1 . Preface
The rail car stainless steel body not only has the characteristics of high strength, good durability, high environmental protection and high regeneration, but also has the advantages of good body firmness, exquisite appearance, long service life and high welding efficiency.
Therefore, it is gradually sought after by people in the industry.
Laser welding is a method by focusing the high-energy laser beams on the surface of the connected part to melt the materials to be connected to form a weld.
There are many long straight welds in the manufacturing of stainless steel car body of railway passenger cars.
Vehicle manufacturing enterprises in Japan, Germany and China have the ability to laser welding of stainless steel car body.
However, the disadvantages of special laser welding equipment, such as high cost, long cycle, poor accessibility and poor flexibility, hinder the further development of laser welding technology in the stainless steel car body.
In recent years, with the emergence of handheld laser welding equipment, it is possible to further apply laser welding technology in the manufacture of the stainless steel car body.
2. Development of handheld laser welding
From electric energy input to real laser formation, it needs to go through three stages: pump source, gain medium and resonator.
The energy is pumped from the pump source (lamp, diode, radio frequency device, etc.) to the laser medium to stimulate the laser medium to send laser radiation.
The radiated laser is amplified in the resonator, and finally the high-power laser is output through the optical path.
According to different gain media, lasers can be divided into gas lasers, solid lasers and liquid lasers (not used in industry).
Among them, the medium of the widely used solid-state laser is composed of synthetic single crystal yttrium aluminum garnet (YAG) or glass doped with optically activated ions such as neodymium (Nd) or ytterbium (Yb).
The function of solid-state laser gain medium is to promote the maximum absorption of laser luminescence and ensure that the heat is consumed as effectively as possible.
Due to the different structures of gain media, solid-state lasers are divided into disc lasers, fiber lasers, semiconductor lasers and so on.
The gain medium of traditional solid-state laser is rod, the gain medium of disk laser is thin and wide disk, and the gain material of fiber laser is slender fiber.
The emergence of optical fiber transmission equipment solves the problem that the optical path changes according to the use demand direction.
The first generation of handheld laser welding equipment appears.
Although the first generation of handheld laser welding equipment can realize welding within a certain range, it has low photoelectric conversion efficiency, large equipment volume (4 ~ 6 times the volume of ordinary argon arc welding equipment), small welding penetration and small weldable range.
The equipment cost is high (more than 3 times that of argon arc welding).
Compared with argon arc welding, it is mainly used in billboards and decorative parts with aesthetic requirements.
There is no alternative to argon arc welding for structural connectors.
In recent years, fiber laser has made great progress.
Its advantages mainly include high photoelectric conversion rate, fast heat dissipation, good flexibility, strong anti-interference ability, low cost, long service life, no adjustment, no maintenance, high stability and small volume.
Hand held laser welding equipment using fiber lasers has also been gradually developed.
Laser welding requires high assembly accuracy of workpiece, and weld defects are easy to occur.
In order to solve this problem, the designer developed a hand-held laser welding equipment with light spot swing with reference to the special laser welding equipment.
The laser swings in the shape of “8” or “O”, which can reduce the assembly accuracy of the workpiece and increase the welding penetration.
After a series of optimization and improvement, the current common handheld laser welding equipment has a power of 0.5 ~ 1.5KW.
The size and weight of the equipment are equivalent to that of argon arc welding machine, and can weld metal plates of 3mm and below.
In order to solve the problem of insufficient weld strength of laser welding structure, in recent years, equipment manufacturers have integrated automatic wire feeding devices on the basis of laser welding and developed hand-held laser wire filling welding equipment with automatic wire feeding, which basically meets the welding of thin metal plates below 4mm.
It can basically replace and exceed argon arc welding, and realize high-speed, low heat input, small deformation, low-cost and environmental protection welding.
Under year-on-year conditions, the manufacturing cost is lower than that of argon arc welding.
3. Characteristics of handheld laser welding
3.1 Advantages of handheld laser welding
1) Hand held laser welding has the characteristics of high efficiency, low heat input, low cost and environmental protection.
At the same time, because the front end of the welding gun is usually designed with a long guide nozzle, the tip of the guide nozzle can stick to the workpiece and move along the shape of the workpiece during the welding process. The operator does not need to spend effort like manual arc welding to overcome the gravity of the welding gun, and can operate with one hand.
The requirements for the skill level of welders are low.
Generally, it takes only 5 ~ 7 days for a welder to learn and use skillfully, while in the same case, it takes 30 days or even longer for a skilled manual arc welder.
