the need for frequent maintenance and repair work? Or are you involved in a project that requires a high-performance cutting device?…
Maintaining a CNC plasma cutting machine ensures optimal performance and longevity. In a dusty environment, regular cleaning, lubrication, and inspections are crucial. This article covers daily, weekly, monthly, and quarterly…
Plasma cutting is a machining method that uses the heat of a high-temperature plasma arc to make the metal at the cut of the workpiece partially melt and evaporate, and…
Cutting metal efficiently and cost-effectively is crucial in manufacturing. But which method should you choose: gas or plasma cutting? This article breaks down the costs, efficiency, and quality of each…
How can you master the art of plasma cutting safely and efficiently? This article lays out the key procedures and best practices for operating a plasma cutting machine. You'll discover…
Have you ever considered how harmful the smoke and dust from plasma cutting can be? As plasma cutting becomes more prevalent, managing these pollutants is crucial to meeting environmental standards.…