2) For more complex workpieces, its efficiency is qualitatively improved compared with traditional manual arc welding.
In terms of flexibility, the welding gun can be customized, which can adapt to the welding in various narrow spaces, that is, the position where manual arc welding can be welded, and the hand-held laser welding can also be completed.
3) The laser welding seam is smooth and beautiful, and the weld metal volume is small, which is suitable for parts with high appearance requirements.
The common form of laser welding joint is shown in Fig. 1.
Generally, conventional joints of 3mm and below can be completed by hand-held laser welding.
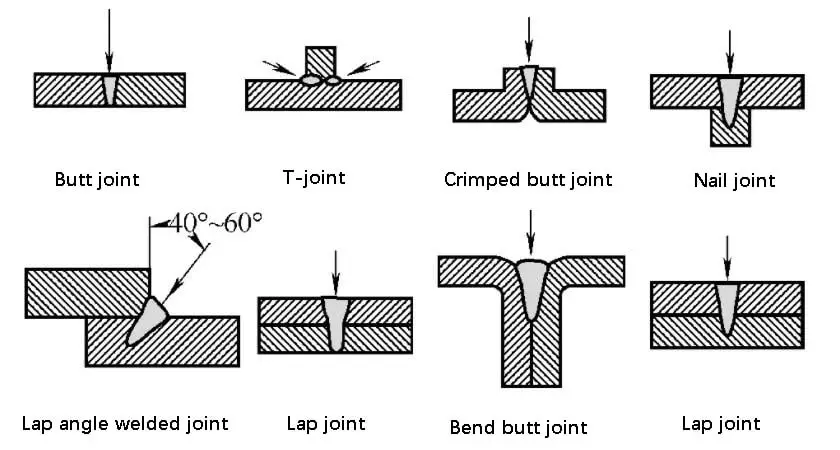
Fig. 1 Common types of laser welded joints
3.2 Shortcomings of handheld laser welding
1) Since the laser may be dangerous to eyes and skin, whether it is direct or reflected, when welding aluminum, aluminum alloy, copper, gold, silver and other high reflection materials, most of the laser will be reflected by the materials.
The laser belongs to invisible light. Pay attention to the reflection angle during operation. Cross operation shall be avoided in the process of manual laser welding.
At the same time, in order to prevent personal injury caused by laser reflection, scattering and diffuse scattering in the laser equipment area, isolation protection facilities need to be set, and operators need to wear anti laser glasses.
2) For common laser welding welds, the clearance of the workpiece after assembly is required to be ≤ 0.1mm.
In order to reduce the requirements of assembly accuracy and reduce the manufacturing cost of accessories, hand-held wire filling laser welding and swing hand-held laser welding equipment can be used.
Different clearance tests can be carried out according to the equipment capacity and product conditions to finally meet the use requirements.
3) The handheld laser welding equipment transmits the laser through the optical fiber.
When the bending radius of the equipment transmission line is too small, the optical fiber will be damaged.
Therefore, too large bending angle should be avoided during the welding process.
Generally, the length of single continuous welding seam should be controlled within the range of personnel activities.
For long straight welds with a length of more than 2m, it can be considered to be carried out in sections, and a welding gun cable suspension device can be set.
4) Hand held laser welding is still input into manual welding, and fatigue will occur during long-time operation.
For long straight welds with good welding accessibility, special machines or automatic equipment shall be considered for welding.
4. Application prospect of stainless steel car body
The stainless steel car body has the characteristics of strong corrosion resistance, good plastic toughness and coating-free, which is favored by customers.
Laser welding of the stainless steel car body has incomparable advantages over traditional welding.
It has high welding strength, can effectively reduce defects and beautiful appearance, so it is highly respected.
The stainless steel car body of rail vehicles is usually composed of thin plates.
For the lightweight stainless steel car body (see Figure 2), except that the plate thickness of the bearing part of the underframe structure exceeds 4mm, other parts are made of thin-walled materials with a plate thickness of 0.8 ~ 3mm.
Among them, the thinnest corrugated plate at the top cover is only 0.8mm, while the steel material of the side wall plate and end wall plate required by the outer surface is usually 2mm, which is within the plate thickness range applicable to handheld laser welding.

Fig. 2 A lightweight stainless steel car body
4.1 Aesthetic requirements and weld application prospect
The lap welds around the door frame and the side wall skin (see Fig. 3) are located at the entrance of the passenger compartment of the car body, the fillet welds between the end wall drainage and the end wall skin (see Fig. 4), and the lap welds between the end edging and the side wall skin (see Fig. 5).
They are visible to the passengers on the platform. They have high requirements for weld aesthetics.
Manual arc welding is used to form unsightly welds, such as full-length welding.
Large welding heat input will cause deformation of the outer surface, but in order to ensure that the vehicle will not be corroded for a long time and meet the structural needs, the conventional scheme is argon arc welding + gluing treatment, while the argon arc welding weld is fish scale, the weld position is uneven, the weld joint is concave or convex, unsightly, and the gluing treatment operation of end welding gap is cumbersome.
The thickness of the glue joint is small, easy to aging and fall off, and the maintenance cost is high.

Fig. 3 Overlapping of the door frame and side wall
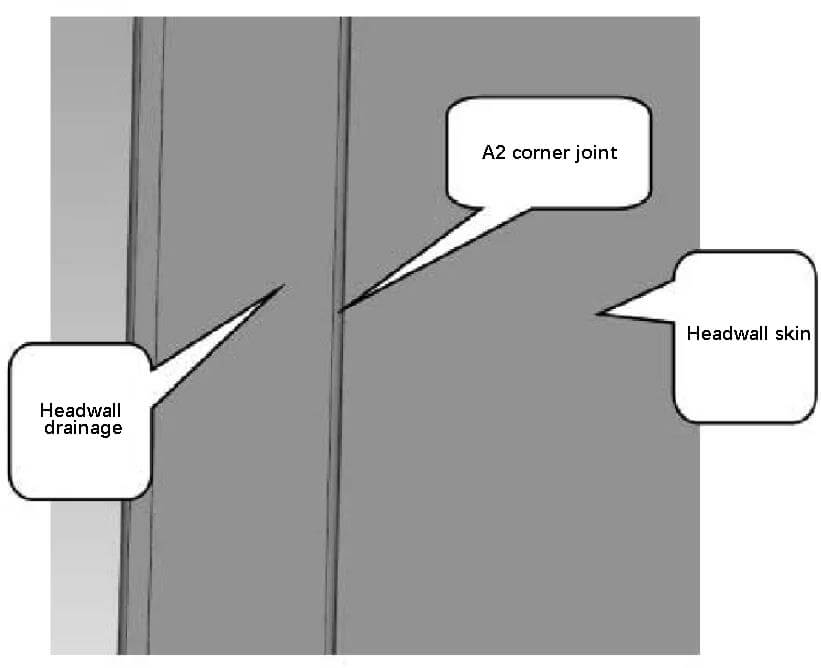
Fig. 4 Corner connection between end wall drainage and skin

Fig. 5 Overlapping of end edging and skin
For the welds at the above positions, generally, the gap at the weld joint can be controlled within 0.1mm.
Handheld laser welding can completely replace argon arc welding + gluing, greatly reduce the manufacturing cost and improve efficiency.
The welds are straight and uniform after welding without grinding, which can improve customer satisfaction.
4.2 Application prospect of large deformation weld
The lap weld between the diaphragm and the bent beam above the top cover and the fillet weld between the diaphragm and the bottom plate (see Figure 6) are about 3m long.
When manual arc welding is used, the heat input is large.
Even if sectional skip welding is used, the deformation after welding is still large.
The deformation at the bottom plate is more than 5mm and the deformation at the diaphragm is more than 10mm, which requires a lot of manpower and material resources for adjustment and repair. Handheld laser welding is used.
The welding heat input is greatly reduced, and the welding speed can be increased by more than three times, which can greatly reduce the subsequent shape adjustment and correction.
At the same time, the weld formation is beautiful and there are few joint defects, which can reduce the joint grinding, so as to reduce the cost and improve efficiency.

Fig. 6 Connection of diaphragm above top cover
5. Conclusion
At present, advanced laser welding technology is gradually adopted for the stainless steel car body of rail cars, and the corresponding technical standards are gradually improved.
The joint fatigue strength and mechanical strength of laser welding are better than those of traditional arc welding. In the manufacturing of lightweight stainless steel car body, handheld laser welding has higher flexibility and wider application range.
With the continuous progress of this technology and the continuous reduction of equipment cost, the use of handheld laser welding can reduce cost, improve efficiency and improve customer satisfaction.
It can be predicted that manual arc welding will be gradually replaced in stainless steel car body in the future.


